- Зарождение физических методов неразрушающего контроля

Содержание
- 2. ВВЕДЕНИЕ Неразрушающий контроль сегодня – это завершающая операция многих технологических процессов изготовления изделий и полуфабрикатов. В
- 3. ВВЕДЕНИЕ На современном уровне развития средств НК о выявленных дефектах судят по косвенным признакам; поиск дефектов
- 4. ВВЕДЕНИЕ Высокую достоверность и надежность НК можно обеспечить только путем его автоматизации, включая отработку информации посредством
- 5. ВВЕДЕНИЕ магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, акустический, проникающими веществами. Методы каждого вида НК классифицируют
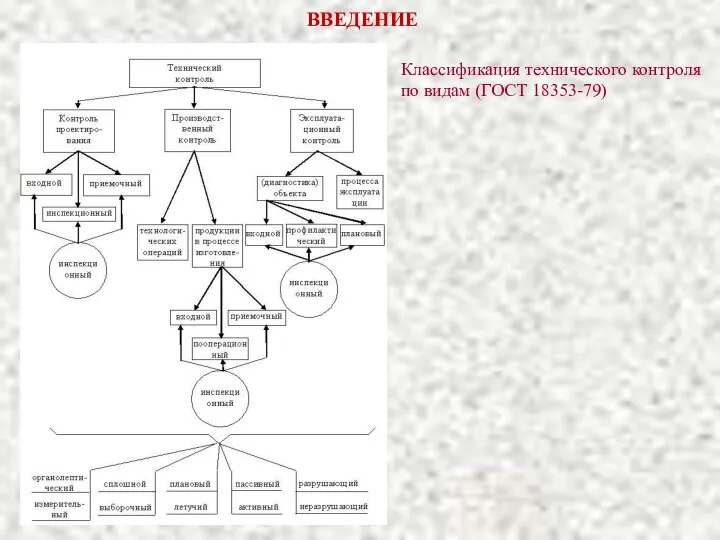
- 6. ВВЕДЕНИЕ Классификация технического контроля по видам (ГОСТ 18353-79)
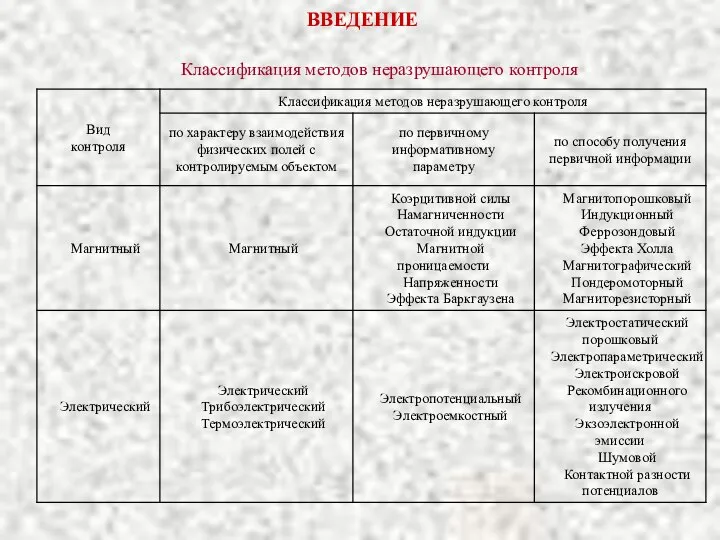
- 7. ВВЕДЕНИЕ Классификация методов неразрушающего контроля
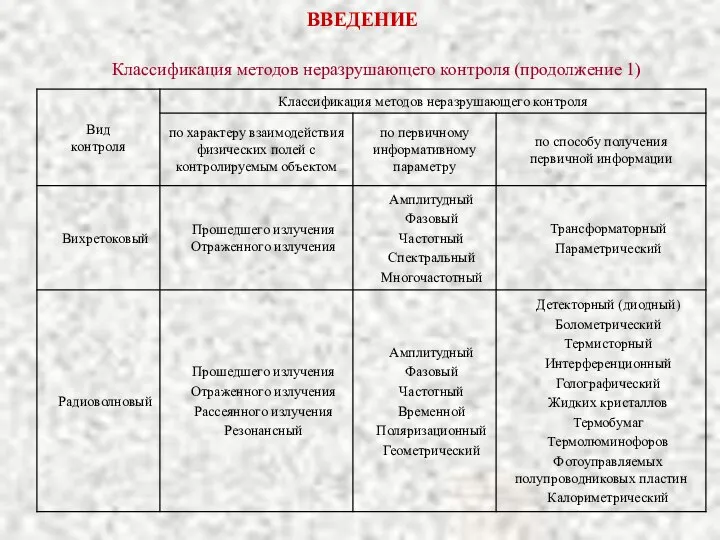
- 8. ВВЕДЕНИЕ Классификация методов неразрушающего контроля (продолжение 1)
- 9. ВВЕДЕНИЕ Классификация методов неразрушающего контроля (продолжение 2)
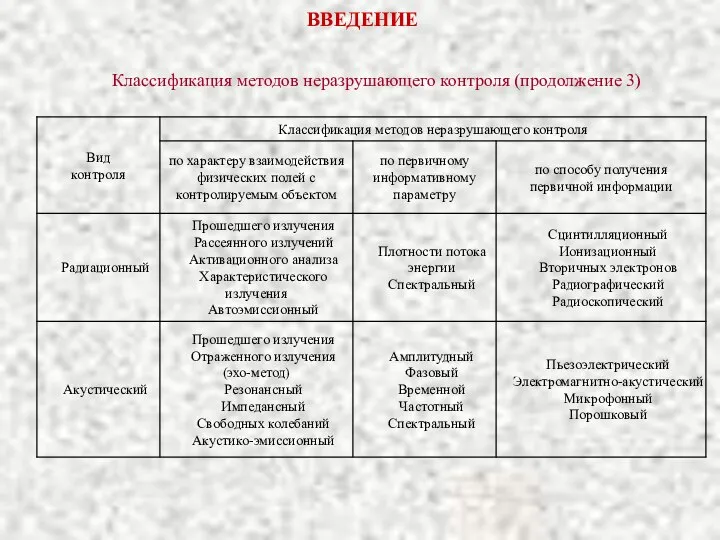
- 10. ВВЕДЕНИЕ Классификация методов неразрушающего контроля (продолжение 3)
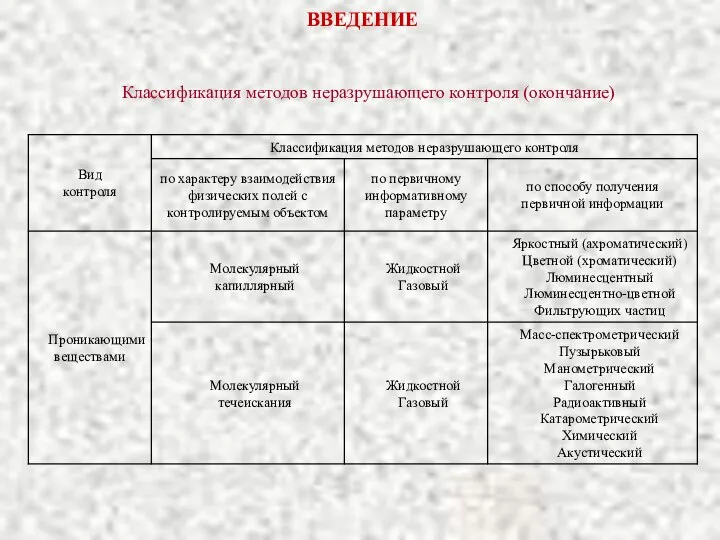
- 11. ВВЕДЕНИЕ Классификация методов неразрушающего контроля (окончание)
- 12. 1. Качество и контроль качества продукции 1.1. Продукция и качество продукции В соответствии с ГОСТ 15895-77
- 13. 1. Качество и контроль качества продукции 1.1. Продукция и качество продукции Для количественной характеристики качества продукции
- 14. 1. Качество и контроль качества продукции 1.2. Дефекты и брак продукции Под дефектом понимают каждое отдельное
- 15. 1. Качество и контроль качества продукции 1.2. Дефекты и брак продукции Вид дефекта, в отличие от
- 16. 1. Качество и контроль качества продукции 1.2. Дефекты и брак продукции Дефекты, для выявления которых в
- 17. 1. Качество и контроль качества продукции 1.3. Контроль качества, испытания и диагностика Проверка соответствия продукции или
- 18. 1. Качество и контроль качества продукции 1.3. Контроль качества, испытания и диагностика В процессе создания продукции
- 19. 1. Качество и контроль качества продукции 1.3. Контроль качества, испытания и диагностика В ряде случаев с
- 21. Скачать презентацию
ВВЕДЕНИЕ
Неразрушающий контроль сегодня – это завершающая операция многих технологических процессов изготовления
ВВЕДЕНИЕ
Неразрушающий контроль сегодня – это завершающая операция многих технологических процессов изготовления
ВВЕДЕНИЕ
На современном уровне развития средств НК о выявленных дефектах судят по
ВВЕДЕНИЕ
На современном уровне развития средств НК о выявленных дефектах судят по
ВВЕДЕНИЕ
Высокую достоверность и надежность НК можно обеспечить только путем его автоматизации,
ВВЕДЕНИЕ
Высокую достоверность и надежность НК можно обеспечить только путем его автоматизации,
ВВЕДЕНИЕ
магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, акустический, проникающими веществами.
Методы
ВВЕДЕНИЕ
магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, акустический, проникающими веществами.
Методы
ВВЕДЕНИЕ
Классификация технического контроля по видам (ГОСТ 18353-79)
ВВЕДЕНИЕ
Классификация технического контроля по видам (ГОСТ 18353-79)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (продолжение 1)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (продолжение 1)

ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (продолжение 2)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (продолжение 2)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (продолжение 3)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (продолжение 3)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (окончание)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (окончание)
1. Качество и контроль качества продукции
1.1. Продукция и качество продукции
В
1. Качество и контроль качества продукции
1.1. Продукция и качество продукции
В
1. Качество и контроль качества продукции
1.1. Продукция и качество продукции
Для
1. Качество и контроль качества продукции
1.1. Продукция и качество продукции
Для
1. Качество и контроль качества продукции
1.2. Дефекты и брак продукции
1. Качество и контроль качества продукции 1.2. Дефекты и брак продукции
1. Качество и контроль качества продукции
1.2. Дефекты и брак продукции
1. Качество и контроль качества продукции 1.2. Дефекты и брак продукции
1. Качество и контроль качества продукции
1.2. Дефекты и брак продукции
Дефекты,
1. Качество и контроль качества продукции
1.2. Дефекты и брак продукции
Дефекты,
1. Качество и контроль качества продукции
1.3. Контроль качества, испытания и
1. Качество и контроль качества продукции 1.3. Контроль качества, испытания и
1. Качество и контроль качества продукции
1.3. Контроль качества, испытания и
1. Качество и контроль качества продукции 1.3. Контроль качества, испытания и
1. Качество и контроль качества продукции
1.3. Контроль качества, испытания и
1. Качество и контроль качества продукции 1.3. Контроль качества, испытания и
 Переходные процессы в энергетических системах (ЭЭС)
Переходные процессы в энергетических системах (ЭЭС) Механические колебания
Механические колебания Идеальная жидкость. Вязкость жидкости. Ламинарный и турбулентный поток
Идеальная жидкость. Вязкость жидкости. Ламинарный и турбулентный поток Система сходящихся сил. Основные понятия статики
Система сходящихся сил. Основные понятия статики Принцип работы магнитных дефектоскопов
Принцип работы магнитных дефектоскопов Коэффициент полезного действия (КПД)
Коэффициент полезного действия (КПД)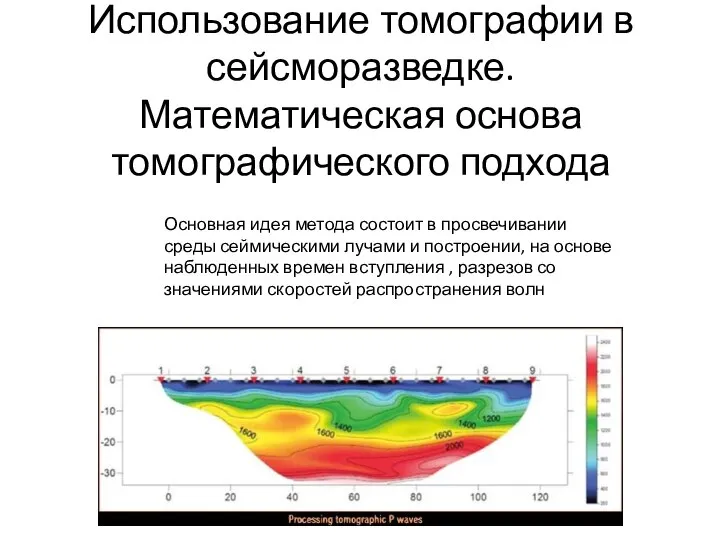 Использование томографии в сейсморазведке. Математическая основа томографического подхода
Использование томографии в сейсморазведке. Математическая основа томографического подхода Валы и оси
Валы и оси Теплообмен при кипении и конденсации
Теплообмен при кипении и конденсации Силовые привод. Характеристика силовых приводов
Силовые привод. Характеристика силовых приводов Технологические машины - гексаподы
Технологические машины - гексаподы ЯМР-спектроскопия. Часть 2
ЯМР-спектроскопия. Часть 2 Закон Кулона. Напряженность электростатического поля
Закон Кулона. Напряженность электростатического поля Приборы для измерения давления
Приборы для измерения давления Автор: Баринов Михаил, 7 класс МОУ «Мисцевская оош №2»
Автор: Баринов Михаил, 7 класс МОУ «Мисцевская оош №2» Свет как поток фотонов
Свет как поток фотонов  Комплектные трансформаторные подстанции 6(10)/ 0,4 кв
Комплектные трансформаторные подстанции 6(10)/ 0,4 кв Лекция №7 РБ. Естественные источники радиации
Лекция №7 РБ. Естественные источники радиации Измерение температуры
Измерение температуры Гидростатика
Гидростатика X-rays
X-rays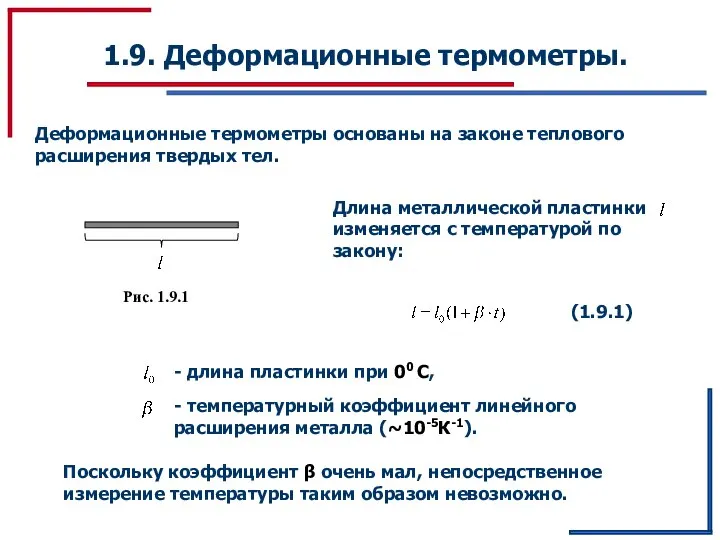 Деформационные термометры
Деформационные термометры Как работает микроволновая печь?
Как работает микроволновая печь? Предмет и задачи физики. Основные понятия физики
Предмет и задачи физики. Основные понятия физики Механические колебания. Характеристики колебательного движения
Механические колебания. Характеристики колебательного движения Термодинамика и теплопередача. Реальные газы
Термодинамика и теплопередача. Реальные газы Металдардаргы электр тогы
Металдардаргы электр тогы Презентация на тему "Электризация"
Презентация на тему "Электризация"