- Сварные соединения

Содержание
- 2. 1. Назначение. Область применения. Преимущества и недостатки. 2. Классификация. 3. Расчет на прочность. 4. Расчет на
- 3. 7. Расчет на прочность лобовых швов. 8. Расчет на прочность соединений внахлестку, нагруженных моментом в плоскости
- 4. Неразъёмное соединение, образуемое путём оплавления соединяемых деталей. Это основной вид неразъемных соединений в машиностроении. Сварку используют
- 5. 1. Нестабильность качества сварного шва. 2. Сниженная прочность при вибрациях. 3. Не все материалы выгодно сваривать.
- 6. Классификация
- 7. Встык Тавровый Угловой По расположению соединяемых деталей Классификация
- 8. Внахлёстку В зависимости от расположения шва относительно линии действия силы По расположению соединяемых деталей Лобовой Фланговый
- 9. По форме сечения нормальный равнобедренный вогнутый (улучшенный) специальный неравнобедренный Классификация
- 10. Для легированных и высокопрочных сталей расчёт ведут по разрушающим нагрузкам: φ = 0,8. Для низкоуглеродистых сталей
- 11. Выполняют по размерам сечения детали в зоне термического влияния. Расчет на прочность соединений встык
- 12. Основной вид разрушения – срез по биссекторной площадке прямого угла поперечного сечения шва. Расчет на прочность
- 13. Напряжения среза по длине шва распределяются неравномерно. Причина неравномерности распределения напряжений заключается в податливости соединяемых деталей
- 14. Неравномерность распределения напряжений в сварном шве - деформация элементарного отрезка детали 1 - деформация элементарного отрезка
- 15. При статическом нагружении принимают равномерное распределение напряжений. С ростом напряжений на крайних участках шва эти напряжения
- 16. Рекомендуемая длина сварного шва Неравномерность распределения напряжений в сварном шве k – катет сварного шва; kmin
- 17. Лобовые швы, как и фланговые, разрушаются в основном по биссекторной площадке. Расчет на прочность лобовых швов
- 18. В инженерной практике лобовые швы рассчитываются только на срез. Таким образом, расчет угловых швов (фланговых и
- 19. Расчет фланговых швов при действии момента в плоскости стыка Расчет на прочность соединений внахлестку l ≈
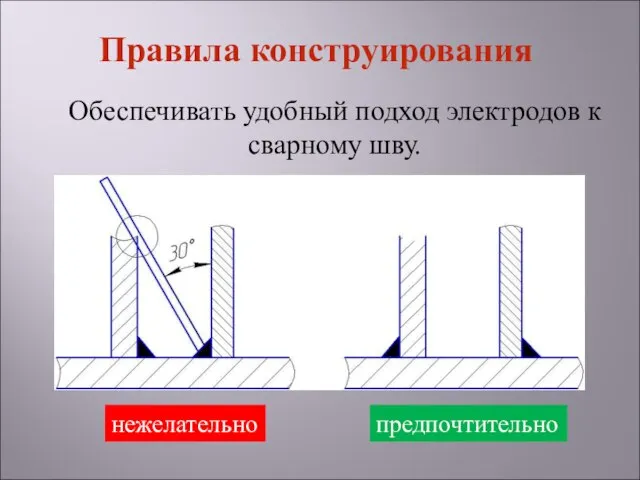
- 20. Обеспечивать удобный подход электродов к сварному шву. нежелательно предпочтительно Правила конструирования
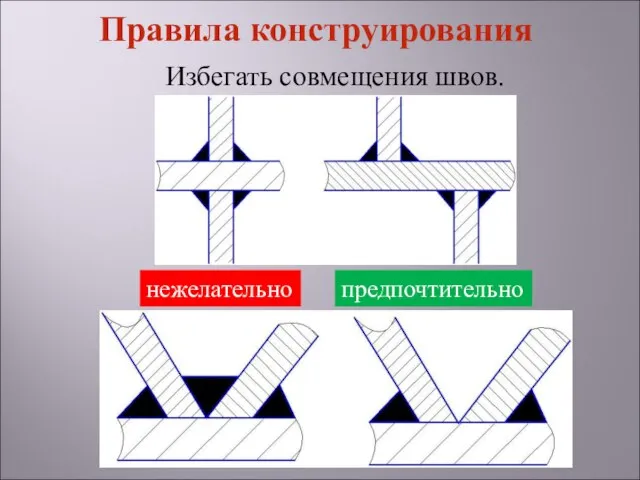
- 21. Избегать совмещения швов. нежелательно предпочтительно Правила конструирования
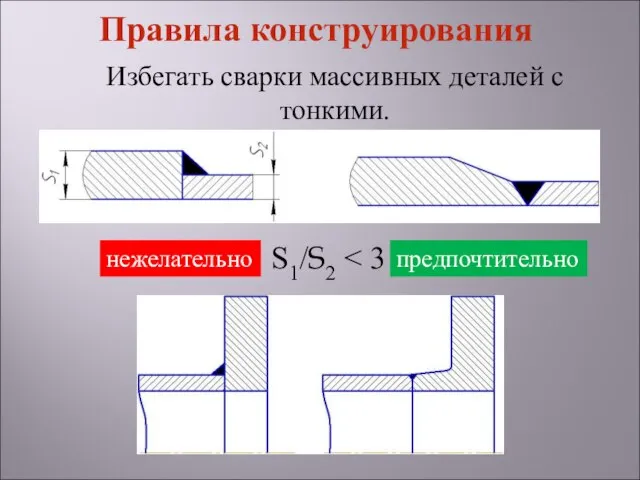
- 22. Избегать сварки массивных деталей с тонкими. S1/S2 нежелательно предпочтительно Правила конструирования
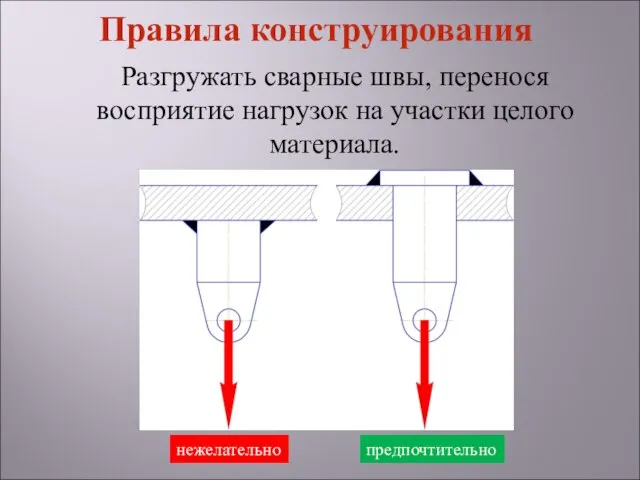
- 23. Разгружать сварные швы, перенося восприятие нагрузок на участки целого материала. нежелательно предпочтительно Правила конструирования
- 24. Предусматривать взаимную фиксацию соединяемых деталей с целью устранения сварочных приспособлений нежелательно предпочтительно Правила конструирования
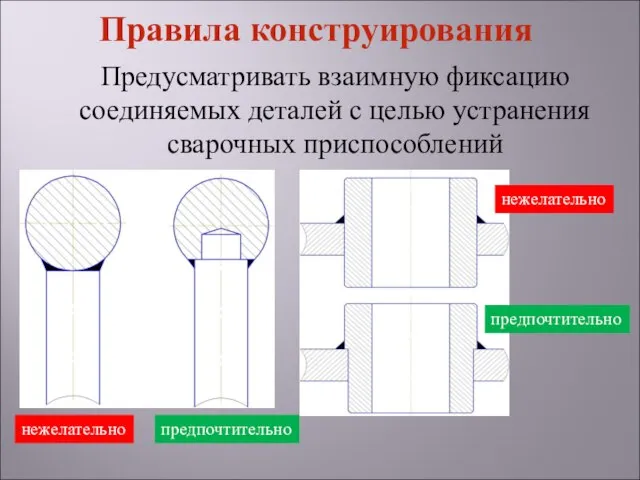
- 25. Предусматривать взаимную фиксацию соединяемых деталей с целью устранения сварочных приспособлений нежелательно предпочтительно нежелательно предпочтительно Правила конструирования
- 26. Избегать трудоёмкой разделки кромок. Сварочные ванны образовывать смещением свариваемых деталей. нежелательно предпочтительно Правила конструирования
- 28. Скачать презентацию
1. Назначение. Область применения. Преимущества и недостатки.
2. Классификация.
3. Расчет на прочность.
4.
1. Назначение. Область применения. Преимущества и недостатки.
2. Классификация.
3. Расчет на прочность.
4.
7. Расчет на прочность лобовых швов.
8. Расчет на прочность соединений
7. Расчет на прочность лобовых швов.
8. Расчет на прочность соединений

Неразъёмное соединение, образуемое путём оплавления соединяемых деталей.
Это основной вид неразъемных
Неразъёмное соединение, образуемое путём оплавления соединяемых деталей.
Это основной вид неразъемных
1. Нестабильность качества сварного шва.
2. Сниженная прочность при вибрациях.
3. Не все
1. Нестабильность качества сварного шва.
2. Сниженная прочность при вибрациях.
3. Не все
Классификация
Классификация
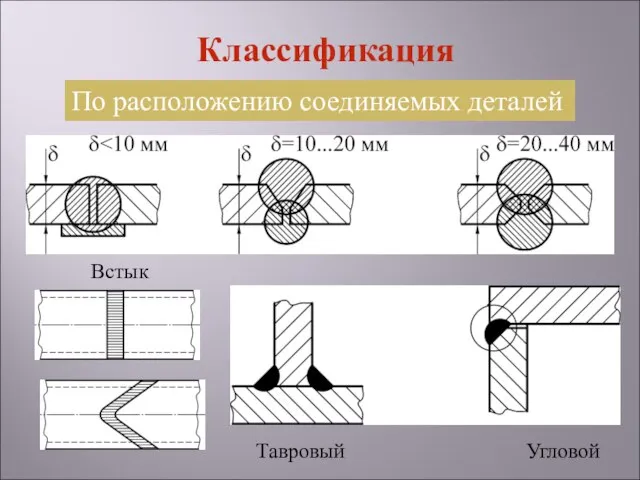
Встык
Тавровый
Угловой
По расположению соединяемых деталей
Классификация
Встык
Тавровый
Угловой
По расположению соединяемых деталей
Классификация
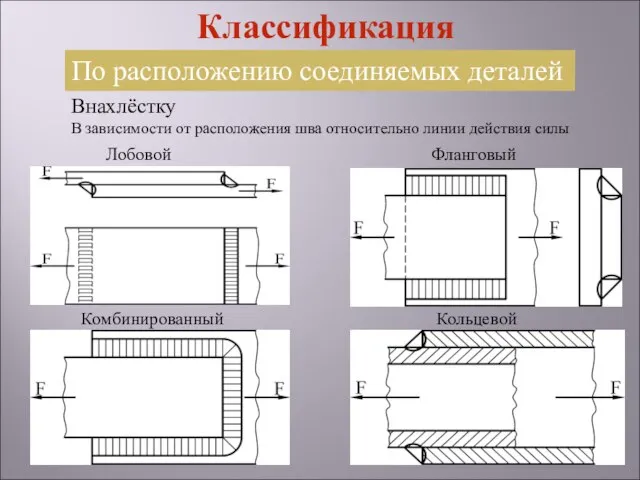
Внахлёстку
В зависимости от расположения шва относительно линии действия силы
По расположению соединяемых
Внахлёстку
В зависимости от расположения шва относительно линии действия силы
По расположению соединяемых
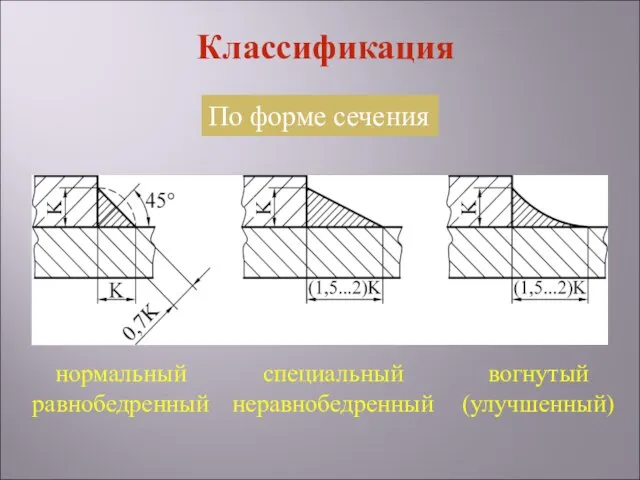
По форме сечения
нормальный
равнобедренный
вогнутый
(улучшенный)
специальный
неравнобедренный
Классификация
По форме сечения
нормальный
равнобедренный
вогнутый
(улучшенный)
специальный
неравнобедренный
Классификация
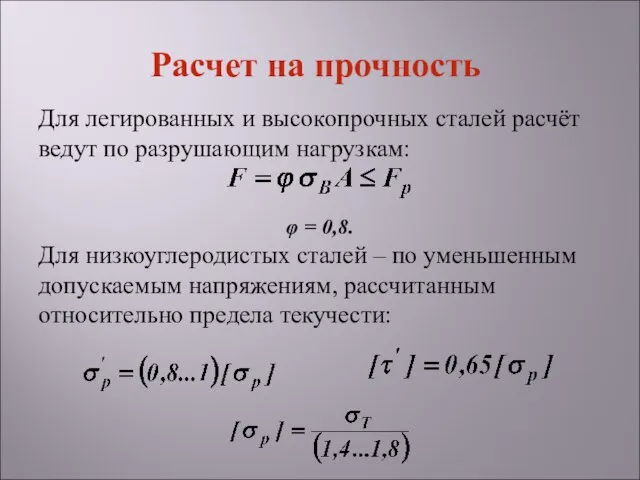
Для легированных и высокопрочных сталей расчёт ведут по разрушающим нагрузкам:
φ =
Для легированных и высокопрочных сталей расчёт ведут по разрушающим нагрузкам:
φ =
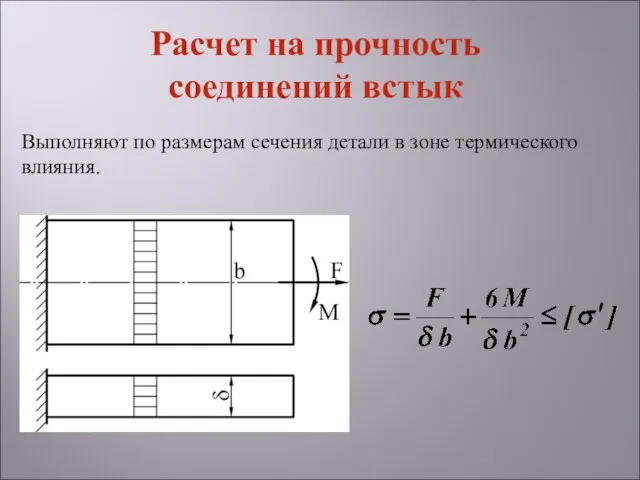
Выполняют по размерам сечения детали в зоне термического влияния.
Расчет на прочность
Выполняют по размерам сечения детали в зоне термического влияния.
Расчет на прочность

Основной вид разрушения – срез по биссекторной площадке прямого угла поперечного
Основной вид разрушения – срез по биссекторной площадке прямого угла поперечного
Напряжения среза по длине шва распределяются неравномерно.
Причина неравномерности распределения напряжений
Напряжения среза по длине шва распределяются неравномерно.
Причина неравномерности распределения напряжений
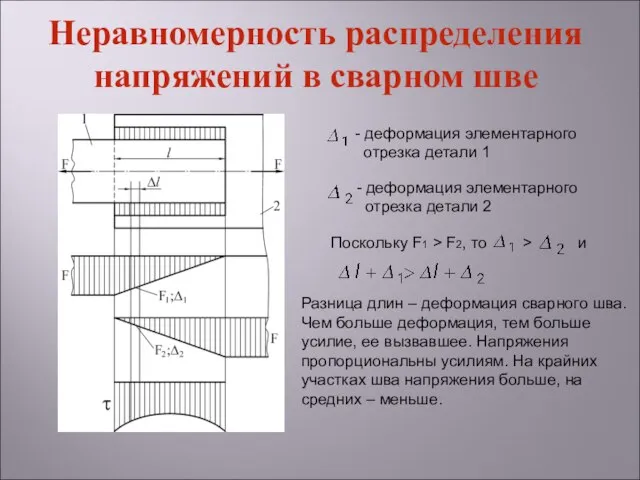
Неравномерность распределения напряжений в сварном шве
- деформация элементарного
отрезка детали
Неравномерность распределения напряжений в сварном шве
- деформация элементарного
отрезка детали
При статическом нагружении принимают равномерное распределение напряжений.
С ростом напряжений на
При статическом нагружении принимают равномерное распределение напряжений.
С ростом напряжений на
Рекомендуемая длина сварного шва
Неравномерность распределения
напряжений в сварном шве
k – катет
Неравномерность распределения
напряжений в сварном шве
k – катет
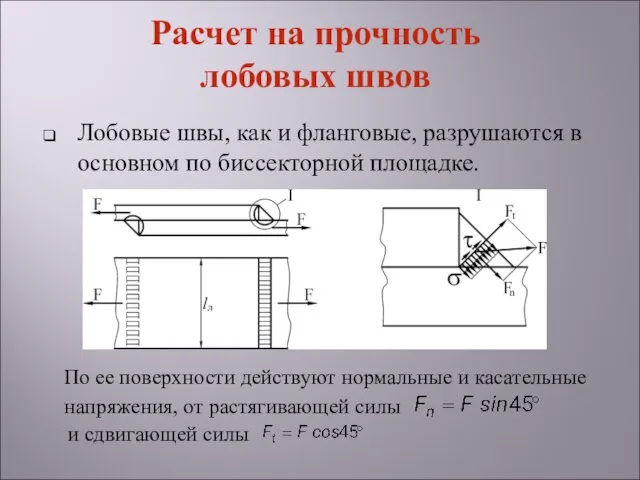
Лобовые швы, как и фланговые, разрушаются в основном по биссекторной площадке.
Лобовые швы, как и фланговые, разрушаются в основном по биссекторной площадке.
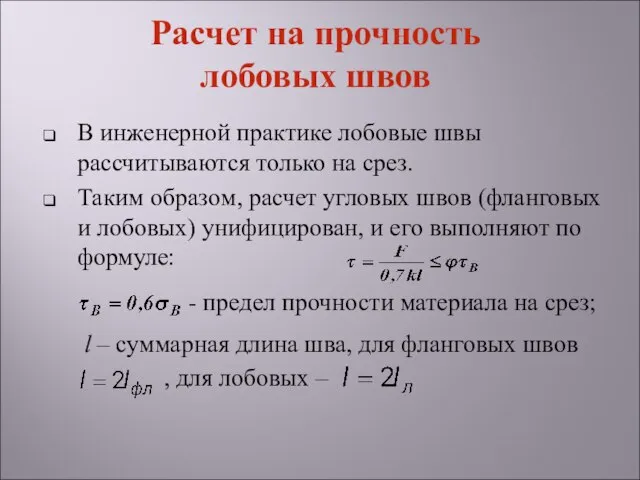
В инженерной практике лобовые швы рассчитываются только на срез.
Таким образом, расчет
В инженерной практике лобовые швы рассчитываются только на срез.
Таким образом, расчет
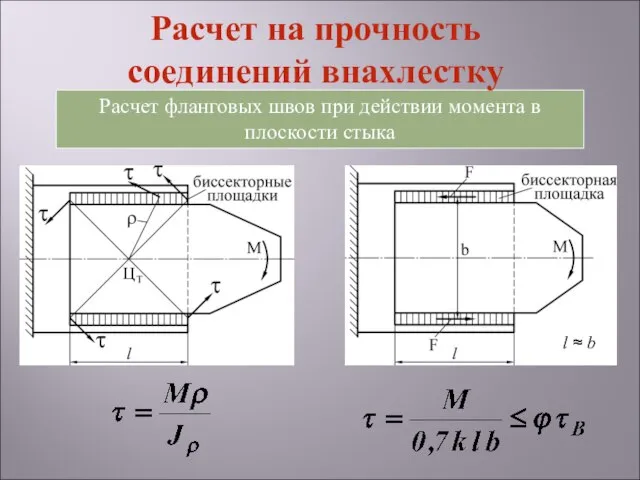
Расчет фланговых швов при действии момента в плоскости стыка
Расчет на прочность
Расчет фланговых швов при действии момента в плоскости стыка
Расчет на прочность
Обеспечивать удобный подход электродов к сварному шву.
нежелательно
предпочтительно
Правила конструирования
Обеспечивать удобный подход электродов к сварному шву.
нежелательно
предпочтительно
Правила конструирования
Избегать совмещения швов.
нежелательно
предпочтительно
Правила конструирования
Избегать совмещения швов.
нежелательно
предпочтительно
Правила конструирования
Избегать сварки массивных деталей с тонкими.
S1/S2 < 3
нежелательно
предпочтительно
Правила конструирования
Избегать сварки массивных деталей с тонкими.
S1/S2 < 3
нежелательно
предпочтительно
Правила конструирования
Разгружать сварные швы, перенося восприятие нагрузок на участки целого материала.
нежелательно
предпочтительно
Правила конструирования
Разгружать сварные швы, перенося восприятие нагрузок на участки целого материала.
нежелательно
предпочтительно
Правила конструирования
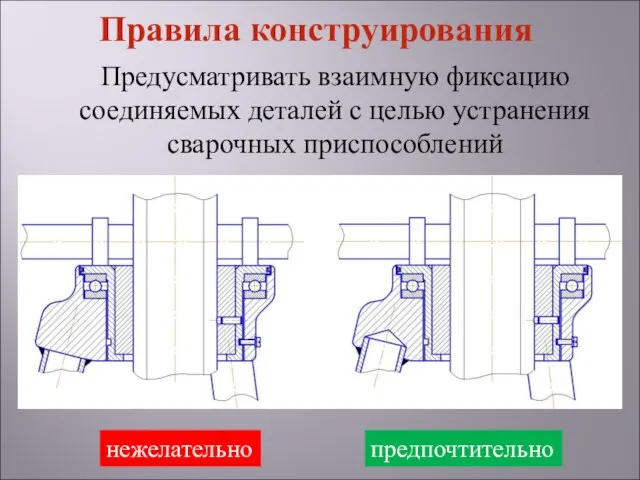
Предусматривать взаимную фиксацию соединяемых деталей с целью устранения сварочных приспособлений
нежелательно
предпочтительно
Правила конструирования
Предусматривать взаимную фиксацию соединяемых деталей с целью устранения сварочных приспособлений
нежелательно
предпочтительно
Правила конструирования
Предусматривать взаимную фиксацию соединяемых деталей с целью устранения сварочных приспособлений
нежелательно
предпочтительно
нежелательно
предпочтительно
Правила конструирования
Предусматривать взаимную фиксацию соединяемых деталей с целью устранения сварочных приспособлений
нежелательно
предпочтительно
нежелательно
предпочтительно
Правила конструирования
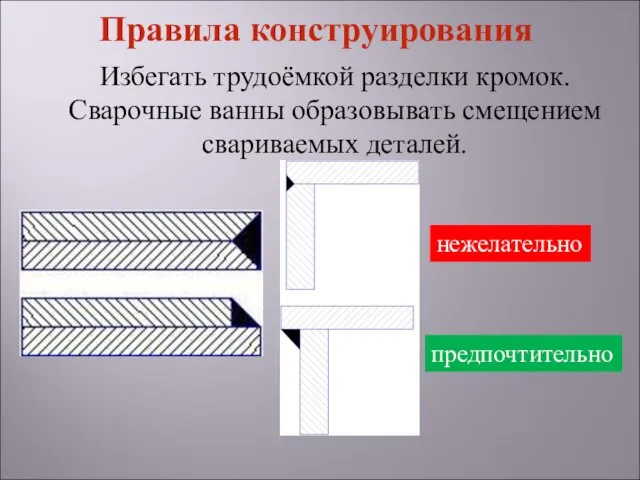
Избегать трудоёмкой разделки кромок. Сварочные ванны образовывать смещением свариваемых деталей.
нежелательно
предпочтительно
Правила конструирования
Избегать трудоёмкой разделки кромок. Сварочные ванны образовывать смещением свариваемых деталей.
нежелательно
предпочтительно
Правила конструирования
 Как зависит скорость звука от среды? Звук распространяется во всех упругих телах – твёрдых, жидких, газообразных, но не может
Как зависит скорость звука от среды? Звук распространяется во всех упругих телах – твёрдых, жидких, газообразных, но не может  Магниторазведка (Магнитометрия)
Магниторазведка (Магнитометрия) Цифровая лаборатория по физике
Цифровая лаборатория по физике Стакан чая и физика
Стакан чая и физика Резистивті ИП
Резистивті ИП Рентгендік флуоросценция және рентгенофазалық талдау
Рентгендік флуоросценция және рентгенофазалық талдау Потенциал. Разность потенциалов
Потенциал. Разность потенциалов Продольные колебания стержня. Семинар 13
Продольные колебания стержня. Семинар 13 Двигатель внутреннего сгорания
Двигатель внутреннего сгорания Михаил Васильевич Ломоносов (1711-1765) Ученый, поэт. Презентацию выполнила: ученица 9 «б» класса
Михаил Васильевич Ломоносов (1711-1765) Ученый, поэт. Презентацию выполнила: ученица 9 «б» класса  Кинематика материальной точки. Физические модели
Кинематика материальной точки. Физические модели Открытие нейтрона и протона
Открытие нейтрона и протона Физика и познание мира. Урок 1. Введение 10 класс.
Физика и познание мира. Урок 1. Введение 10 класс.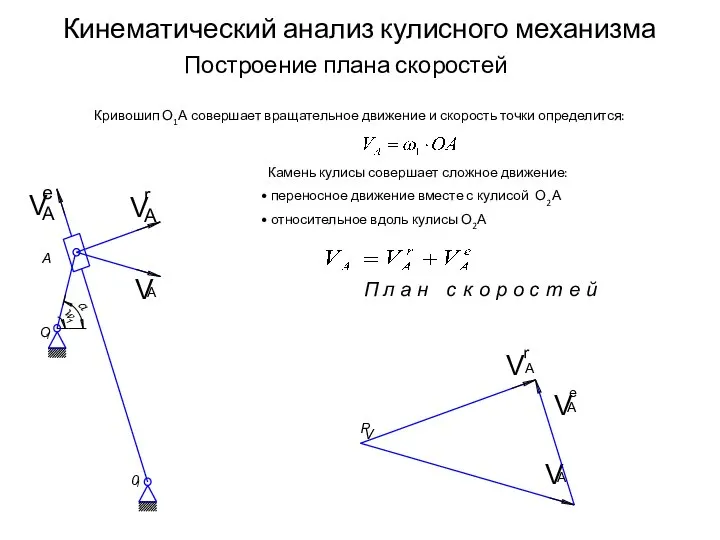 Кинематический анализ кулисного механизма. Построение плана скоростей
Кинематический анализ кулисного механизма. Построение плана скоростей Техническое обслуживание и ремонт автомобильного транспорта
Техническое обслуживание и ремонт автомобильного транспорта Вязкоупругие свойства полимеров
Вязкоупругие свойства полимеров Пояснения к законам Кеплера. Расположение орбит относительно слоёв Ван-Аллена
Пояснения к законам Кеплера. Расположение орбит относительно слоёв Ван-Аллена Фотографии для иллюстрации закономерностей оптики
Фотографии для иллюстрации закономерностей оптики Электрические свойства горных пород
Электрические свойства горных пород Альтернативні джерела енергії
Альтернативні джерела енергії Основные понятия метрологии
Основные понятия метрологии Механизмы уширения линий. Теория излучения. (Тема 12)
Механизмы уширения линий. Теория излучения. (Тема 12) Организация технического обслуживания автомобилей с разработкой технологии проведения технического обслуживания автомобиля ГАЗ
Организация технического обслуживания автомобилей с разработкой технологии проведения технического обслуживания автомобиля ГАЗ ТЕПЛОВОЕ ДЕЙСТВИЕ ТОКА
ТЕПЛОВОЕ ДЕЙСТВИЕ ТОКА Материалы электронной техники
Материалы электронной техники Презентация по физике "Учёные-физики" - скачать
Презентация по физике "Учёные-физики" - скачать  Презентация по физике "Планетарная модель атома" - скачать
Презентация по физике "Планетарная модель атома" - скачать  Гидростатика
Гидростатика