- Ремонт автомобилей. Восстановление деталей слесарно-механической обработкой. (Тема 3.2)

Содержание
- 2. Виды слесарно-механической обработки: 1) Слесарная обработка (вручную) – опиловка - сверление - развёртывание и зенкерование отверстий
- 3. 2) Механическая обработка - токарная - сверлильная - расточная - фрезерная - шлифовальная - полировальная -
- 4. Точность размеров и взаимного расположения поверхностей при механической обработке зависит от правильного выбора технологической базы.
- 5. Точность размеров и взаимного расположения поверхностей при механической обработке зависит от правильного выбора технологической базы. Технологическая
- 6. Требования при выборе технологической базы: 1) Базовые поверхности должны быть наиболее точно расположены относительно обрабатываемых поверхностей.
- 7. Требования при выборе технологической базы: 1) Базовые поверхности должны быть наиболее точно расположены относительно обрабатываемых поверхностей.
- 8. Требования при выборе технологической базы: 1) Базовые поверхности должны быть наиболее точно расположены относительно обрабатываемых поверхностей.
- 9. При восстановлении деталей выбирают базовые поверхности те-же, что и при их изготовлении.
- 10. При восстановлении деталей выбирают базовые поверхности те-же, что и при их изготовлении. Если базовые поверхности повреждены
- 16. Обработка деталей под ремонтный размер. Изношенные поверхности дорогостоящих деталей (к/вал, р/вал, гильзы цилиндров и др.) обрабатывают
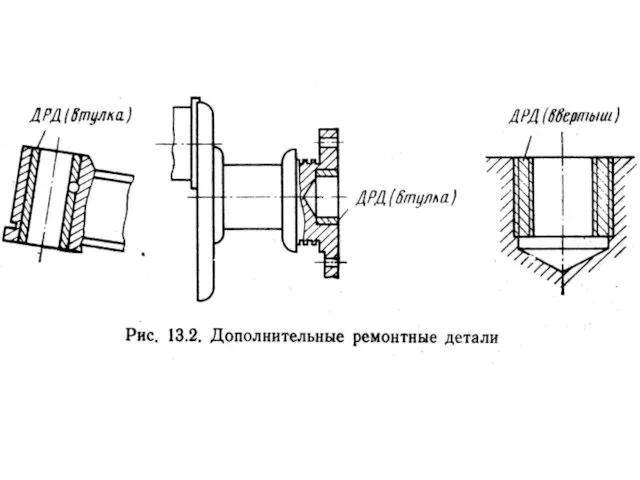
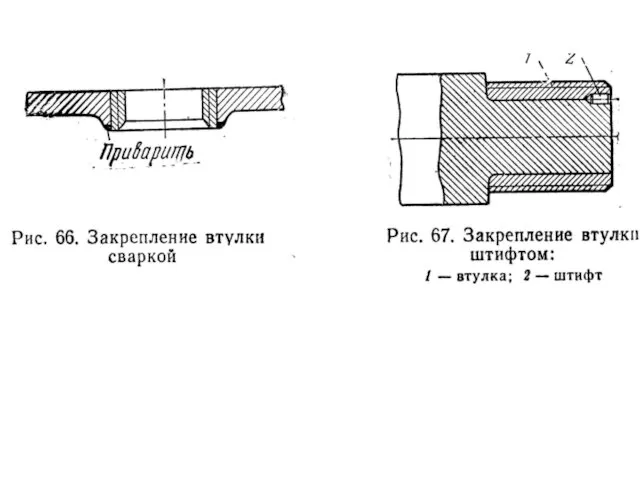
- 18. Постановка дополнительной ремонтной детали (ДРД). Постановка ДРД позволяет восстановить номинальный размер рабочей поверхности детали.
- 21. Недостатки способа: - расход материала на изготовление ДРД - большая трудоёмкость - снижение механической прочности детали
- 22. Организация рабочего места и техника безопасности. Рабочие места слесарей и станочников оснащаются всем необходимым для удобного
- 23. Организация рабочего места и техника безопасности. Рабочие места слесарей и станочников оснащаются всем необходимым для удобного
- 24. Организация рабочего места и техника безопасности. Рабочие места слесарей и станочников оснащаются всем необходимым для удобного
- 25. Перед станком укладывается деревянный настил.
- 26. Перед станком укладывается деревянный настил. Станок должен иметь надёжное заземление, а все вращающиеся части должны быть
- 27. Перед станком укладывается деревянный настил. Станок должен иметь надёжное заземление, а все вращающиеся части должны быть
- 29. Скачать презентацию
Виды слесарно-механической обработки:
1) Слесарная обработка (вручную)
– опиловка
- сверление
- развёртывание
Виды слесарно-механической обработки: 1) Слесарная обработка (вручную) – опиловка - сверление - развёртывание
2) Механическая обработка
- токарная
- сверлильная
- расточная
- фрезерная
- шлифовальная
- полировальная
- хонинговальная
2) Механическая обработка - токарная - сверлильная - расточная - фрезерная - шлифовальная - полировальная - хонинговальная
Точность размеров и взаимного расположения поверхностей при механической обработке зависит
Точность размеров и взаимного расположения поверхностей при механической обработке зависит
Точность размеров и взаимного расположения поверхностей при механической обработке зависит
Точность размеров и взаимного расположения поверхностей при механической обработке зависит
Требования при выборе технологической базы:
1) Базовые поверхности должны быть наиболее
Требования при выборе технологической базы: 1) Базовые поверхности должны быть наиболее
Требования при выборе технологической базы:
1) Базовые поверхности должны быть наиболее
Требования при выборе технологической базы: 1) Базовые поверхности должны быть наиболее
Требования при выборе технологической базы:
1) Базовые поверхности должны быть наиболее
Требования при выборе технологической базы: 1) Базовые поверхности должны быть наиболее
При восстановлении деталей выбирают базовые поверхности те-же, что и при
При восстановлении деталей выбирают базовые поверхности те-же, что и при
При восстановлении деталей выбирают базовые поверхности те-же, что и при
При восстановлении деталей выбирают базовые поверхности те-же, что и при




Обработка деталей под ремонтный размер.
Изношенные поверхности дорогостоящих деталей (к/вал,
Обработка деталей под ремонтный размер. Изношенные поверхности дорогостоящих деталей (к/вал,

Постановка дополнительной ремонтной детали (ДРД). Постановка ДРД позволяет восстановить номинальный
Постановка дополнительной ремонтной детали (ДРД). Постановка ДРД позволяет восстановить номинальный
Недостатки способа:
- расход материала на изготовление ДРД
- большая трудоёмкость
- снижение
Недостатки способа: - расход материала на изготовление ДРД - большая трудоёмкость - снижение
Организация рабочего места и техника безопасности. Рабочие места слесарей и
Организация рабочего места и техника безопасности. Рабочие места слесарей и
Организация рабочего места и техника безопасности. Рабочие места слесарей и
Организация рабочего места и техника безопасности. Рабочие места слесарей и
Организация рабочего места и техника безопасности. Рабочие места слесарей и
Организация рабочего места и техника безопасности. Рабочие места слесарей и
Перед станком укладывается деревянный настил.
Перед станком укладывается деревянный настил.
Перед станком укладывается деревянный настил.
Станок должен иметь надёжное заземление,
Перед станком укладывается деревянный настил. Станок должен иметь надёжное заземление,
Перед станком укладывается деревянный настил.
Станок должен иметь надёжное заземление,
Перед станком укладывается деревянный настил. Станок должен иметь надёжное заземление,
 Аттестационная работа. Учебная деятельность учащихся среднего звена на уроках физики через использование метода проектирования
Аттестационная работа. Учебная деятельность учащихся среднего звена на уроках физики через использование метода проектирования Передачи трением. Ременные передачи, их достоинства и недостатки. Материалы и конструкции приводных ремней ременных передач
Передачи трением. Ременные передачи, их достоинства и недостатки. Материалы и конструкции приводных ремней ременных передач Приёмосдаточные испытания схемы электропроводки жилого помещения
Приёмосдаточные испытания схемы электропроводки жилого помещения Интерференция. Дифракция. Мясникова Г. И. Учитель физики
Интерференция. Дифракция. Мясникова Г. И. Учитель физики Мир кристаллов Программа курса по выбору по физике для 9 класса в рамках предпрофильной подготовки
Мир кристаллов Программа курса по выбору по физике для 9 класса в рамках предпрофильной подготовки Институт физики Казанского федерального университета
Институт физики Казанского федерального университета Теплові двигуни підготувала учениця 10-Ю класу Побережна Марія
Теплові двигуни підготувала учениця 10-Ю класу Побережна Марія  Электромагниттік өріс
Электромагниттік өріс Принципиальное устройство и работа двигателей внутреннего сгорания
Принципиальное устройство и работа двигателей внутреннего сгорания Приёмные антенны и их параметры. Лекция № 7. АФУ
Приёмные антенны и их параметры. Лекция № 7. АФУ Плавление и отвердевание кристаллических тел. 7 класс
Плавление и отвердевание кристаллических тел. 7 класс Получение и передача переменного электрического тока. Трансформатор
Получение и передача переменного электрического тока. Трансформатор Тензор магнитной восприимчивости. Закон изменения момента импульса
Тензор магнитной восприимчивости. Закон изменения момента импульса Мёссбауэровская спектроскопия наночастиц core-shell типа
Мёссбауэровская спектроскопия наночастиц core-shell типа Потенциал электростатического поля
Потенциал электростатического поля Энергия. Кинетическая и потенциальная
Энергия. Кинетическая и потенциальная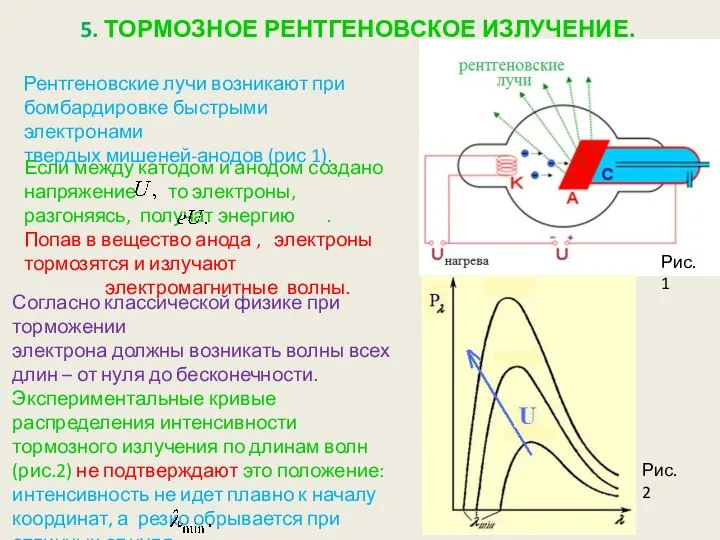 Тормозное рентгеновское излучение
Тормозное рентгеновское излучение Проводниковые, полупроводниковые, диэлектрические и магнитные материалы
Проводниковые, полупроводниковые, диэлектрические и магнитные материалы Последовательное и параллельное соединение проводников (физический диктант, 8 класс)
Последовательное и параллельное соединение проводников (физический диктант, 8 класс)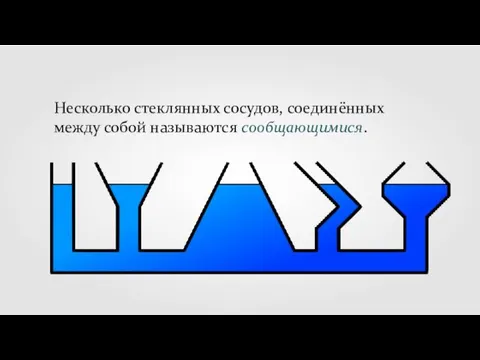 Сообщающиеся сосуды
Сообщающиеся сосуды Что такое реактивное движение
Что такое реактивное движение Электроемкость конденсатора и энергия электрического поля. (лекция 1б)
Электроемкость конденсатора и энергия электрического поля. (лекция 1б) Презентация по физике "Мячи Взаимодействие Энергия" - скачать
Презентация по физике "Мячи Взаимодействие Энергия" - скачать  Действие жидкости и газа на погруженное в них тело
Действие жидкости и газа на погруженное в них тело Монтаж, ремонт и обслуживание комплектных распределительных устройств
Монтаж, ремонт и обслуживание комплектных распределительных устройств Момент инерции
Момент инерции Учебная практика по инженерной геологии
Учебная практика по инженерной геологии Ионизирующее излучение
Ионизирующее излучение