- Коды и специальные символы программирования

Содержание
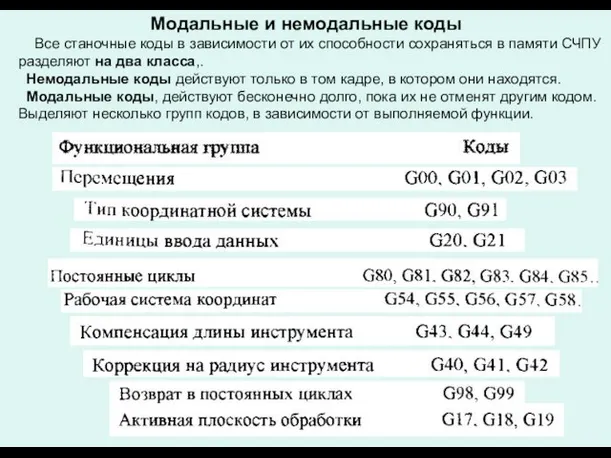
- 2. Модальные и немодальные коды Все станочные коды в зависимости от их способности сохраняться в памяти СЧПУ
- 3. Два модальных кода из одной группы не могут быть активными в одно и то же время.
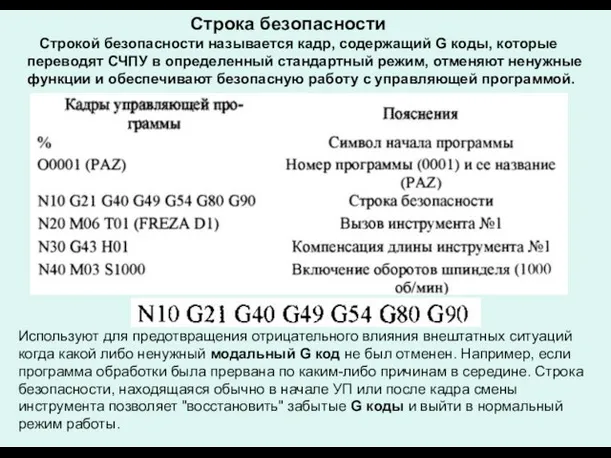
- 4. Строка безопасности Строкой безопасности называется кадр, содержащий G коды, которые переводят СЧПУ в определенный стандартный режим,
- 5. G коды строки безопасности Код G21 указывает на то, что все перемещения и подачи рассчитываются и
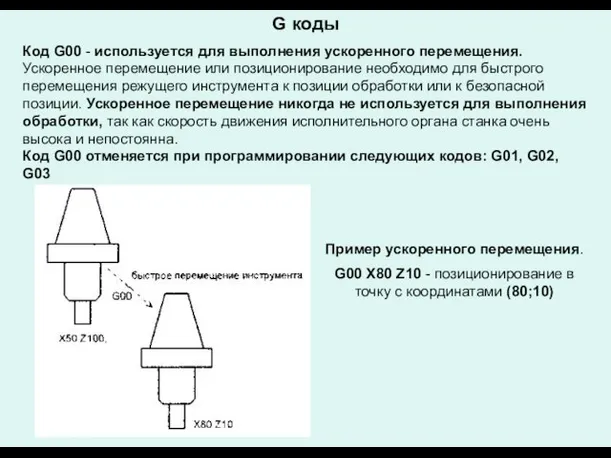
- 6. G коды Код G00 - используется для выполнения ускоренного перемещения. Ускоренное перемещение или позиционирование необходимо для
- 7. Код G01 - линейная интерполяция. Код G01 - команда линейной интерполяции, обеспечивающая перемещение инструмента по прямой
- 8. Код G02 - круговая интерполяция (дуга в направлении часовой стрелки) Код GО2 предназначен для выполнения круговой
- 9. Код G04 - команда на выполнение выдержки (паузы) с заданным временем. Этот немодальный код программируется вместе
- 10. Из-за автоматического ускорения и замедления осевых перемещений исполнительных органов станка с ЧПУ не происходит точная обработка
- 11. Команда G10 позволяет устанавливать или смещать рабочую систему координат и вводить определенные значения в регистры коррекции
- 12. Для установки или смещения рабочей с-мы координат используют следующий формат: - включение режима ввода данных определение
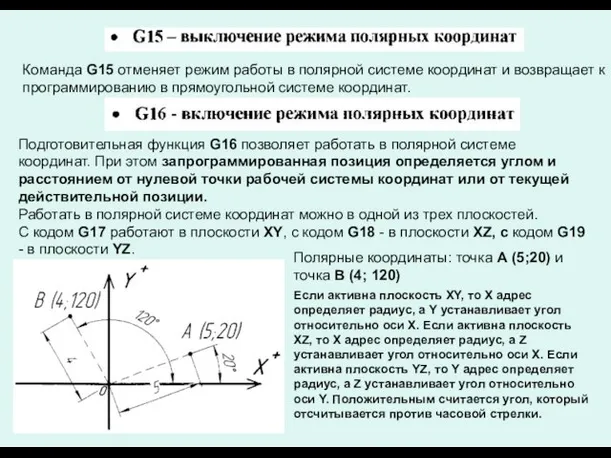
- 13. Команда G15 отменяет режим работы в полярной системе координат и возвращает к программированию в прямоугольной системе
- 14. Полярные перемещения, которые указываются при действующей команде G90, выполняются относительно нулевой точки активной рабочей системы координат.
- 15. Подготовительная функция G17 предназначена для выбора плоскости ХY в качестве рабочей G17, G18, G19 используются для
- 16. Код G20 активизирует режим работы с дюймовыми данными. Пока действует этот режим, все вводимые данные воспринимаются
- 17. Код G22 активизирует установленный предел перемещений. В этом случае инструмент не может выйти за пределы ограничивающей
- 18. Команда G28 предназначена для возврата станка в исходную позицию. Под этим понимается ускоренное перемещение исполнительных органов
- 19. Код G91 в кадре - активизирует работу в относительных координатах. При задании кода G28 появляется возможность
- 20. Вопросы для самоконтроля. В чем отличие модальных кодов от немодальных? Какие модальные коды вы знаете? Что
- 22. Скачать презентацию
Модальные и немодальные коды
Все станочные коды в зависимости
Модальные и немодальные коды
Все станочные коды в зависимости
Два модальных кода из одной группы не могут быть активными
Два модальных кода из одной группы не могут быть активными
Строка безопасности
Строкой безопасности называется кадр, содержащий G коды, которые переводят
Строка безопасности
Строкой безопасности называется кадр, содержащий G коды, которые переводят
G коды строки безопасности
Код G21 указывает на то, что все перемещения
G коды строки безопасности
Код G21 указывает на то, что все перемещения
G коды
Код G00 - используется для выполнения ускоренного перемещения.
Ускоренное перемещение
G коды
Код G00 - используется для выполнения ускоренного перемещения.
Ускоренное перемещение
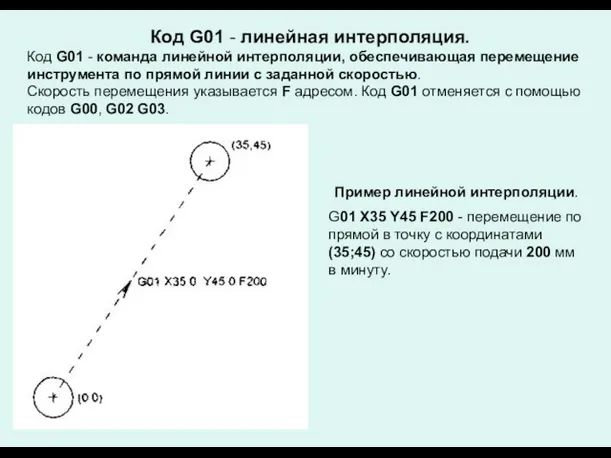
Код G01 - линейная интерполяция.
Код G01 - команда линейной интерполяции, обеспечивающая
Код G01 - линейная интерполяция.
Код G01 - команда линейной интерполяции, обеспечивающая
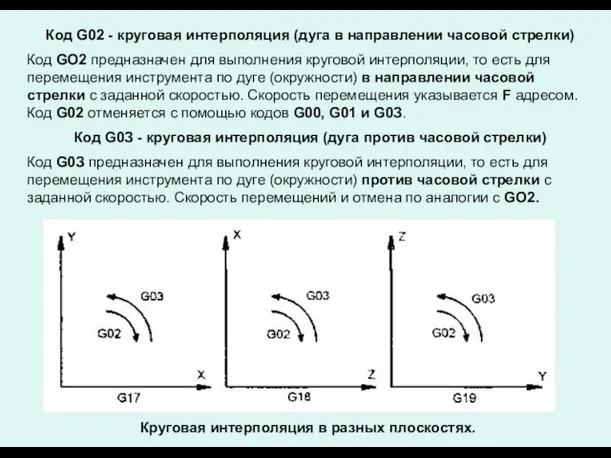
Код G02 - круговая интерполяция (дуга в направлении часовой стрелки)
Код GО2
Код G02 - круговая интерполяция (дуга в направлении часовой стрелки)
Код GО2
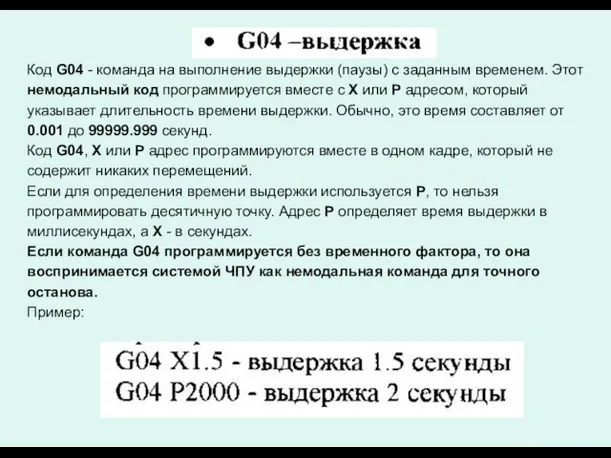
Код G04 - команда на выполнение выдержки (паузы) с заданным временем.
Код G04 - команда на выполнение выдержки (паузы) с заданным временем.
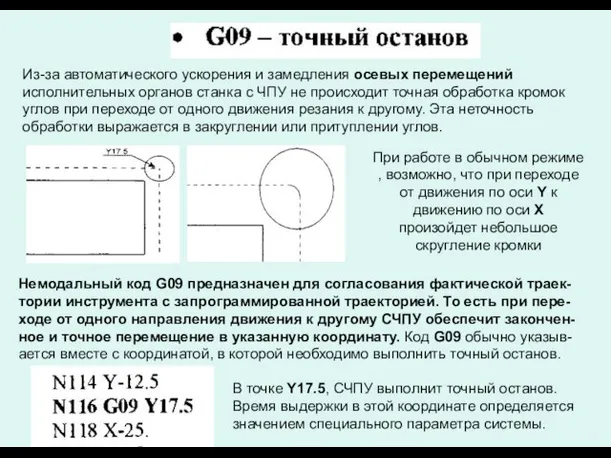
Из-за автоматического ускорения и замедления осевых перемещений исполнительных органов станка с
Из-за автоматического ускорения и замедления осевых перемещений исполнительных органов станка с
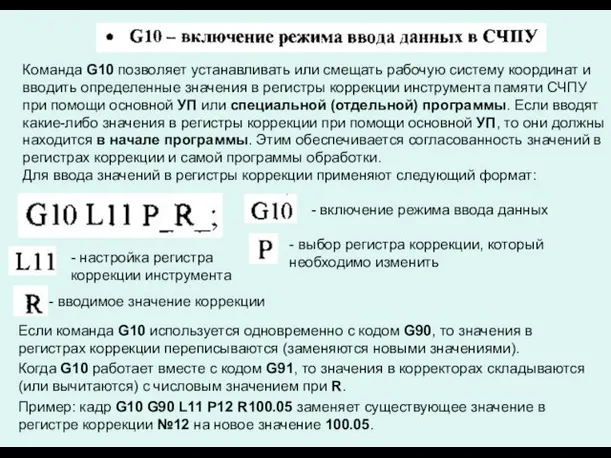
Команда G10 позволяет устанавливать или смещать рабочую систему координат и вводить
Команда G10 позволяет устанавливать или смещать рабочую систему координат и вводить
Для установки или смещения рабочей с-мы координат используют следующий формат:
- включение
Для установки или смещения рабочей с-мы координат используют следующий формат:
- включение
Команда G15 отменяет режим работы в полярной системе координат и возвращает
Команда G15 отменяет режим работы в полярной системе координат и возвращает
Полярные перемещения, которые указываются при действующей команде G90, выполняются относительно нулевой
Полярные перемещения, которые указываются при действующей команде G90, выполняются относительно нулевой
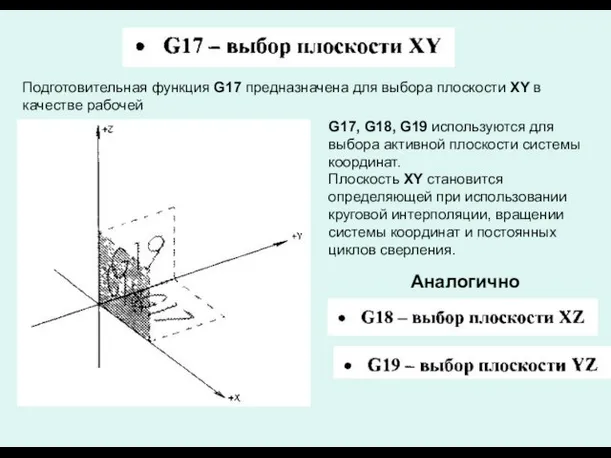
Подготовительная функция G17 предназначена для выбора плоскости ХY в качестве рабочей
Подготовительная функция G17 предназначена для выбора плоскости ХY в качестве рабочей
Код G20 активизирует режим работы с дюймовыми данными. Пока действует этот
Код G20 активизирует режим работы с дюймовыми данными. Пока действует этот
Код G22 активизирует установленный предел перемещений. В этом случае инструмент не
Код G22 активизирует установленный предел перемещений. В этом случае инструмент не
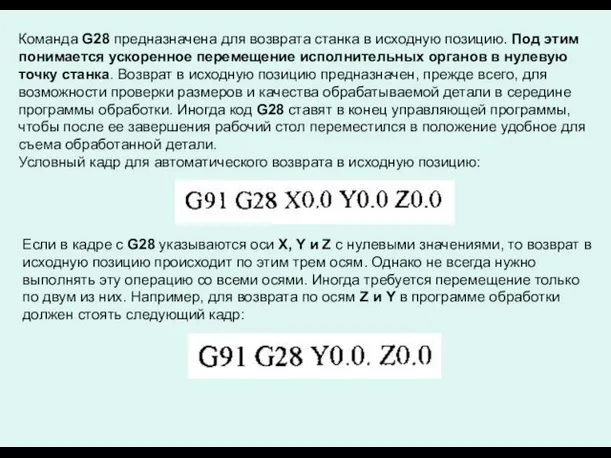
Команда G28 предназначена для возврата станка в исходную позицию. Под этим
Команда G28 предназначена для возврата станка в исходную позицию. Под этим
Код G91 в кадре - активизирует работу в относительных координатах. При
Код G91 в кадре - активизирует работу в относительных координатах. При
Вопросы для самоконтроля.
В чем отличие модальных кодов от немодальных?
Какие
Вопросы для самоконтроля.
В чем отличие модальных кодов от немодальных?
Какие
 Общие сведения об ЭВМ
Общие сведения об ЭВМ Веб-система поддержки технического обслуживания мобильных устройств
Веб-система поддержки технического обслуживания мобильных устройств Установка, обновление и удаление ПО Интеллект версия 4.10.x
Установка, обновление и удаление ПО Интеллект версия 4.10.x Разработка Web-сайтов с использованием языка разметки гипертекста HTML Подготовила: Лезина А.В. учитель информатики
Разработка Web-сайтов с использованием языка разметки гипертекста HTML Подготовила: Лезина А.В. учитель информатики Операции импликация и эквивалентность
Операции импликация и эквивалентность Способы хранения и передачи информации
Способы хранения и передачи информации Презентация "Состав предметов и их действия Повторение" - скачать презентации по Информатике
Презентация "Состав предметов и их действия Повторение" - скачать презентации по Информатике Профессиональная переподготовка Библиотечно-информационная деятельность. Библиотековедение
Профессиональная переподготовка Библиотечно-информационная деятельность. Библиотековедение Access SQL. Основные понятия, лексика и синтаксис
Access SQL. Основные понятия, лексика и синтаксис Носители информации Выполнил: Проверил: Богатырев А.В. Попов А.А.
Носители информации Выполнил: Проверил: Богатырев А.В. Попов А.А. Принципы работы микроконтроллеров
Принципы работы микроконтроллеров Игра "Сто к одному"
Игра "Сто к одному" Доступ к ресурсам электронной информационно-образовательной среды МПГУ
Доступ к ресурсам электронной информационно-образовательной среды МПГУ Қош келдіңіздер. Информатика пәні 3 сынып
Қош келдіңіздер. Информатика пәні 3 сынып Веб-аналитика: что это такое, зачем она нужна, сервисы веб-аналитики
Веб-аналитика: что это такое, зачем она нужна, сервисы веб-аналитики Генетические и эволюционные модели обработки
Генетические и эволюционные модели обработки Поиск в Google
Поиск в Google Представление презентации
Представление презентации Лекция 12. Плагины
Лекция 12. Плагины Преимущества дистанционного обучения
Преимущества дистанционного обучения Технология создания математического Лэпбука с развивающими играми. (Часть 2)
Технология создания математического Лэпбука с развивающими играми. (Часть 2) Проект автоматизированной информационной системы управления муниципальных закупок города Симферополя
Проект автоматизированной информационной системы управления муниципальных закупок города Симферополя Шаблон для ПКС. Разработка алгоритма и программы поиска элемента массива с заданным рангом
Шаблон для ПКС. Разработка алгоритма и программы поиска элемента массива с заданным рангом Выполнение индивидуального задания в ООО Энергорайон Чульман
Выполнение индивидуального задания в ООО Энергорайон Чульман Програмне забезпечення
Програмне забезпечення Кодирование информации. Дискретное (цифровое представление информации
Кодирование информации. Дискретное (цифровое представление информации Система электропитания
Система электропитания Информация и информационные процессы
Информация и информационные процессы