- Распределение напряжений в швах и сопротивление усталости сварных соединений

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ Тема 4. Распределение напряжений в швах и сопротивление усталости сварных соединений. Классификация собственных напряжений.
- 3. КЛАССИФИКАЦИЯ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ Сварка, как и другие процессы тепловой обработки металла (прокатка, литье, нормализация, резка
- 4. МЕХАНИЗМ ОБРАЗОВАНИЯ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ Основными причинами возникновения собственных напряжений и деформаций в сварных соединениях и
- 5. РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В СВАРНЫХ ШВАХ ПРИ ПРИЛОЖЕНИИ РАБОЧИХ НАГРУЗОК Распределение напряжений в сварных швах в большинстве
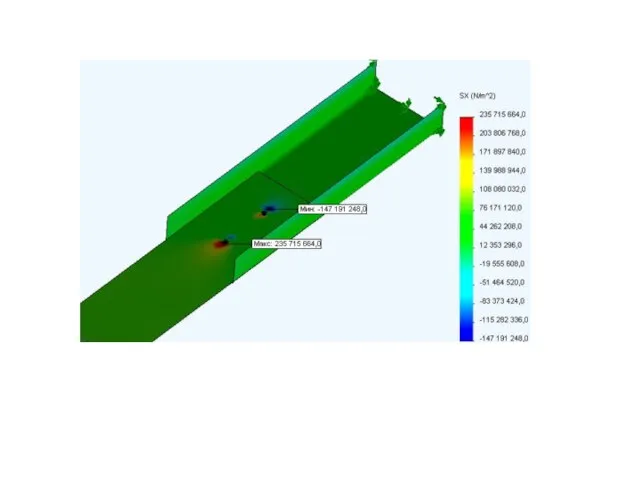
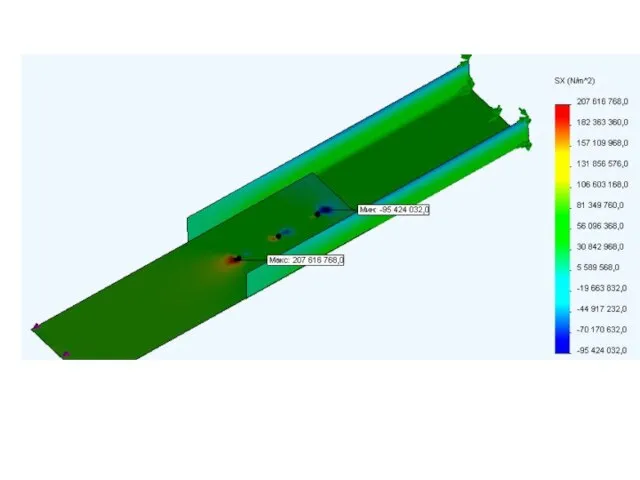
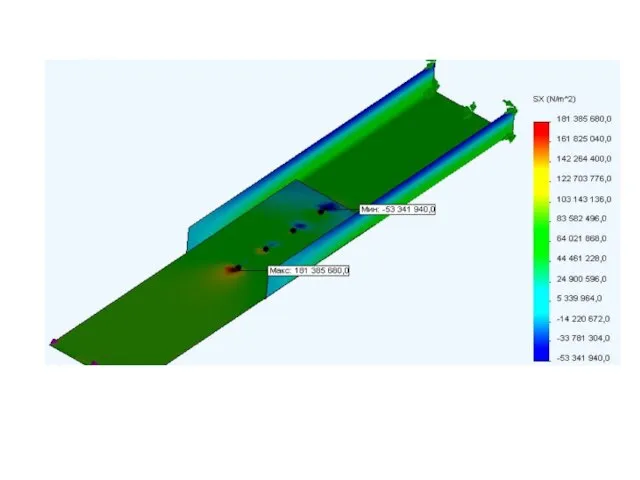
- 6. РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В ЛОБОВЫХ ШВАХ В лобовых швах тавровых соединений (рис. 4) наблюдается значительная концентрация напряжений;
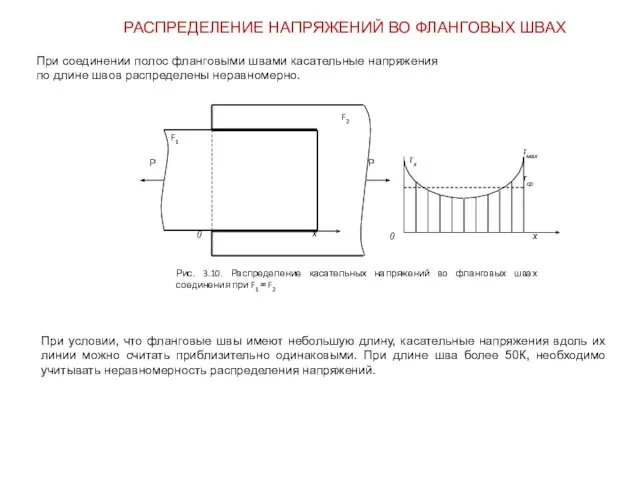
- 7. РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ ВО ФЛАНГОВЫХ ШВАХ При соединении полос фланговыми швами касательные напряжения по длине швов распределены
- 8. РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКОЙ В результате сгущения силовых линий основной металл
- 12. Влияние концентрации напряжений на статическую и усталостную прочность сварных соединений Концентрация напряжений проявляется в том, что
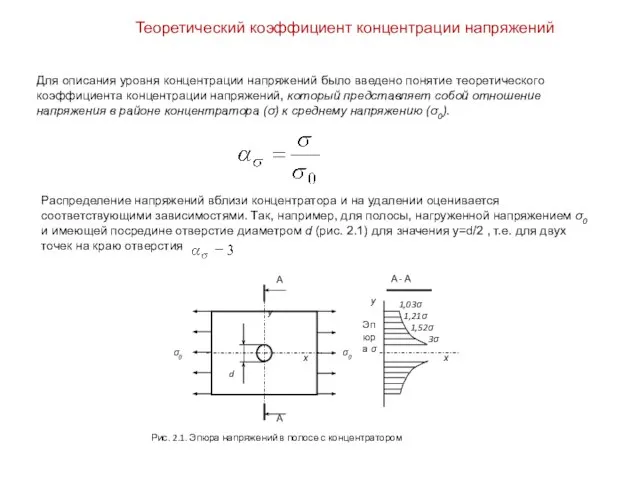
- 13. Теоретический коэффициент концентрации напряжений Для описания уровня концентрации напряжений было введено понятие теоретического коэффициента концентрации напряжений,
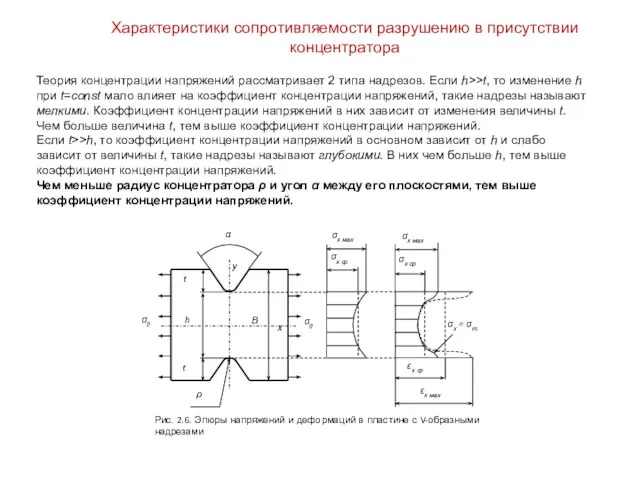
- 14. Характеристики сопротивляемости разрушению в присутствии концентратора Теория концентрации напряжений рассматривает 2 типа надрезов. Если h>>t, то
- 15. Характеристики сопротивляемости разрушению в присутствии концентратора В случае наличия в пластине концентратора напряжений в виде трещины,
- 17. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ
Тема 4. Распределение напряжений в швах и сопротивление усталости сварных
СОДЕРЖАНИЕ ЛЕКЦИИ
Тема 4. Распределение напряжений в швах и сопротивление усталости сварных
КЛАССИФИКАЦИЯ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
Сварка, как и другие процессы тепловой обработки металла
КЛАССИФИКАЦИЯ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
Сварка, как и другие процессы тепловой обработки металла
МЕХАНИЗМ ОБРАЗОВАНИЯ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
Основными причинами возникновения собственных напряжений и деформаций
МЕХАНИЗМ ОБРАЗОВАНИЯ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
Основными причинами возникновения собственных напряжений и деформаций

РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В СВАРНЫХ ШВАХ ПРИ ПРИЛОЖЕНИИ РАБОЧИХ НАГРУЗОК
Распределение напряжений в
РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В СВАРНЫХ ШВАХ ПРИ ПРИЛОЖЕНИИ РАБОЧИХ НАГРУЗОК
Распределение напряжений в

РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В ЛОБОВЫХ ШВАХ
В лобовых швах тавровых соединений (рис. 4)
РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В ЛОБОВЫХ ШВАХ
В лобовых швах тавровых соединений (рис. 4)
РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ ВО ФЛАНГОВЫХ ШВАХ
При соединении полос фланговыми швами касательные напряжения
РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ ВО ФЛАНГОВЫХ ШВАХ
При соединении полос фланговыми швами касательные напряжения

РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКОЙ
В результате сгущения
РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКОЙ
В результате сгущения
Влияние концентрации напряжений на статическую и усталостную прочность сварных соединений
Концентрация напряжений
Влияние концентрации напряжений на статическую и усталостную прочность сварных соединений
Концентрация напряжений
Теоретический коэффициент концентрации напряжений
Для описания уровня концентрации напряжений было введено
Теоретический коэффициент концентрации напряжений
Для описания уровня концентрации напряжений было введено
Характеристики сопротивляемости разрушению в присутствии концентратора
Теория концентрации напряжений рассматривает 2 типа
Характеристики сопротивляемости разрушению в присутствии концентратора
Теория концентрации напряжений рассматривает 2 типа
Характеристики сопротивляемости разрушению в присутствии концентратора
В случае наличия в пластине концентратора
Характеристики сопротивляемости разрушению в присутствии концентратора
В случае наличия в пластине концентратора
 Таблицы и графики
Таблицы и графики Физическое моделирование динамических воздействий на подземные сооружения, основные положения теории подобия. (Лекция 12)
Физическое моделирование динамических воздействий на подземные сооружения, основные положения теории подобия. (Лекция 12) Бойове застосування КЗА 86Ж6. Система електроживлення. Апаратура радіаційної та хімічної розвідки. (Тема 9.5)
Бойове застосування КЗА 86Ж6. Система електроживлення. Апаратура радіаційної та хімічної розвідки. (Тема 9.5) Дальність дії радіолокатора
Дальність дії радіолокатора Физико-технические основы электроэнергетики. Лекция 10
Физико-технические основы электроэнергетики. Лекция 10 Свободные и вынужденные электромагнитные колебания. Колебательный контур. Период свободных электромагнитных колебаний
Свободные и вынужденные электромагнитные колебания. Колебательный контур. Период свободных электромагнитных колебаний Презентация по физике на тему «Виды излучения и спектры»
Презентация по физике на тему «Виды излучения и спектры» Температура. Абсолютная температура.
Температура. Абсолютная температура. Влажность воздуха
Влажность воздуха Кинематика. Раздел теоретической механики, в котором изучается движение
Кинематика. Раздел теоретической механики, в котором изучается движение Основные определения метрологии. Меры и эталоны
Основные определения метрологии. Меры и эталоны Задачи с космической тематикой
Задачи с космической тематикой Модель двигателя Стирлинга
Модель двигателя Стирлинга Радиово́лны
Радиово́лны Отражение света. Закон отражения света
Отражение света. Закон отражения света Технологический процесс обработки детали Вал ротора
Технологический процесс обработки детали Вал ротора Степень нагретости тела - температура
Степень нагретости тела - температура Теплопроводность. Вязкость. Диффузия
Теплопроводность. Вязкость. Диффузия Отчет по производственной практике по получению профессиональных умений и опыта профессиональной деятельности
Отчет по производственной практике по получению профессиональных умений и опыта профессиональной деятельности Аттестационная работа. Физика. Домашняя лаборатория. 7 класс
Аттестационная работа. Физика. Домашняя лаборатория. 7 класс Система питания дизельного двигателя
Система питания дизельного двигателя Законы Ньютона
Законы Ньютона Характеристики звука: громкость и высота
Характеристики звука: громкость и высота Решение задач. Закон всемирного тяготения
Решение задач. Закон всемирного тяготения Физические формулы
Физические формулы Преломление света. Показатель преломления
Преломление света. Показатель преломления Радиация
Радиация Волны в линях передач
Волны в линях передач