- Основные параметры импульсной лазерной закалки и характеристики упрочненной поверхности

Содержание
- 2. Обработку проводят в расходящемся пучке, так как это позволяет обеспечить оптимальные показатели качества термоупрочнения (рис. 4.38).
- 3. Особенности лазерной закалки в защитных средах Схема 1.Применение сопла, удобнп для визуального контроля за процессом Схема
- 4. При фокусировании излучения сферической оптикой облученная. зона в плане имеет вид круга диаметром D. Тогда в
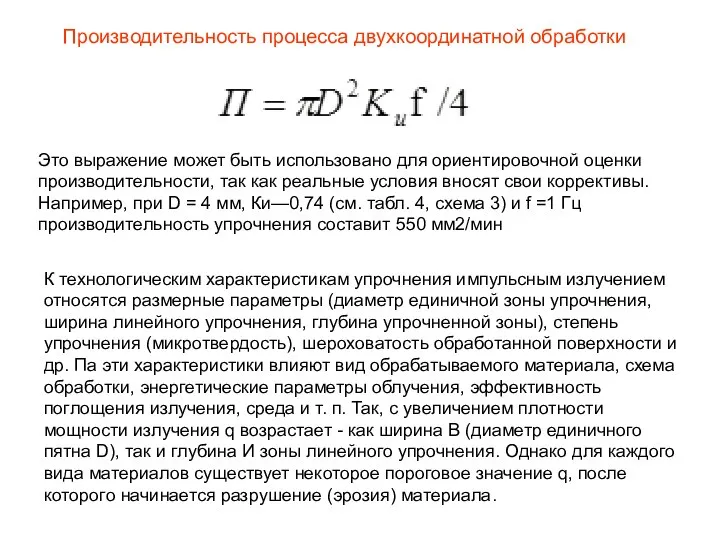
- 5. Производительность процесса двухкоординатной обработки Это выражение может быть использовано для ориентировочной оценки производительности, так как реальные
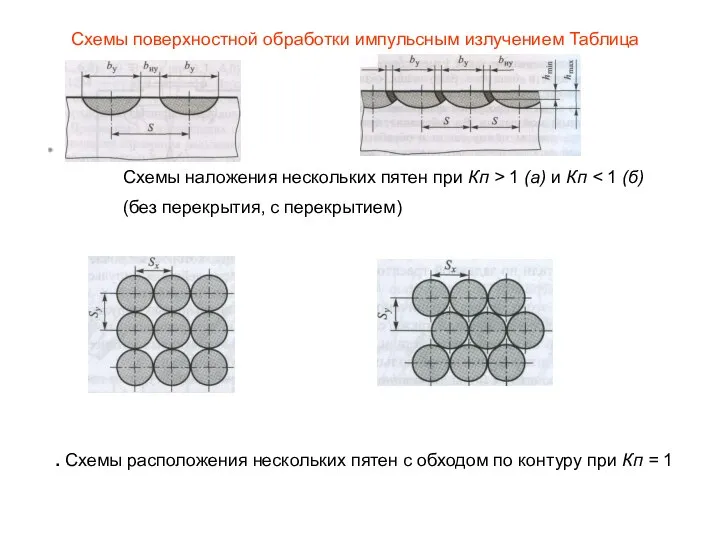
- 6. Схемы поверхностной обработки импульсным излучением Таблица Схемы наложения нескольких пятен при Кп > 1 (а) и
- 7. При использовании цилиндрической оптики увеличивается и производительность обработки, но практика показывает, что обход по контуру для
- 9. Скачать презентацию
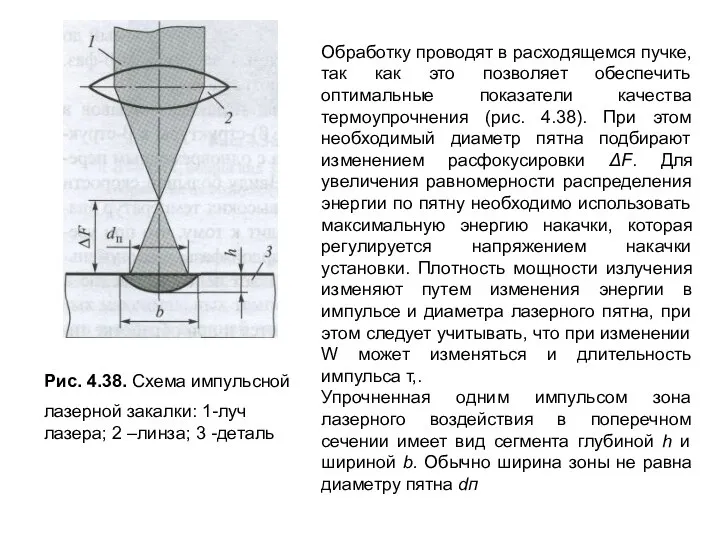
Обработку проводят в расходящемся пучке, так как это позволяет обеспечить оптимальные
Обработку проводят в расходящемся пучке, так как это позволяет обеспечить оптимальные

Особенности лазерной закалки в защитных средах
Схема 1.Применение сопла, удобнп для визуального
Особенности лазерной закалки в защитных средах
Схема 1.Применение сопла, удобнп для визуального
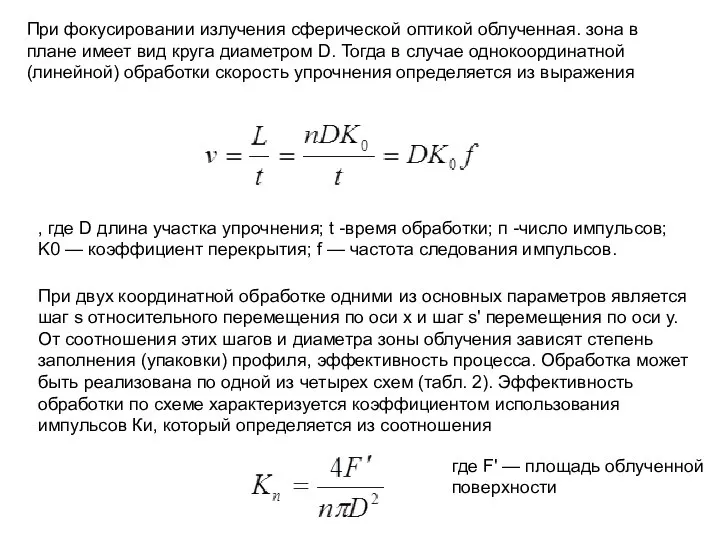
При фокусировании излучения сферической оптикой облученная. зона в плане имеет вид
При фокусировании излучения сферической оптикой облученная. зона в плане имеет вид
Производительность процесса двухкоординатной обработки
Это выражение может быть использовано для ориентировочной оценки
Производительность процесса двухкоординатной обработки
Это выражение может быть использовано для ориентировочной оценки
Схемы поверхностной обработки импульсным излучением Таблица
Схемы наложения нескольких пятен при
Схемы поверхностной обработки импульсным излучением Таблица
Схемы наложения нескольких пятен при

При использовании цилиндрической оптики увеличивается и производительность обработки, но практика показывает,
При использовании цилиндрической оптики увеличивается и производительность обработки, но практика показывает,
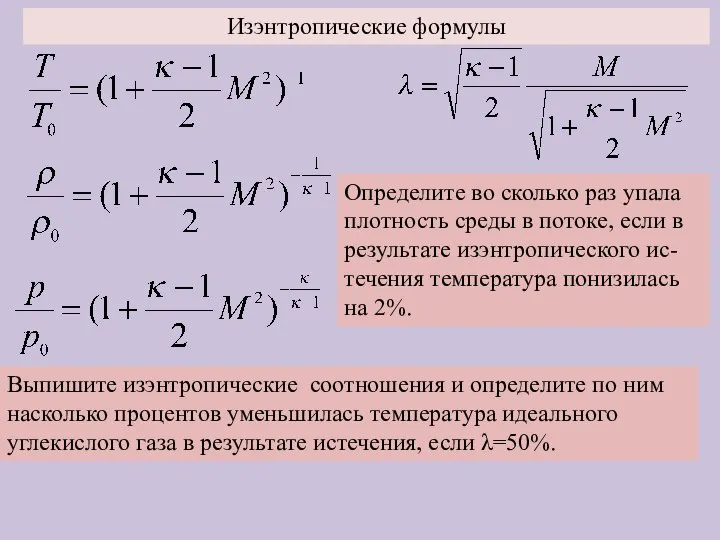 Изэнтропические формулы
Изэнтропические формулы Аттестационная работа. Методическая разработка лабораторной работы «определение и анализ погрешностей измерения»
Аттестационная работа. Методическая разработка лабораторной работы «определение и анализ погрешностей измерения» Волновые свойства света
Волновые свойства света Электрические цепи переменного тока
Электрические цепи переменного тока Лабораторная работа. Определение потока и индукции магнитного поля
Лабораторная работа. Определение потока и индукции магнитного поля Аттестационная работа. Образовательная программа внеурочной деятельности по физике Физика в экспериментах
Аттестационная работа. Образовательная программа внеурочной деятельности по физике Физика в экспериментах Формирование ключевых компетенций на уроках физики Сидорина Ольга Павловна Учител
Формирование ключевых компетенций на уроках физики Сидорина Ольга Павловна Учител Практикум по решению задач по теме «Электростатика»
Практикум по решению задач по теме «Электростатика»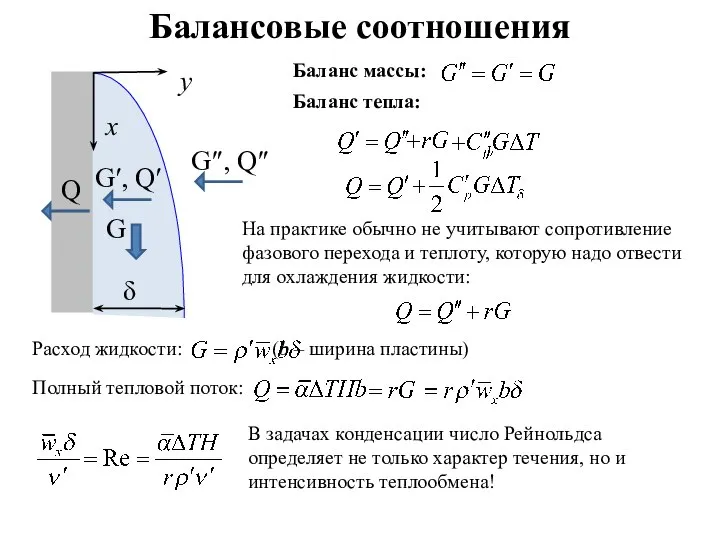 Балансовые соотношения. (Лекция 2)
Балансовые соотношения. (Лекция 2) Тема: Електролітична дисоціація. Електроліти і неелектроліти.
Тема: Електролітична дисоціація. Електроліти і неелектроліти.  Альтернативні джерела енергії
Альтернативні джерела енергії Задача 3. Что нужно для стального статически неопределимого ступенчатого стержня круглого поперечного сечения?
Задача 3. Что нужно для стального статически неопределимого ступенчатого стержня круглого поперечного сечения? Плотность вещества
Плотность вещества Предмет физики
Предмет физики Radiation Biophysics
Radiation Biophysics Роль твердой фазы в формировании осадков. Рост ледяной фазы.Тема 5 2013
Роль твердой фазы в формировании осадков. Рост ледяной фазы.Тема 5 2013 Istoria electricitatii
Istoria electricitatii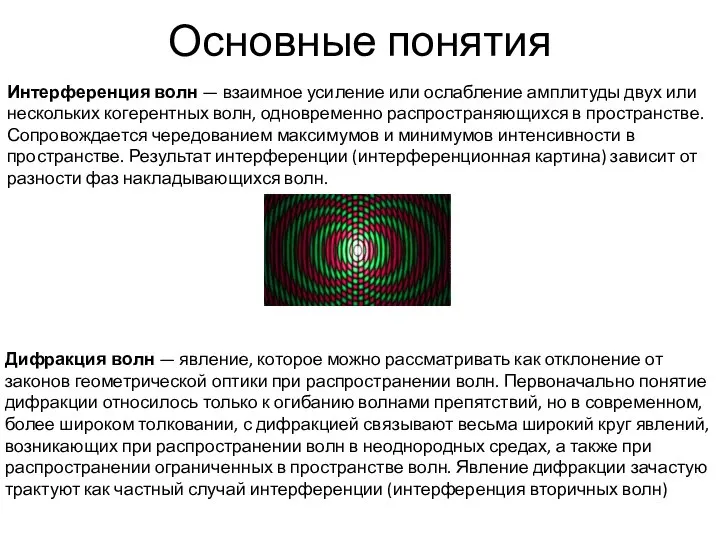 Интерференция волн
Интерференция волн Физические модели. Постановка задачи
Физические модели. Постановка задачи Аттестационная работа. Методическая разработка к проекту Выдающиеся ученые-физики
Аттестационная работа. Методическая разработка к проекту Выдающиеся ученые-физики Электрический ток в газах
Электрический ток в газах Полупроводники
Полупроводники Излучения и спектры. Спектральный анализ Задачи урока: познакомиться со спектрами и спектральным анализом; рассмотреть возможно
Излучения и спектры. Спектральный анализ Задачи урока: познакомиться со спектрами и спектральным анализом; рассмотреть возможно Історія розвитку вчення про будову атома. Ядерна модель атома
Історія розвитку вчення про будову атома. Ядерна модель атома Генератор переменного тока, трансформатор
Генератор переменного тока, трансформатор Электрические машины
Электрические машины Паровозы Черепановых
Паровозы Черепановых Презентация по физике "Урок - Плотность вещества" - скачать бесплатно
Презентация по физике "Урок - Плотность вещества" - скачать бесплатно