Ультразвук в науке и технике. УЗ сварка. УЗ очистка. Применение акустических волн для увеличения нефтедобычи
- Ультразвук в науке и технике. УЗ сварка. УЗ очистка. Применение акустических волн для увеличения нефтедобычи

Содержание
- 2. Ультразвуковая сварка – способ соединения различных материалов в твердом состоянии с помощью УЗ
- 3. Параметры УЗ сварки металлов . N – сила, нормальная к поверхности соприкосновения f - частота колебаний
- 4. Параметры УЗ сварки металлов Tx=µN µ - коэффициент трения N=S σs σs - предел текучести S-
- 5. Процессы при УЗ сварке Tx> µN в области сварки имеют место процессы, связанные с сухим трением
- 6. Типы акустических волн, применяемых для УЗ сварки Продольные Изгибные Крутильные В состав колебательной системы входят резонансный
- 7. Примеры Мощность: W= Тх ξ’cos φ Энергия: E=Wt N - сила, ξ - амплитуда колебаний наконечника,
- 8. Примеры Мощность: W= Тх ξ’cos φ Энергия: E=Wt N - сила, ξ - амплитуда колебаний наконечника,
- 9. Сварка полимерных материалов Наконечник, прижатый с силой N к поверхности соединяемых листов (или деталей), колеблется с
- 10. Преимущества и недостатки УЗ сварки (ultrasonic welding)
- 11. Ультразвуковая очистка - способ очистки поверхности твердых тел, при котором в моющий раствор вводятся УЗ колебания
- 12. Механизм УЗ очистки . Явления, обусловливающие процесс очистки: Кавитация акустические течения давление звукового излучения звукокапиллярный эффект.
- 13. Параметры УЗ очистки Диапазон частот - 18 - 44 кГц Интервал интенсивностей УЗ очистки: 0,5-10 Вт/см2
- 14. Применение акустических волн для повышения нефтедобычи Вибрационные и акустические методы могут быть предназначены для решения следующих
- 15. Эффективность применения упругих колебаний для нефтедобычи вытеснение нефти водой в поле колебаний. Пульсации скорости и давления
- 17. Скачать презентацию

Ультразвуковая сварка
– способ соединения различных материалов в твердом состоянии с помощью
Ультразвуковая сварка
– способ соединения различных материалов в твердом состоянии с помощью
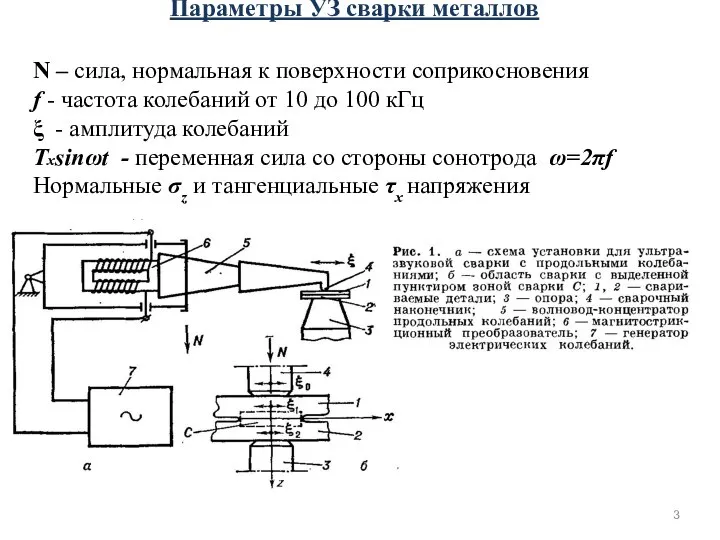
Параметры УЗ сварки металлов
.
N – сила, нормальная к поверхности
Параметры УЗ сварки металлов
.
N – сила, нормальная к поверхности
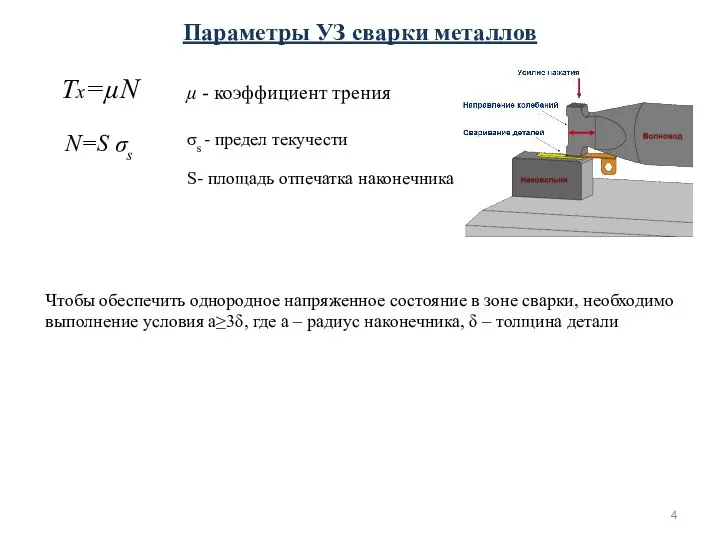
Параметры УЗ сварки металлов
Tx=µN
µ - коэффициент трения
N=S σs
σs - предел
Параметры УЗ сварки металлов
Tx=µN
µ - коэффициент трения
N=S σs
σs - предел
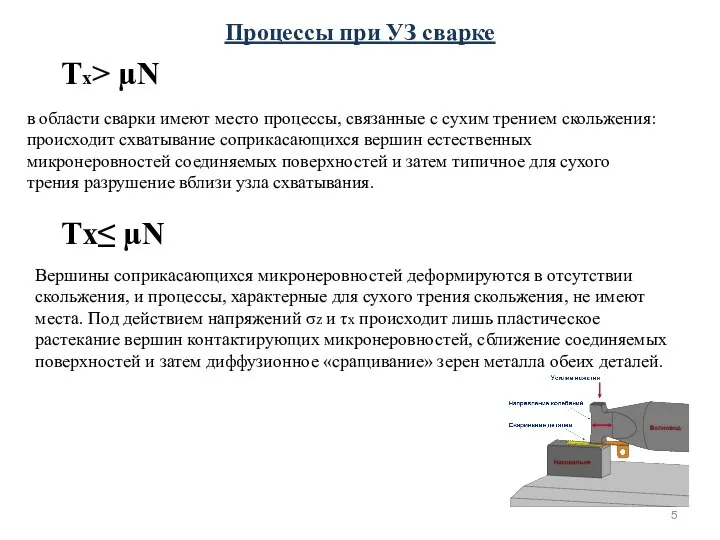
Процессы при УЗ сварке
Tx> µN
в области сварки имеют место процессы,
Процессы при УЗ сварке
Tx> µN
в области сварки имеют место процессы,

Типы акустических волн, применяемых для УЗ сварки
Продольные
Изгибные
Крутильные
В состав колебательной системы
Типы акустических волн, применяемых для УЗ сварки
Продольные
Изгибные
Крутильные
В состав колебательной системы

Примеры
Мощность: W= Тх ξ’cos φ
Энергия: E=Wt
N - сила, ξ - амплитуда
Примеры
Мощность: W= Тх ξ’cos φ
Энергия: E=Wt
N - сила, ξ - амплитуда
Примеры
Мощность: W= Тх ξ’cos φ
Энергия: E=Wt
N - сила, ξ - амплитуда
Примеры
Мощность: W= Тх ξ’cos φ
Энергия: E=Wt
N - сила, ξ - амплитуда
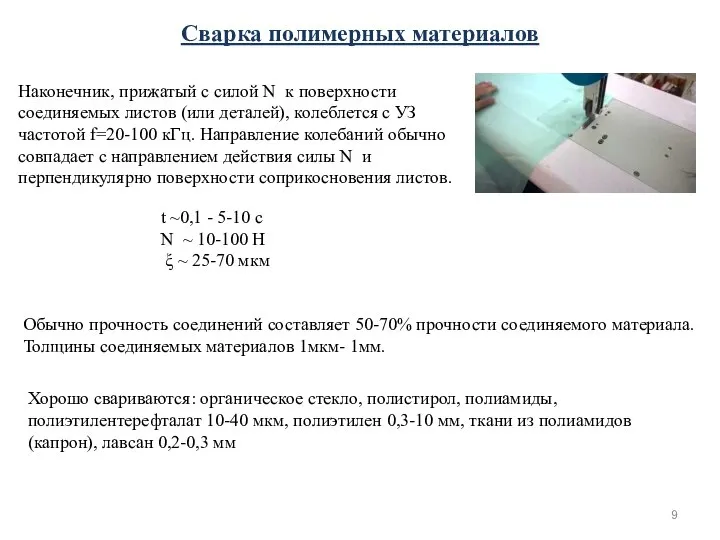
Сварка полимерных материалов
Наконечник, прижатый с силой N к поверхности соединяемых листов
Сварка полимерных материалов
Наконечник, прижатый с силой N к поверхности соединяемых листов

Преимущества и недостатки УЗ сварки (ultrasonic welding)
Преимущества и недостатки УЗ сварки (ultrasonic welding)
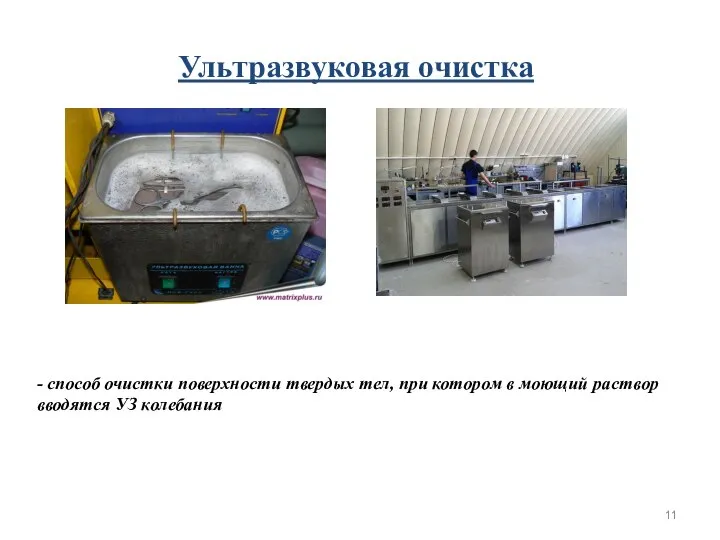
Ультразвуковая очистка
- способ очистки поверхности твердых тел, при котором в моющий
Ультразвуковая очистка
- способ очистки поверхности твердых тел, при котором в моющий
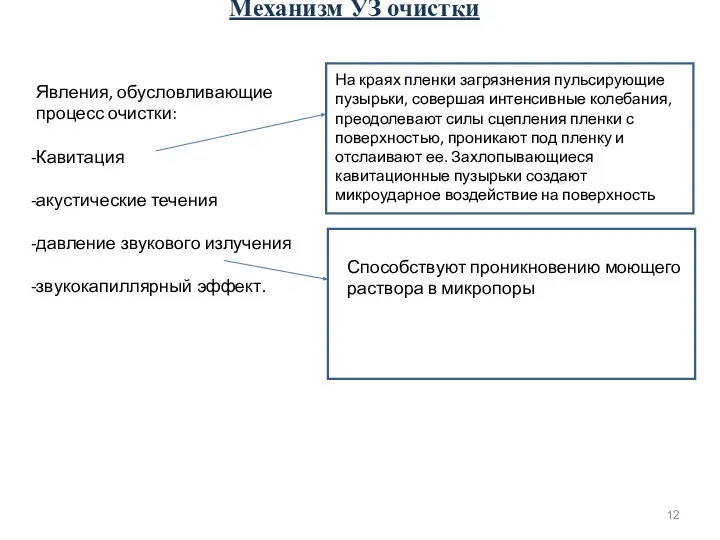
Механизм УЗ очистки
.
Явления, обусловливающие процесс очистки:
Кавитация
акустические течения
давление звукового
Механизм УЗ очистки
.
Явления, обусловливающие процесс очистки:
Кавитация
акустические течения
давление звукового

Параметры УЗ очистки
Диапазон частот - 18 - 44 кГц
Интервал интенсивностей УЗ
Параметры УЗ очистки
Диапазон частот - 18 - 44 кГц
Интервал интенсивностей УЗ

Применение акустических волн для повышения нефтедобычи
Вибрационные и акустические методы могут быть
Применение акустических волн для повышения нефтедобычи
Вибрационные и акустические методы могут быть

Эффективность применения упругих колебаний для нефтедобычи
вытеснение нефти водой в поле колебаний.
Эффективность применения упругих колебаний для нефтедобычи
вытеснение нефти водой в поле колебаний.
 Фрикционные передачи
Фрикционные передачи Графічне представлення руху
Графічне представлення руху Молекулы. Молекулярные спектры излучения и поглощения. Адиабатическое приближение. Термы двухатомной молекул
Молекулы. Молекулярные спектры излучения и поглощения. Адиабатическое приближение. Термы двухатомной молекул Экспериментальная проверка закона Джоуля-Ленца
Экспериментальная проверка закона Джоуля-Ленца Технологическое использование конденсированных ВВ. Природа соединения, способы исследования сварного шва. (Раздел 3.11)
Технологическое использование конденсированных ВВ. Природа соединения, способы исследования сварного шва. (Раздел 3.11) Электрические машины переменного тока
Электрические машины переменного тока Проводники в электрическом поле Проводники – это вещества,в которых много свободных заряженных частиц. Например в металлах это э
Проводники в электрическом поле Проводники – это вещества,в которых много свободных заряженных частиц. Например в металлах это э Презентация по физике "«Физика как наука»" - скачать
Презентация по физике "«Физика как наука»" - скачать  Монтаж, ремонт и обслуживание комплектных распределительных устройств
Монтаж, ремонт и обслуживание комплектных распределительных устройств Презентация по физике "Звуковые явления" - скачать
Презентация по физике "Звуковые явления" - скачать  Давление твердых тел, жидкостей и газов Урок физики в 7 классе разработан учителем высшей категории МОУ «Уйская СОШ» Татарнико
Давление твердых тел, жидкостей и газов Урок физики в 7 классе разработан учителем высшей категории МОУ «Уйская СОШ» Татарнико Исследование процесса истечения через малое круглое отверстие и внешний цилиндрический насадок
Исследование процесса истечения через малое круглое отверстие и внешний цилиндрический насадок Лабораторная работа. Определение потока и индукции магнитного поля
Лабораторная работа. Определение потока и индукции магнитного поля Классификация лазерных систем
Классификация лазерных систем Законы сохранения. Подготовка к ЕГЭ
Законы сохранения. Подготовка к ЕГЭ  Внеклассное мероприятие по физике
Внеклассное мероприятие по физике Қанның қан тамырларымен қозғалысының гемодинамикалық заңдылықтары. (Дәріс 11)
Қанның қан тамырларымен қозғалысының гемодинамикалық заңдылықтары. (Дәріс 11) Движение и его характеристики.
Движение и его характеристики.  Қатты дененің динамикасы
Қатты дененің динамикасы Есть ли будущее у дирижаблей? (11 класс)
Есть ли будущее у дирижаблей? (11 класс) Презентация по физике "Звуковые волны 1" - скачать
Презентация по физике "Звуковые волны 1" - скачать  Теоретическая механика. Задачи
Теоретическая механика. Задачи Аттестационная работа. Творческая мастерская по физике
Аттестационная работа. Творческая мастерская по физике Презентация по физике "Атмосферное давление" - скачать бесплатно_
Презентация по физике "Атмосферное давление" - скачать бесплатно_ Электрический ток в вакууме
Электрический ток в вакууме Трансформатор. Выполнила: ученица 11 класса А
Трансформатор. Выполнила: ученица 11 класса А Подготовка швейной машины к работе урок технологии для 5 класса
Подготовка швейной машины к работе урок технологии для 5 класса Майкл Фарадей (1791-1867)
Майкл Фарадей (1791-1867)