- Классификация сталей

Содержание
- 2. СВОЙСТВА МАТЕРИАЛОВ. Порог хладоломкости - температурный интервал изменения характера разрушения, является важным параметром конструкционной прочности. Чем
- 3. СВОЙСТВА МАТЕРИАЛОВ. Ликвация – неоднородность химического состава по объему. 2. Способность материала к обработке давлением. Способность
- 4. СВОЙСТВА МАТЕРИАЛОВ. Эксплуатационные свойства характеризуют способность материала работать в конкретных условиях. 1. Износостойкость – способность материала
- 5. КЛАССИФИКАЦИЯ СТАЛЕЙ. По химическому составу стали могут быть углеродистыми, содержащими железо, углерод и примеси и легированными,
- 6. КЛАССИФИКАЦИЯ СТАЛЕЙ. По показателям качества стали обыкновенного качества, качественные, высококачественные и особо высококачественные. Качество стали характеризуется
- 7. КЛАССИФИКАЦИЯ СТАЛЕЙ. По способу выплавки: в мартеновских печах; в кислородных конверторах; в электрических печах: электродуговых, индукционных
- 8. КЛАССИФИКАЦИЯ СТАЛЕЙ. Углеродистые стали обыкновенного качества имеют повышенное содержание вредных примесей, а также газонасыщение и загрязненность
- 9. КЛАССИФИКАЦИЯ СТАЛЕЙ. Качественные конструкционные углеродистые стали маркируются цифрами 08, 10, 15, 20, 25, 85, которые обозначают
- 10. ВЛИЯНИЕ УГЛЕРОДА И ПРИМЕСЕЙ НА СВОЙСТВА СТАЛЕЙ Углерод. Структура стали после медленного охлаждения обычно состоит из
- 11. ВЛИЯНИЕ УГЛЕРОДА И ПРИМЕСЕЙ НА СВОЙСТВА СТАЛЕЙ
- 12. ВЛИЯНИЕ УГЛЕРОДА И ПРИМЕСЕЙ НА СВОЙСТВА СТАЛЕЙ Присутствующие в стали примеси подразделяют на постоянные и случайные.
- 13. ВЛИЯНИЕ УГЛЕРОДА И ПРИМЕСЕЙ НА СВОЙСТВА СТАЛЕЙ Фосфор, растворяясь в феррите, увеличивает пределы текучести и прочности,
- 14. ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В СТАЛЯХ I. Легирующими называются элементы, которые специально вводят в сталь для получения требуемых
- 15. ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В СТАЛЯХ Ванадий в количестве (0,1…0,3) % в хромистых сталях измельчает зерно и повышает
- 16. ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В СТАЛЯХ Распределение легирующих элементов в стали. Легирующие элементы растворяются в основных фазах железоуглеродистых
- 17. Термическая и химико-термическая обработка стали Термической обработкой называется совокупность операций нагрева, выдержки и охлаждения твердых металлических
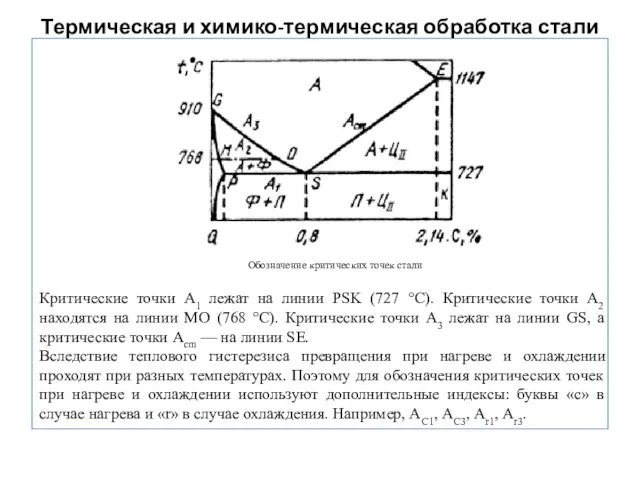
- 18. Термическая и химико-термическая обработка стали Обозначение критических точек стали Критические точки А1 лежат на линии PSK
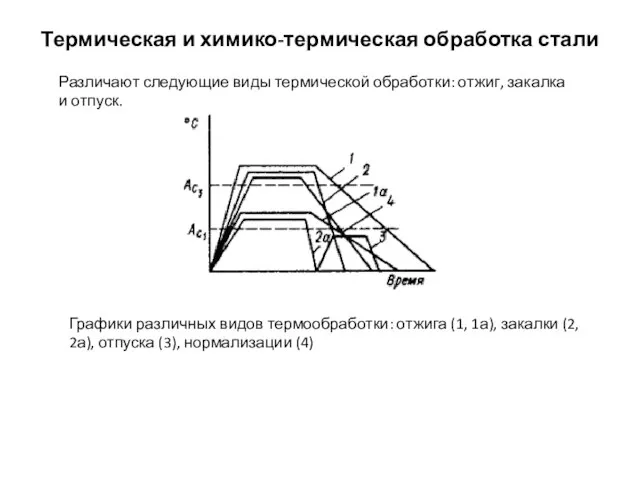
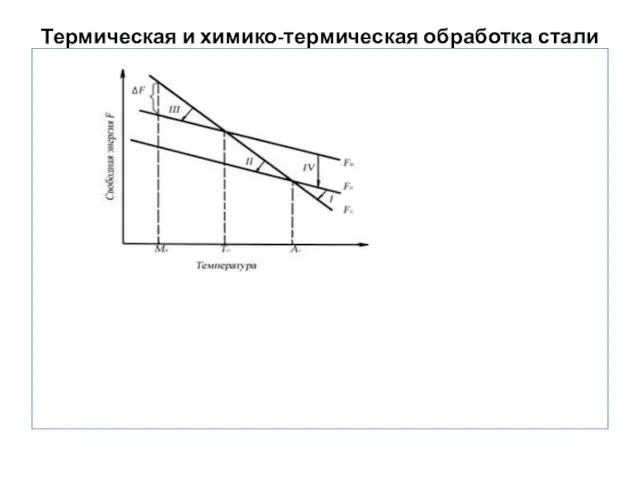
- 19. Термическая и химико-термическая обработка стали Графики различных видов термообработки: отжига (1, 1а), закалки (2, 2а), отпуска
- 20. Термическая и химико-термическая обработка стали Отжиг Отжигом стали называется вид термической обработки, заключающийся в ее нагреве
- 21. Термическая и химико-термическая обработка стали Полный отжиг применяется для доэвтектоидных сталей. Нагрев стали для полного отжига
- 22. Термическая и химико-термическая обработка стали Благодаря высокой температуре нагрева и продолжительной выдержке получается крупнозернистая структура, которая
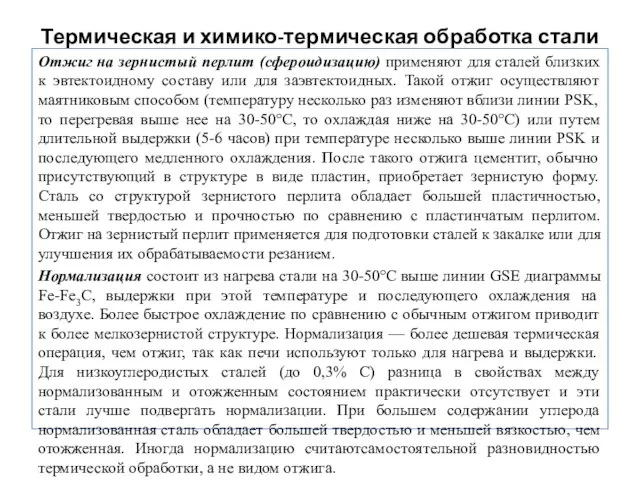
- 23. Термическая и химико-термическая обработка стали Отжиг на зернистый перлит (сфероидизацию) применяют для сталей близких к эвтектоидному
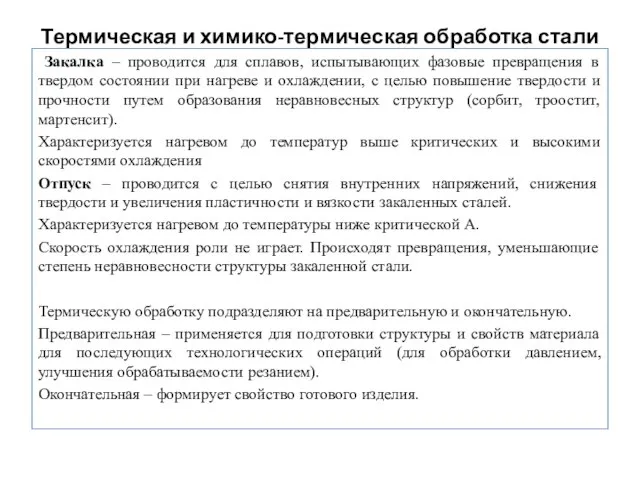
- 24. Термическая и химико-термическая обработка стали Закалка – проводится для сплавов, испытывающих фазовые превращения в твердом состоянии
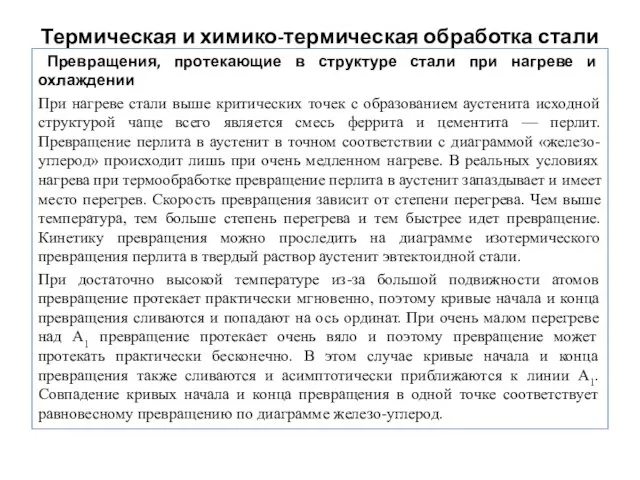
- 25. Термическая и химико-термическая обработка стали Превращения, протекающие в структуре стали при нагреве и охлаждении При нагреве
- 26. Термическая и химико-термическая обработка стали
- 27. ЛЕГИРОВАННЫЕ СТАЛИ Легированной называют сталь, содержащую специально введенные в нее с целью изменения строения и свойств
- 29. Скачать презентацию
СВОЙСТВА МАТЕРИАЛОВ.
Порог хладоломкости - температурный интервал изменения характера разрушения, является
СВОЙСТВА МАТЕРИАЛОВ.
Порог хладоломкости - температурный интервал изменения характера разрушения, является
СВОЙСТВА МАТЕРИАЛОВ.
Ликвация – неоднородность химического состава по объему.
2. Способность материала
СВОЙСТВА МАТЕРИАЛОВ.
Ликвация – неоднородность химического состава по объему.
2. Способность материала
СВОЙСТВА МАТЕРИАЛОВ.
Эксплуатационные свойства характеризуют способность материала работать в конкретных условиях.
1. Износостойкость
СВОЙСТВА МАТЕРИАЛОВ.
Эксплуатационные свойства характеризуют способность материала работать в конкретных условиях.
1. Износостойкость
КЛАССИФИКАЦИЯ СТАЛЕЙ.
По химическому составу стали могут быть углеродистыми, содержащими железо,
КЛАССИФИКАЦИЯ СТАЛЕЙ.
По химическому составу стали могут быть углеродистыми, содержащими железо,
КЛАССИФИКАЦИЯ СТАЛЕЙ.
По показателям качества стали обыкновенного качества, качественные, высококачественные и
КЛАССИФИКАЦИЯ СТАЛЕЙ.
По показателям качества стали обыкновенного качества, качественные, высококачественные и
КЛАССИФИКАЦИЯ СТАЛЕЙ.
По способу выплавки: в мартеновских печах; в кислородных конверторах;
в
КЛАССИФИКАЦИЯ СТАЛЕЙ.
По способу выплавки: в мартеновских печах; в кислородных конверторах;
в
КЛАССИФИКАЦИЯ СТАЛЕЙ.
Углеродистые стали обыкновенного качества имеют повышенное содержание вредных примесей,
КЛАССИФИКАЦИЯ СТАЛЕЙ.
Углеродистые стали обыкновенного качества имеют повышенное содержание вредных примесей,
КЛАССИФИКАЦИЯ СТАЛЕЙ.
Качественные конструкционные углеродистые стали маркируются цифрами 08, 10, 15,
КЛАССИФИКАЦИЯ СТАЛЕЙ.
Качественные конструкционные углеродистые стали маркируются цифрами 08, 10, 15,
ВЛИЯНИЕ УГЛЕРОДА И ПРИМЕСЕЙ НА СВОЙСТВА СТАЛЕЙ
Углерод.
Структура стали после
ВЛИЯНИЕ УГЛЕРОДА И ПРИМЕСЕЙ НА СВОЙСТВА СТАЛЕЙ
Углерод.
Структура стали после

ВЛИЯНИЕ УГЛЕРОДА И ПРИМЕСЕЙ НА СВОЙСТВА СТАЛЕЙ
ВЛИЯНИЕ УГЛЕРОДА И ПРИМЕСЕЙ НА СВОЙСТВА СТАЛЕЙ
ВЛИЯНИЕ УГЛЕРОДА И ПРИМЕСЕЙ НА СВОЙСТВА СТАЛЕЙ
Присутствующие в стали примеси
ВЛИЯНИЕ УГЛЕРОДА И ПРИМЕСЕЙ НА СВОЙСТВА СТАЛЕЙ
Присутствующие в стали примеси
ВЛИЯНИЕ УГЛЕРОДА И ПРИМЕСЕЙ НА СВОЙСТВА СТАЛЕЙ
Фосфор, растворяясь в феррите,
ВЛИЯНИЕ УГЛЕРОДА И ПРИМЕСЕЙ НА СВОЙСТВА СТАЛЕЙ
Фосфор, растворяясь в феррите,
ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В СТАЛЯХ
I. Легирующими называются элементы, которые специально вводят в
ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В СТАЛЯХ
I. Легирующими называются элементы, которые специально вводят в
ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В СТАЛЯХ
Ванадий в количестве (0,1…0,3) % в хромистых сталях
ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В СТАЛЯХ
Ванадий в количестве (0,1…0,3) % в хромистых сталях
ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В СТАЛЯХ
Распределение легирующих элементов в стали.
Легирующие элементы растворяются в
ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В СТАЛЯХ
Распределение легирующих элементов в стали.
Легирующие элементы растворяются в
Термическая и химико-термическая обработка стали
Термической обработкой называется совокупность операций нагрева, выдержки
Термическая и химико-термическая обработка стали
Термической обработкой называется совокупность операций нагрева, выдержки
Термическая и химико-термическая обработка стали
Обозначение критических точек стали
Критические точки А1
Термическая и химико-термическая обработка стали
Обозначение критических точек стали
Критические точки А1
Термическая и химико-термическая обработка стали
Графики различных видов термообработки: отжига (1, 1а),
Термическая и химико-термическая обработка стали
Графики различных видов термообработки: отжига (1, 1а),
Термическая и химико-термическая обработка стали
Отжиг
Отжигом стали называется вид термической обработки, заключающийся
Термическая и химико-термическая обработка стали
Отжиг
Отжигом стали называется вид термической обработки, заключающийся
Термическая и химико-термическая обработка стали
Полный отжиг применяется для доэвтектоидных сталей. Нагрев
Термическая и химико-термическая обработка стали
Полный отжиг применяется для доэвтектоидных сталей. Нагрев
Термическая и химико-термическая обработка стали
Благодаря высокой температуре нагрева и продолжительной выдержке
Термическая и химико-термическая обработка стали
Благодаря высокой температуре нагрева и продолжительной выдержке
Термическая и химико-термическая обработка стали
Отжиг на зернистый перлит (сфероидизацию) применяют для
Термическая и химико-термическая обработка стали
Отжиг на зернистый перлит (сфероидизацию) применяют для
Термическая и химико-термическая обработка стали
Закалка – проводится для сплавов, испытывающих
Термическая и химико-термическая обработка стали
Закалка – проводится для сплавов, испытывающих
Термическая и химико-термическая обработка стали
Превращения, протекающие в структуре стали при
Термическая и химико-термическая обработка стали
Превращения, протекающие в структуре стали при
Термическая и химико-термическая обработка стали
Термическая и химико-термическая обработка стали
ЛЕГИРОВАННЫЕ СТАЛИ
Легированной называют сталь, содержащую специально введенные в нее с целью
ЛЕГИРОВАННЫЕ СТАЛИ
Легированной называют сталь, содержащую специально введенные в нее с целью
 Презентация по Химии "Кислоты" - скачать смотреть
Презентация по Химии "Кислоты" - скачать смотреть  Метод кислотноосновного титрования (Метод нейтрализации)
Метод кислотноосновного титрования (Метод нейтрализации) Кислотно-основное титрование
Кислотно-основное титрование Алюминий и его соединения
Алюминий и его соединения Коррозия металлов
Коррозия металлов Гормоны, биологически активные вещества органической природы
Гормоны, биологически активные вещества органической природы Гігієна води. Лекція 6
Гігієна води. Лекція 6 Задачи на определение массовой доли веществ в смесях
Задачи на определение массовой доли веществ в смесях Счастливы вместе с химией
Счастливы вместе с химией Строение атома
Строение атома Кобаламины(витамин В12) антианемический
Кобаламины(витамин В12) антианемический Простые вещества – металлы и неметаллы
Простые вещества – металлы и неметаллы Комплексные соединения
Комплексные соединения Процессы и аппараты химической технологии
Процессы и аппараты химической технологии Синтез 2,4-диметил-3,5-ди (этоксикар-бонил) пиррол
Синтез 2,4-диметил-3,5-ди (этоксикар-бонил) пиррол Презентация по Химии "Краткая история развития химических знаний" - скачать смотреть
Презентация по Химии "Краткая история развития химических знаний" - скачать смотреть  Составление уравнений ОВР
Составление уравнений ОВР Свойства растворов. Протолитическая теория кислот и оснований Бренстеда-Лоури
Свойства растворов. Протолитическая теория кислот и оснований Бренстеда-Лоури Азот и его соединения
Азот и его соединения Спирты: классификация, изомерия, номенклатура
Спирты: классификация, изомерия, номенклатура АЛКЕНЫ – НЕПРЕДЕЛЬНЫЕ УГЛЕВОДОРОДЫ.
АЛКЕНЫ – НЕПРЕДЕЛЬНЫЕ УГЛЕВОДОРОДЫ. Физико-химические методы исследования и техника лабораторных работ
Физико-химические методы исследования и техника лабораторных работ Нанотехнологии в химии
Нанотехнологии в химии  Арбузный снег. Предположения
Арбузный снег. Предположения Моторные масла. Свойства, состав, классификация
Моторные масла. Свойства, состав, классификация Основы строения органических соединений
Основы строения органических соединений Геохимические показатели техногенеза
Геохимические показатели техногенеза Обмен веществ и энергии в клетке
Обмен веществ и энергии в клетке