- Механические свойства тугоплавких металлов. Низкотемпературная хрупкость ТМ

Содержание
- 2. Факторы, влияющие на низкотемпературную хрупкость Тхр не является физической константой материала. На характер разрушения и на
- 3. (продолжение 1) Это объясняется следующими причинами. Всестороннее сжатие препятствует межзернной деформации, уплотняет металл, ослабляет отрицательное воздействие
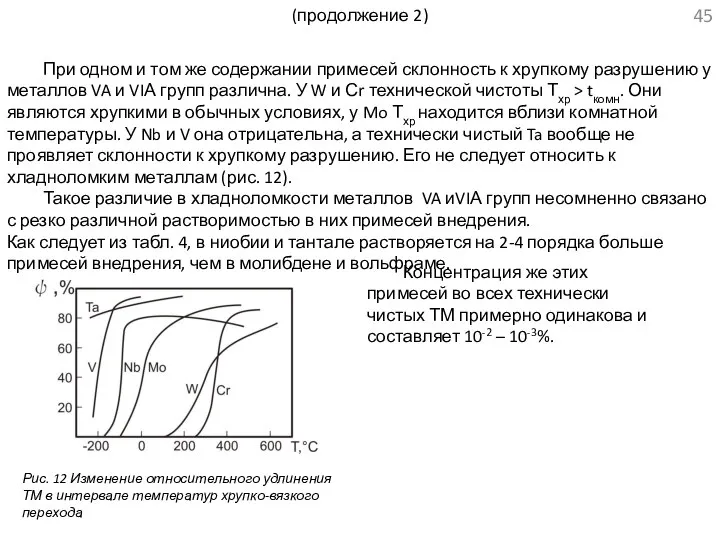
- 4. (продолжение 2) При одном и том же содержании примесей склонность к хрупкому разрушению у металлов VA
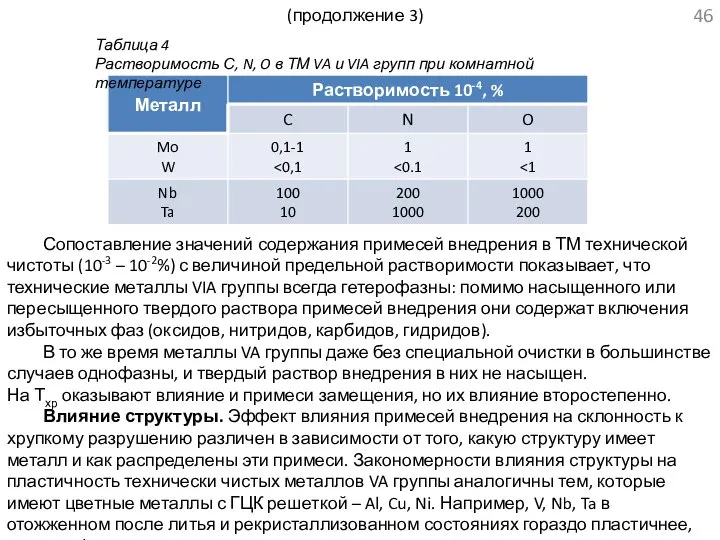
- 5. (продолжение 3) Сопоставление значений содержания примесей внедрения в ТМ технической чистоты (10-3 – 10-2%) с величиной
- 6. (продолжение 4) Пластичность же металлов VIA группы зависит от структуры в некоторых отношениях аномально. Необычное изменение
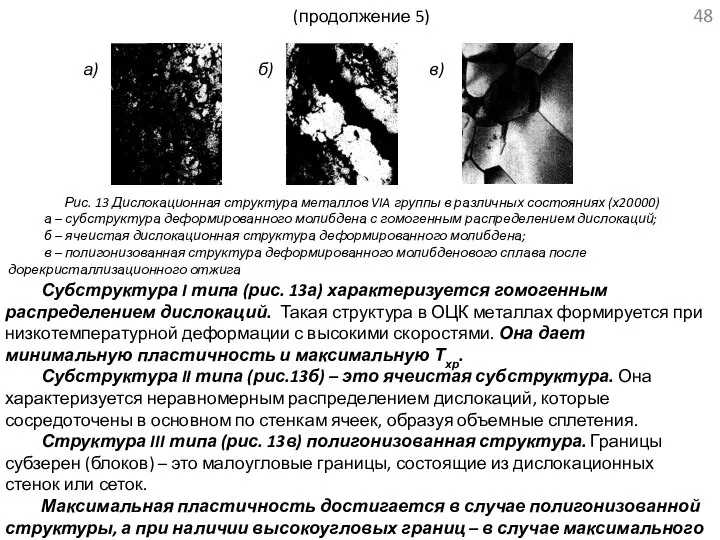
- 7. (продолжение 5) Рис. 13 Дислокационная структура металлов VIA группы в различных состояниях (х20000) а – субструктура
- 8. (продолжение 6) Структуру III типа можно получить при горячей деформации с малыми степенями (прессование, экструзия), в
- 9. Природа низкотемпературной хрупкости тугоплавких металлов с ОЦК решеткой Все современные теории склонности ТМ к хрупкому разрушению
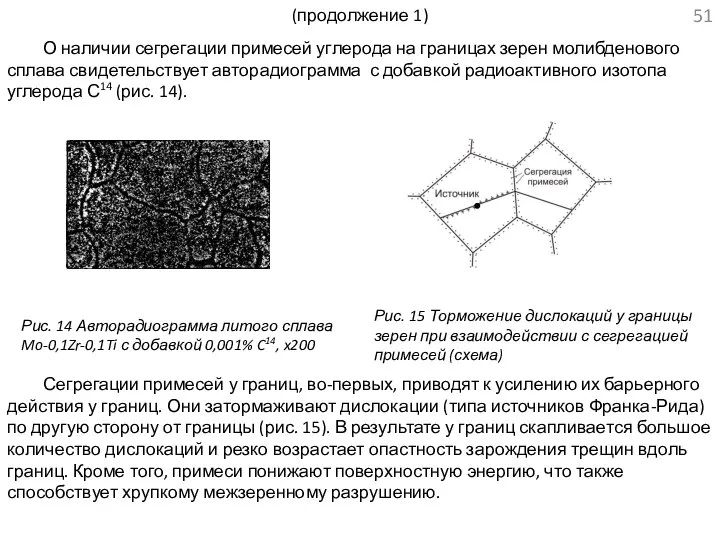
- 10. (продолжение 1) О наличии сегрегации примесей углерода на границах зерен молибденового сплава свидетельствует авторадиограмма с добавкой
- 11. (продолжение 2) В металлах VIA группы (Cr, Mo, W) охрупчивающее действие сегрегации примесей внедрения на высокоугловых
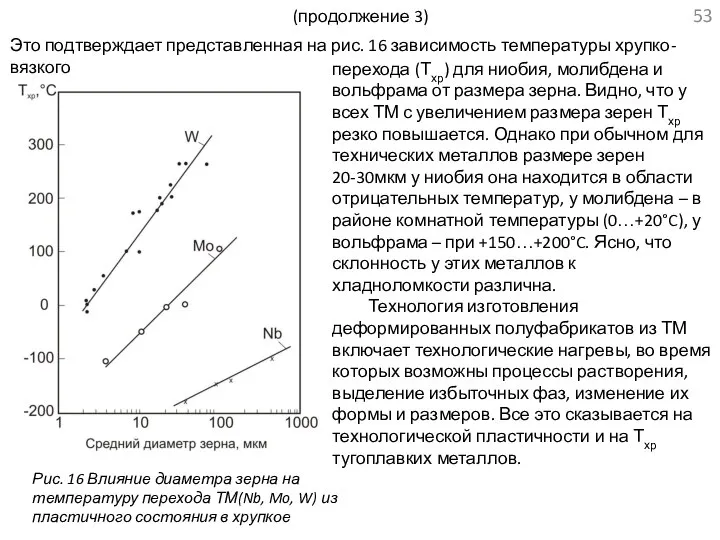
- 12. (продолжение 3) перехода (Тхр) для ниобия, молибдена и вольфрама от размера зерна. Видно, что у всех
- 13. Способы снижения хладноломкости ТМ Таким образом, анализ данных о низкотемпературной хрупкости ТМ с ОЦК решеткой позволяет
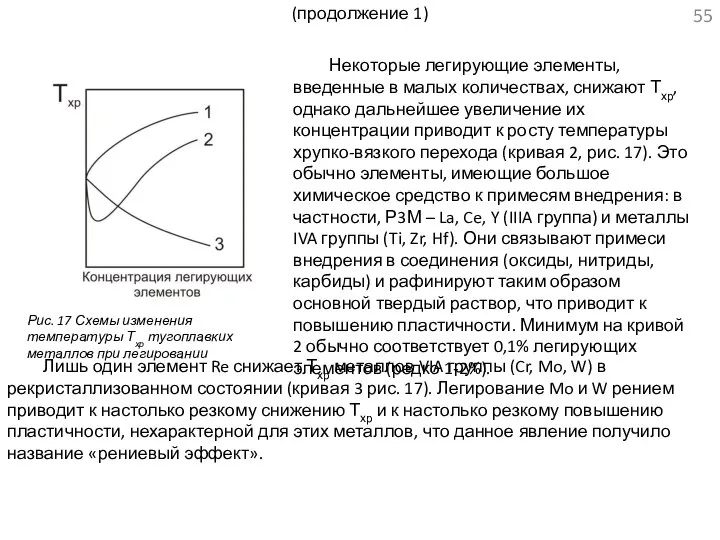
- 14. (продолжение 1) Лишь один элемент Re снижает Тхр металлов VIA группы (Cr, Mo, W) в рекристаллизованном
- 16. Скачать презентацию
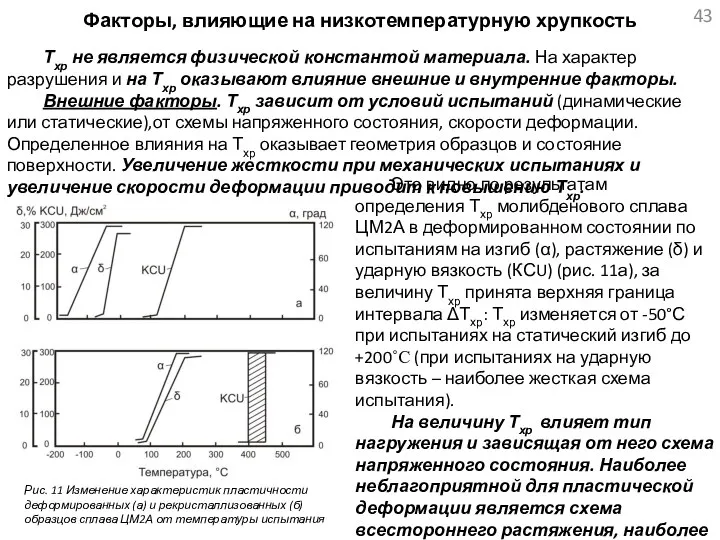
Факторы, влияющие на низкотемпературную хрупкость
Тхр не является физической константой материала. На
Факторы, влияющие на низкотемпературную хрупкость
Тхр не является физической константой материала. На
(продолжение 1)
Это объясняется следующими причинами. Всестороннее сжатие препятствует межзернной деформации, уплотняет
(продолжение 1)
Это объясняется следующими причинами. Всестороннее сжатие препятствует межзернной деформации, уплотняет
(продолжение 2)
При одном и том же содержании примесей склонность к хрупкому
(продолжение 2)
При одном и том же содержании примесей склонность к хрупкому
(продолжение 3)
Сопоставление значений содержания примесей внедрения в ТМ технической чистоты (10-3
(продолжение 3)
Сопоставление значений содержания примесей внедрения в ТМ технической чистоты (10-3
(продолжение 4)
Пластичность же металлов VIA группы зависит от структуры в некоторых
(продолжение 4)
Пластичность же металлов VIA группы зависит от структуры в некоторых
(продолжение 5)
Рис. 13 Дислокационная структура металлов VIA группы в различных состояниях
(продолжение 5)
Рис. 13 Дислокационная структура металлов VIA группы в различных состояниях
(продолжение 6)
Структуру III типа можно получить при горячей деформации с малыми
(продолжение 6)
Структуру III типа можно получить при горячей деформации с малыми
Природа низкотемпературной хрупкости тугоплавких металлов с ОЦК решеткой
Все современные теории склонности
Природа низкотемпературной хрупкости тугоплавких металлов с ОЦК решеткой
Все современные теории склонности
(продолжение 1)
О наличии сегрегации примесей углерода на границах зерен молибденового сплава
(продолжение 1)
О наличии сегрегации примесей углерода на границах зерен молибденового сплава
(продолжение 2)
В металлах VIA группы (Cr, Mo, W) охрупчивающее действие сегрегации
(продолжение 2)
В металлах VIA группы (Cr, Mo, W) охрупчивающее действие сегрегации
(продолжение 3)
перехода (Тхр) для ниобия, молибдена и вольфрама от размера зерна.
(продолжение 3)
перехода (Тхр) для ниобия, молибдена и вольфрама от размера зерна.
Способы снижения хладноломкости ТМ
Таким образом, анализ данных о низкотемпературной хрупкости ТМ
Способы снижения хладноломкости ТМ
Таким образом, анализ данных о низкотемпературной хрупкости ТМ
(продолжение 1)
Лишь один элемент Re снижает Тхр металлов VIA группы (Cr,
(продолжение 1)
Лишь один элемент Re снижает Тхр металлов VIA группы (Cr,
 Механические колебания. Математический и пружинный маятник
Механические колебания. Математический и пружинный маятник Магнитное поле. Тест
Магнитное поле. Тест Электротехника и электроника. Преобразование сигналов в цепях с нелинейными элементами. (Лекция 16)
Электротехника и электроника. Преобразование сигналов в цепях с нелинейными элементами. (Лекция 16) Механическая работа. Единицы работы
Механическая работа. Единицы работы Приборы для измерения давления и их применения
Приборы для измерения давления и их применения Амперметр. Измерение силы тока
Амперметр. Измерение силы тока Последовательное и параллельное соединение проводников
Последовательное и параллельное соединение проводников Вращательное движение тела
Вращательное движение тела Спрацювання деталей
Спрацювання деталей Условия работы проводников и аппаратов
Условия работы проводников и аппаратов Динамика кристаллической решетки
Динамика кристаллической решетки Презентация по физике "Физика как наука" - скачать бесплатно
Презентация по физике "Физика как наука" - скачать бесплатно Теплоотдача. Естественная конвекция
Теплоотдача. Естественная конвекция Молекулы
Молекулы Сцепление. Рабочий процесс фрикционного неавтоматического сцепления
Сцепление. Рабочий процесс фрикционного неавтоматического сцепления Механикалық қозғалыс және оның түрлері. Кинематиканың негізгі түсініктері және теңдеулері
Механикалық қозғалыс және оның түрлері. Кинематиканың негізгі түсініктері және теңдеулері Виды соединений. Соединения неразъемные
Виды соединений. Соединения неразъемные Електричний струм
Електричний струм  Расчет количества теплоты
Расчет количества теплоты Электромагнитные волны
Электромагнитные волны Система контроля качества турбинного масла
Система контроля качества турбинного масла Парогенераторы и теплообменники 2
Парогенераторы и теплообменники 2 Полярное сияние
Полярное сияние Элементы и функциональные устройства судовой автоматики
Элементы и функциональные устройства судовой автоматики Освещение жилого помещения
Освещение жилого помещения Диагностика системы электроснабжения
Диагностика системы электроснабжения Оптика. Способы передачи воздействий
Оптика. Способы передачи воздействий СВОБОДНЫЕ И ВЫНУЖДЕННЫЕ КОЛЕБАНИЯ. УСЛОВИЯ ВОЗНИКНОВЕНИЯ СВОБОДНЫХ КОЛЕБАНИЙ.
СВОБОДНЫЕ И ВЫНУЖДЕННЫЕ КОЛЕБАНИЯ. УСЛОВИЯ ВОЗНИКНОВЕНИЯ СВОБОДНЫХ КОЛЕБАНИЙ.