- Термическая обработка металлов

Содержание
- 2. Отжиг стали Отжиг — вид термической обработки металлов и сплавов, заключающийся в нагреве до определённой температуры,
- 3. Виды отжига Полный и неполный отжиг Изотермический отжиг Дифузионый отжиг Рекристаллизационный отжиг Гомогенизационный отжиг По классификации
- 4. Закалка Закалка — вид термической обработки материалов заключающийся в их нагреве выше критической температуры (температуры изменения
- 5. Способы закалки Закалка в одном охладителе — нагретую до определённых температур деталь погружают в закалочную жидкость,
- 6. Отпуск Отпуск — технологический процесс, заключающийся в термической обработке(нагреве) закалённого на мартенсит сплава или металла ,
- 8. Скачать презентацию
Отжиг стали
Отжиг — вид термической обработки металлов и сплавов, заключающийся
Отжиг стали
Отжиг — вид термической обработки металлов и сплавов, заключающийся
Виды отжига
Полный и неполный отжиг
Изотермический отжиг
Дифузионый отжиг
Рекристаллизационный
Виды отжига
Полный и неполный отжиг
Изотермический отжиг
Дифузионый отжиг
Рекристаллизационный
Закалка
Закалка — вид термической обработки материалов заключающийся в их нагреве
Закалка
Закалка — вид термической обработки материалов заключающийся в их нагреве
Способы закалки
Закалка в одном охладителе — нагретую до определённых температур деталь
Способы закалки
Закалка в одном охладителе — нагретую до определённых температур деталь
Отпуск
Отпуск — технологический процесс, заключающийся в термической обработке(нагреве) закалённого на мартенсит
Отпуск
Отпуск — технологический процесс, заключающийся в термической обработке(нагреве) закалённого на мартенсит
 Правила эксплуатации комбайна ACROS 530
Правила эксплуатации комбайна ACROS 530 Банк российских и зарубежных мультимедийных средств обучения по физике
Банк российских и зарубежных мультимедийных средств обучения по физике Электропроводность опалов и нанокомпозитов на их основе
Электропроводность опалов и нанокомпозитов на их основе Закон Ома
Закон Ома Электромагнетизм
Электромагнетизм Индивидуальное задание по физике. Магнитостатика
Индивидуальное задание по физике. Магнитостатика Радиоактивные излучения. Радиоактивность. Закон радиоактивного распада
Радиоактивные излучения. Радиоактивность. Закон радиоактивного распада Потенциальная энергия, кинетическая энергия. Закон сохранения энергии
Потенциальная энергия, кинетическая энергия. Закон сохранения энергии Ременные передачи
Ременные передачи Деформации
Деформации Строение атома
Строение атома Архимедова сила
Архимедова сила Властивості рідин. Поверхневий натяг. Змочування
Властивості рідин. Поверхневий натяг. Змочування Плавание судов. Воздухоплавание
Плавание судов. Воздухоплавание Презентация по физике "Инфразвук и ультразвук" - скачать
Презентация по физике "Инфразвук и ультразвук" - скачать  Линзы
Линзы Презентация по физике Электромагнитные явления
Презентация по физике Электромагнитные явления 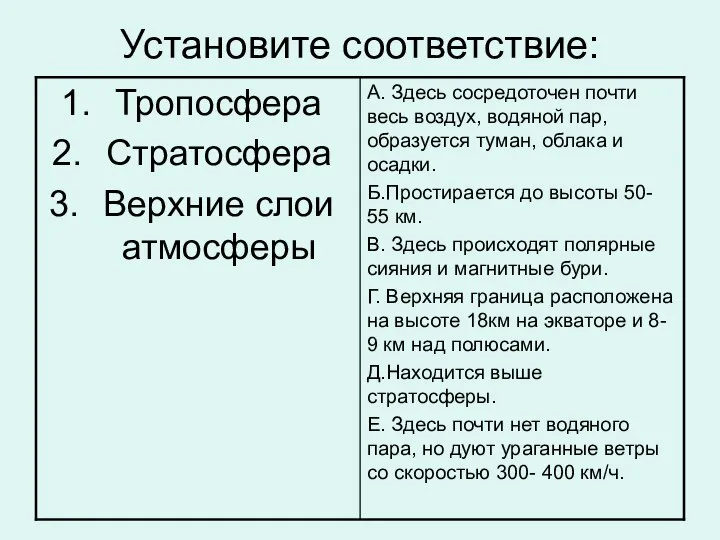 Установите соответствие:
Установите соответствие: Проводниковые материалы
Проводниковые материалы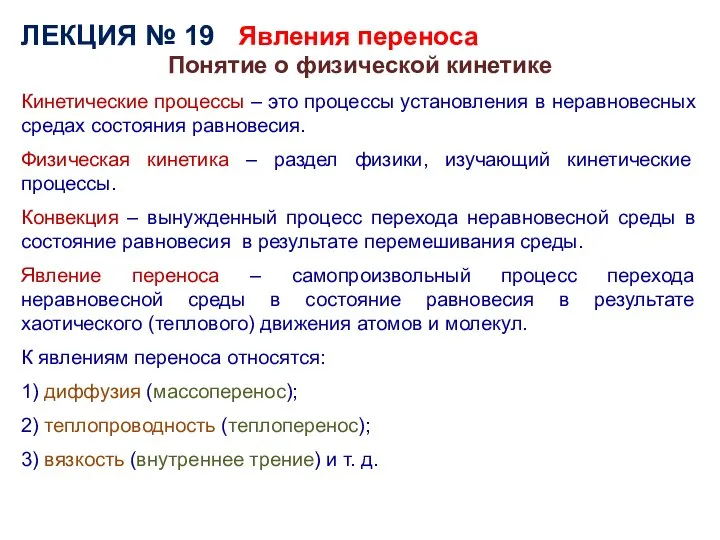 Явления переноса. Понятие о физической кинетике
Явления переноса. Понятие о физической кинетике Перенапряжения в трансформаторах
Перенапряжения в трансформаторах Микроскоп. 4 класс
Микроскоп. 4 класс Физические и химические явления
Физические и химические явления Напівпровідники
Напівпровідники  Презентация по физике Курс лекций по общей физике
Презентация по физике Курс лекций по общей физике Глобальная роботизированная сеть МАСТЕР
Глобальная роботизированная сеть МАСТЕР Атмосферное давление на разных высотах. Манометры
Атмосферное давление на разных высотах. Манометры Идеальный физический маятник
Идеальный физический маятник