- Основные параметры лазерной закалки непрерывными лазерами и характеристики упрочненной поверхности

Содержание
- 2. Лазерная закалка непрерывными лазерами имеет ряд достоинств по сравнению с импульсной. Во-первых, нет ограничений по длительности
- 3. Зона упрочнения на поверхности детали имеет форму полосы, а сечение, перпендикулярное движению лазерного луча Микротвердость поверхностного
- 4. Параметры шероховатости поверхности при обработке с оплавлением имеют сложную зависимость от режимов. При большом объеме расплавленного
- 5. Технологические схемы закалки непрерывными лазерами
- 6. При обработке больших поверхностей непрерывными лазерами наиболее широко используют два вида последовательного наложения упрочненных полос: обработка
- 7. Рис. 4.44. Схемы наложения полос на плоской поверхности Обработку плоских поверхностей осуществляют по двум схемам наложения
- 8. Рис 4.45 Схемы упрочнения цилиндрических деталей Обработку цилиндрических поверхностей осуществляют по трем схемам: наложение односпиральных полос
- 9. . По этим же схемам производят упрочнение внутренних цилиндрических поверхностей. Упрочнение внутренних поверхностей втулок и других
- 10. Обработка непрерывным излучением позволяет повысить однородность микроструктуры и твердости вдоль полос упрочнения, однако поперек полос неоднородность
- 11. Существует два метода упрочнения цилиндрических деталей без образования зон отпуска. Схемы первого метода применительно к наружным
- 12. Второй метод заключается во вращении и перемещении детали или оптической головки в продольном направлении (см. рис.
- 13. Способы регулирования распределения плотности мощности по пятну при закалке непрерывными лазерами С целью обеспечения лучшего качества
- 14. Рис. 4.49. Схема упрочнения с использованием сегментного зеркала:1 — сегментное зеркало; 2 — система управления элементами
- 15. Повысить равномерность плотности мощности или получить ее заданное расределение, увеличив геометрические размеры ЗЛВ и относительную ширину
- 16. Рис. 4.51. Схема закалки со сканированием луча путем колебания зеркала Как показано на рис., процесс обработки
- 17. Факторы, влияющие на геометрические размеры зон лазерного воздействия Влияние режимов лазерной обработки на геометрические размеры зон
- 18. Влияние химического состава С повышением содержания углерода в стали от 0,45 до 1,0 % глубина зоны
- 19. Влияние типа поглощающих покрытий и состояния поверхности Известны три класса покрытий, обладающих достаточно высоким коэффициентом поглощения
- 20. Свойства сплавов после лазерной закалки Использование лазерного упрочнения позволяет обеспечить улучшение многих эксплуатационных показателей, а именно
- 21. Деформации и поводки после лазерной закалки На деформацию сталей после лазерной закалки оказывают влияние много факторов.
- 22. Примеры поверхностной лазерной обработки Технология лазерной наплавки позволяет восстанавливать изношенные детали. При этом восстанавливаемые детали, например,
- 23. Закалка колец подшипников Сталь 55СМ5ФА. Параметры обработки: Мощность лазерного излучения 2,8кВт Скорость 1,8м/мин Диаметр фокусного пятна
- 24. Гильза больших размеров. Процесс лазерной закалки гильзы цилиндра турбокомпрессорного дизельного двигателя локомотива ведут наложением спиральной полосы
- 25. Термообработка ножей Промышленный нож для мясорубки. Термообработка режущих кромок позволяет уменьшить количество заточек. Т.к. твёрдость кромки
- 26. Восстановление изношенных крестовин локомотивов железнодорожного транспорта методом лазерной наплавки.
- 27. Инструментальное производство Разработана технология лазерной закалки отрезных, прорезных фрез из быстрорежущих (инструментальных) сталей с целью повышения
- 28. Лазерная гравировка Сложность наносимого гравировкой изображения может быть любой, вплоть до полутоновых фотографических изображений и штрих-кодов,
- 29. Лазерная гравировка выполняется на самых разнообразных материалах: металл, пластик, дерево, кожа, стекло, оргстекло, акрил, камень, бумага
- 30. Лазерная маркировка промышленных изделий Метод лазерной гравировки позволяет наносить на изделия промышленного производства любую, даже мелкую,
- 32. Скачать презентацию
Лазерная закалка непрерывными лазерами имеет ряд достоинств по сравнению с импульсной.
Лазерная закалка непрерывными лазерами имеет ряд достоинств по сравнению с импульсной.

Зона упрочнения на поверхности детали имеет форму полосы, а сечение, перпендикулярное
Зона упрочнения на поверхности детали имеет форму полосы, а сечение, перпендикулярное
Параметры шероховатости поверхности
при обработке с оплавлением имеют сложную зависимость от режимов.
Параметры шероховатости поверхности
при обработке с оплавлением имеют сложную зависимость от режимов.

Технологические схемы закалки непрерывными лазерами
Технологические схемы закалки непрерывными лазерами

При обработке больших поверхностей непрерывными лазерами наиболее широко используют два вида
При обработке больших поверхностей непрерывными лазерами наиболее широко используют два вида
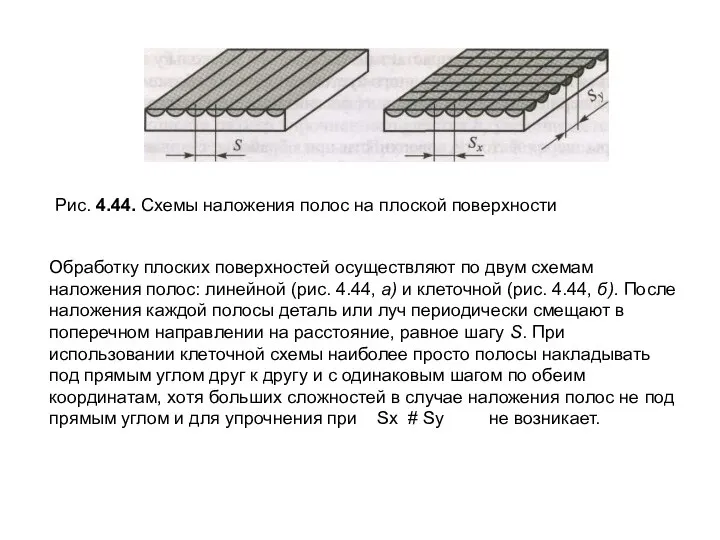
Рис. 4.44. Схемы наложения полос на плоской поверхности
Обработку плоских поверхностей осуществляют
Рис. 4.44. Схемы наложения полос на плоской поверхности
Обработку плоских поверхностей осуществляют
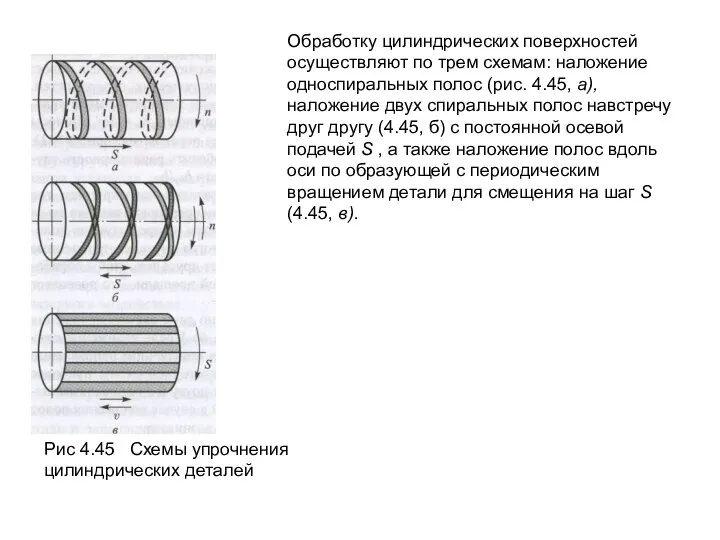
Рис 4.45 Схемы упрочнения цилиндрических деталей
Обработку цилиндрических поверхностей осуществляют по трем
Рис 4.45 Схемы упрочнения цилиндрических деталей
Обработку цилиндрических поверхностей осуществляют по трем

. По этим же схемам производят упрочнение внутренних цилиндрических поверхностей. Упрочнение
. По этим же схемам производят упрочнение внутренних цилиндрических поверхностей. Упрочнение
Обработка непрерывным излучением позволяет повысить однородность микроструктуры и твердости вдоль полос
Обработка непрерывным излучением позволяет повысить однородность микроструктуры и твердости вдоль полос
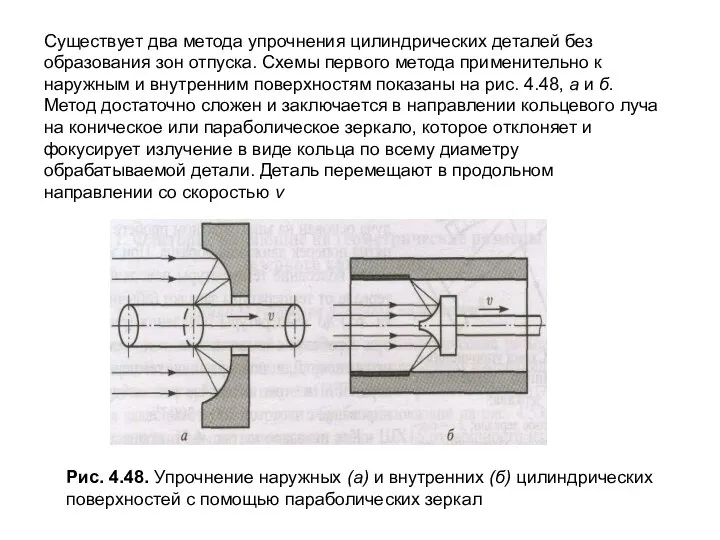
Существует два метода упрочнения цилиндрических деталей без образования зон отпуска. Схемы
Существует два метода упрочнения цилиндрических деталей без образования зон отпуска. Схемы
Второй метод заключается во вращении и перемещении детали или оптической головки
Второй метод заключается во вращении и перемещении детали или оптической головки
Способы регулирования распределения плотности мощности по пятну при закалке непрерывными лазерами
С
Способы регулирования распределения плотности мощности по пятну при закалке непрерывными лазерами
С
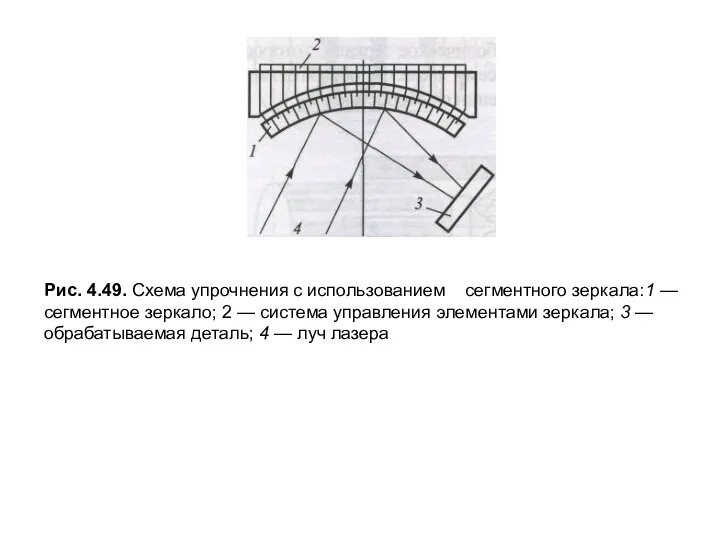
Рис. 4.49. Схема упрочнения с использованием сегментного зеркала:1 — сегментное зеркало;
Рис. 4.49. Схема упрочнения с использованием сегментного зеркала:1 — сегментное зеркало;
Повысить равномерность плотности мощности или получить ее заданное расределение, увеличив геометрические
Повысить равномерность плотности мощности или получить ее заданное расределение, увеличив геометрические

Рис. 4.51. Схема закалки со сканированием луча путем колебания зеркала
Как показано
Рис. 4.51. Схема закалки со сканированием луча путем колебания зеркала
Как показано

Факторы, влияющие на геометрические размеры зон
лазерного воздействия
Влияние режимов лазерной обработки на
Факторы, влияющие на геометрические размеры зон
лазерного воздействия
Влияние режимов лазерной обработки на
Влияние химического состава
С повышением содержания углерода в стали от 0,45 до
Влияние химического состава
С повышением содержания углерода в стали от 0,45 до

Влияние типа поглощающих покрытий и состояния поверхности
Известны три класса покрытий, обладающих
Влияние типа поглощающих покрытий и состояния поверхности
Известны три класса покрытий, обладающих
Свойства сплавов после лазерной закалки
Использование лазерного упрочнения позволяет обеспечить улучшение многих
Свойства сплавов после лазерной закалки
Использование лазерного упрочнения позволяет обеспечить улучшение многих
Деформации и поводки после лазерной закалки
На деформацию сталей после лазерной закалки
Деформации и поводки после лазерной закалки
На деформацию сталей после лазерной закалки
Примеры поверхностной лазерной обработки
Технология лазерной наплавки позволяет восстанавливать изношенные детали. При
Примеры поверхностной лазерной обработки
Технология лазерной наплавки позволяет восстанавливать изношенные детали. При

Закалка колец подшипников
Сталь 55СМ5ФА. Параметры обработки: Мощность лазерного излучения 2,8кВт
Закалка колец подшипников
Сталь 55СМ5ФА. Параметры обработки: Мощность лазерного излучения 2,8кВт

Гильза больших размеров.
Процесс лазерной закалки гильзы цилиндра турбокомпрессорного дизельного двигателя
Гильза больших размеров.
Процесс лазерной закалки гильзы цилиндра турбокомпрессорного дизельного двигателя

Термообработка ножей
Промышленный нож для мясорубки. Термообработка режущих кромок позволяет уменьшить количество
Термообработка ножей
Промышленный нож для мясорубки. Термообработка режущих кромок позволяет уменьшить количество

Восстановление изношенных крестовин локомотивов железнодорожного транспорта методом лазерной наплавки.
Восстановление изношенных крестовин локомотивов железнодорожного транспорта методом лазерной наплавки.
Инструментальное производство
Разработана технология лазерной закалки отрезных, прорезных фрез из быстрорежущих
Инструментальное производство
Разработана технология лазерной закалки отрезных, прорезных фрез из быстрорежущих
Лазерная гравировка
Сложность наносимого гравировкой изображения может быть любой, вплоть до полутоновых
Лазерная гравировка
Сложность наносимого гравировкой изображения может быть любой, вплоть до полутоновых

Лазерная гравировка выполняется на самых разнообразных материалах: металл, пластик, дерево, кожа,
Лазерная гравировка выполняется на самых разнообразных материалах: металл, пластик, дерево, кожа,

Лазерная маркировка промышленных изделий
Метод лазерной гравировки позволяет наносить на изделия промышленного
Лазерная маркировка промышленных изделий
Метод лазерной гравировки позволяет наносить на изделия промышленного
 Прості та складні механізми
Прості та складні механізми  Тепловое излучение
Тепловое излучение Презентация по физике "Кто хочет стать Физиком" - скачать
Презентация по физике "Кто хочет стать Физиком" - скачать  Дослідження режимів роботи рентгенівських апаратів
Дослідження режимів роботи рентгенівських апаратів Теория многофазной фильтрации. (Лекция 3)
Теория многофазной фильтрации. (Лекция 3) Резание (1)
Резание (1) Основные законы динамики. Принцип Даламбера. Техническая механика
Основные законы динамики. Принцип Даламбера. Техническая механика Симметричный вибратор. Антенно-фидерные устройства и распространение радиоволн. Лекция № 4
Симметричный вибратор. Антенно-фидерные устройства и распространение радиоволн. Лекция № 4 Холодильник в горшочках
Холодильник в горшочках Задачи по физике
Задачи по физике Тема 3. Движение квазичастиц электронов в электрическом поле
Тема 3. Движение квазичастиц электронов в электрическом поле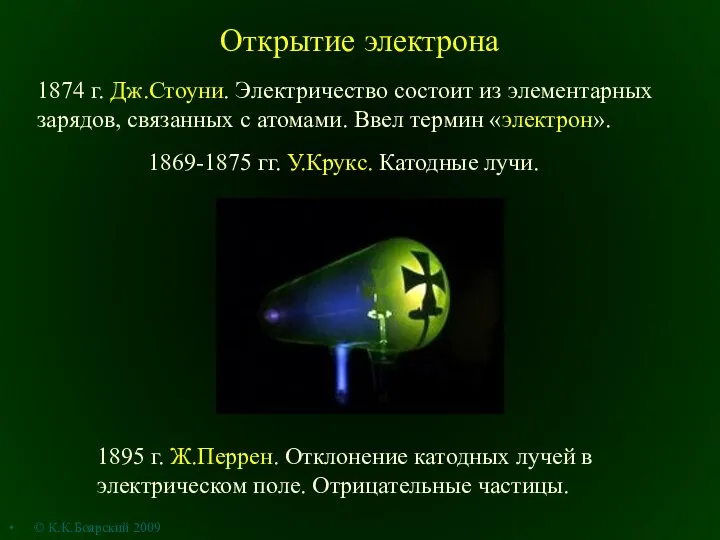 Открытие электрона
Открытие электрона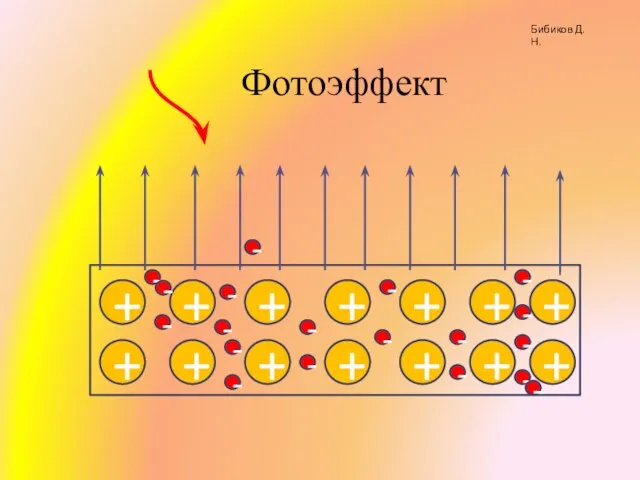 Презентация по физике "Фотоэффект" - скачать
Презентация по физике "Фотоэффект" - скачать  Урок контроля знаний по физике «Мы изучили электричество» Учитель высшей категории МБОУ СОШ №21 Николаева О.И.
Урок контроля знаний по физике «Мы изучили электричество» Учитель высшей категории МБОУ СОШ №21 Николаева О.И. Кулон заңы
Кулон заңы Слесарные работы. Характеристика основных видов работ слесаря по ремонту подвижного состава
Слесарные работы. Характеристика основных видов работ слесаря по ремонту подвижного состава Кипение. Испарение
Кипение. Испарение Тема: «Мир звука». Выполнила: ученица 11 «А» класса МОУ «СОШ № 95 им. Н. Щукина п.Архара» Сахнова Ольга Александровна.
Тема: «Мир звука». Выполнила: ученица 11 «А» класса МОУ «СОШ № 95 им. Н. Щукина п.Архара» Сахнова Ольга Александровна. Электростатика. Электродинамика
Электростатика. Электродинамика Позитронно-эмиссионная томография
Позитронно-эмиссионная томография Презентация по физике "Конденсаторы" - скачать
Презентация по физике "Конденсаторы" - скачать  Усилия в зацеплении
Усилия в зацеплении Метод молекулярной динамики
Метод молекулярной динамики Преобразование диаграммы условного напряжения - деформация в диаграмму истинного напряжения - деформация в программе Abaqus
Преобразование диаграммы условного напряжения - деформация в диаграмму истинного напряжения - деформация в программе Abaqus Нефть
Нефть Термодинамика биологических процессов(new)
Термодинамика биологических процессов(new) Зонная теория твердых тел
Зонная теория твердых тел Тепловые двигатели
Тепловые двигатели