- Основы автоматизированной конструкторско-технологической подготовки в машиностроении

Содержание
- 2. Место КТПП в жизненном цикле изделия ТЕХНИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА (КТПП) маркетинговые исследования 2. Технологическая подготовка производства
- 3. Цели и задачи поэтапной автоматизации подготовки производства и средства их достижения 1. Анализ проектной деятельности подлежащих
- 4. Конструкторская подготовка производства (КПП) КПП включает проектирование новых изделий (продукции), модернизацию и совершенствование имеющихся и ранее
- 5. Задачи конструкторской подготовки В ходе конструкторской подготовки производства обеспечивается: непрерывное совершенствование качества продукции; повышение уровня технологичности
- 6. Этапы конструкторской подготовки Конструкторская подготовка производства включает: разработку проектного задания, эскизного проекта; ЭП; разработку технического проекта,
- 7. Структура работы современного инженера-конструктора Создание проекта в базе данных PDM-системы. Построение твердотельной геометрической модели детали с
- 8. Проектирование спецификаций
- 9. Проектирование спецификаций
- 10. Разработка ассоциативной конструкторской документации
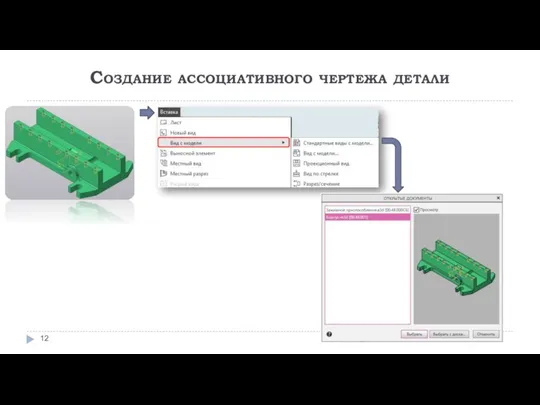
- 11. Создание ассоциативного чертежа детали
- 12. Создание ассоциативного чертежа детали
- 13. Создание ассоциативного чертежа детали
- 14. Создание ассоциативного чертежа детали
- 15. Параметры ассоциативных видов
- 16. Работа с видами
- 17. Работа с обозначениями в ассоциативном чертеже
- 18. Проектирование моделей деталей в NX CAD
- 19. Технологическая подготовка производства (ТПП) ТПП — технологическая подготовка производства — совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность
- 20. Основные понятия технологической подготовки производства (ТПП) ГОСТ 14.004-83 - Технологическая подготовка производства. Термины и определения основных
- 21. Нормативные документы единой системы технологической подготовки производства В стандартах ЕС ТПП особое внимание уделено автоматизации технологической
- 22. Функции технологической подготовки производства ТПП В соответствии с решаемыми задачами технологическая подготовка производства реализует (группируется) следующие
- 23. Стадии (этапы) ТПП 1) Технологический анализ рабочих чертежей и их контроль на предмет технологичности конструкции деталей
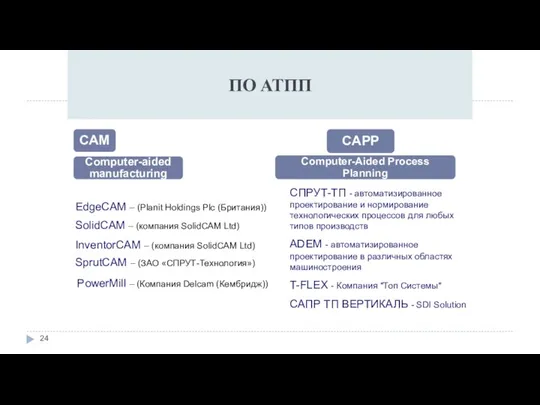
- 24. ПО АТПП CAM Computer-aided manufacturing SolidCAM – (компания SolidCAM Ltd) InventorCAM – (компания SolidCAM Ltd) SprutCAM
- 25. ПО АТПП Интегрированные системы АТПП САх – CATIA PDM - ENOVIA VPLM, ENOVIA MatrixOne, ENOVIA SmarTeam,
- 26. Основные требования к применяемым (внедряемым) комплексам КТПП
- 27. Критерии выбора ПО для автоматизации КТПП 1 2 3 4
- 28. Основные термины и понятия: CAD (Computer-Aided Design) – системы автоматизированного проектирования CAE (Computer-Aided Engineering) – системы
- 29. Направления автоматизации проектирования ТП Работа технолога в САПР ТП оформление технологической документации поиск различной справочно-технической информации
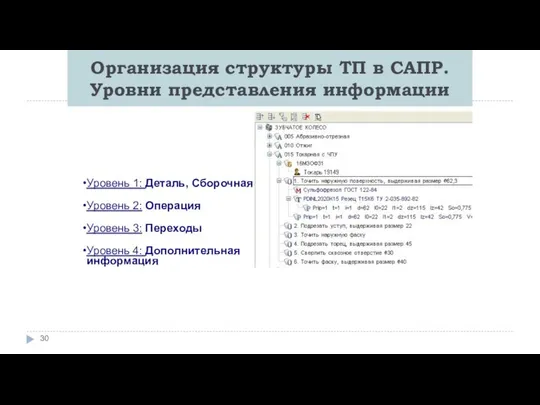
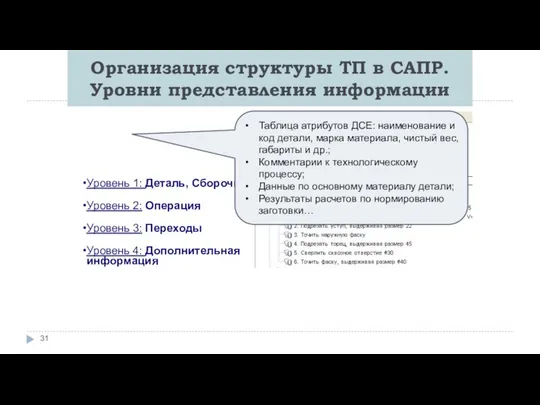
- 30. Организация структуры ТП в САПР. Уровни представления информации Уровень 1: Деталь, Сборочная единица Уровень 2: Операция
- 31. Организация структуры ТП в САПР. Уровни представления информации Уровень 1: Деталь, Сборочная единица Уровень 2: Операция
- 32. Организация структуры ТП в САПР. Уровни представления информации Уровень 1: Деталь, Сборочная единица Уровень 2: Операция
- 33. Организация структуры ТП в САПР. Уровни представления информации Уровень 1: Деталь, Сборочная единица Уровень 2: Операция
- 34. Организация структуры ТП в САПР. Уровни представления информации Уровень 1: Деталь, Сборочная единица Уровень 2: Операция
- 35. Методы автоматизированного проектирования технологических процессов с использованием САПР ТП 1 5 3 2 4 6
- 36. Современные САПР ТП (CAPP)
- 37. Современные требования к САПР ТП (CAPP) для инженеров-технологов Наглядное представление конструкторской и технологической информации (в окне
- 38. Современные требования к САПР ТП (CAPP) для инженеров-технологов Наглядное представление конструкторской и технологической информации (в окне
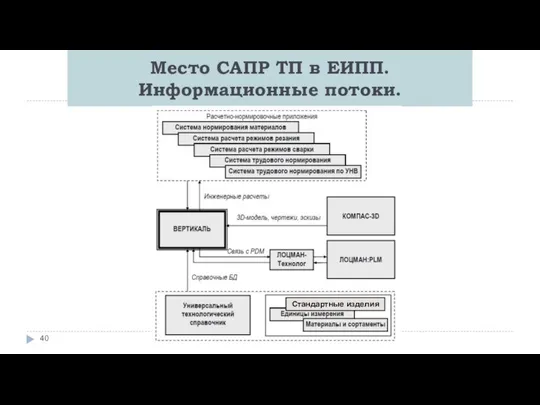
- 39. Место САПР ТП в ЕИПП. Информационные потоки.
- 40. Место САПР ТП в ЕИПП. Информационные потоки. Стандартные изделия
- 41. Информационное обеспечение САПР ТП Базы данных САПР ТП — Фактографическая база данных — Документальная база данных
- 42. CAM в технологической подготовке CAM (Computer-aided manufacturing) – компьютерная поддержка изготовления
- 43. CAM в технологической подготовке CAM (Computer-aided manufacturing) – компьютерная поддержка изготовления Назначение систем: Основные функции CAM-систем:
- 44. CAM в технологической подготовке CAM (Computer-aided manufacturing) – компьютерная поддержка изготовления Виды обработки: 2,5-координатная фрезерная обработка
- 45. CAM в технологической подготовке Крупнейшими вендорами на рынке CAM являются компании: Dassault Systemes, система CATIA Siemens
- 46. CAM в технологической подготовке Обработка деталей сложной формы
- 47. CAM в технологической подготовке
- 48. CAM в технологической подготовке Этапы разработки управляющих программ (на примере NX CAM) НАСТРОЙКА ПРОГРАММИРОВАНИЕ ВЫВОД
- 49. CAM в технологической подготовке Этапы разработки управляющих программ (на примере NX CAM) Выбор окружения обработки (инициализация)
- 50. CAM в технологической подготовке ПОСТОБРАБОТКА Постпроцессор преобразует универсальные внутренние данные о траектории инструмента в формат, совместимый
- 51. CAM в технологической подготовке ПОСТОБРАБОТКА Системы (стойки) ЧПУ (2009): Fagor Automation — 8037, 8055, 8060, 8065,
- 52. CAM - Фрезерная обработка Задание геометрии (виды геометрических объектов)
- 53. CAM – Виды обработки mill_planar — 2,5 осевое фрезерование плоской поверхности (плоского контура) mill_contour — 3
- 54. CAM - Фрезерная обработка Типы операций mill_contour 1 2 3 4
- 55. Черновая обработка – операция CAVITY_MILL типы геометрии CAM - Фрезерная обработка
- 56. Черновая обработка – операция CAVITY_MILL CAM - Фрезерная обработка 1 2 3 4 5 6 7
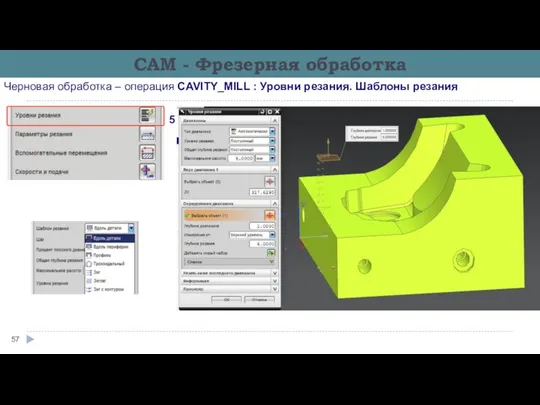
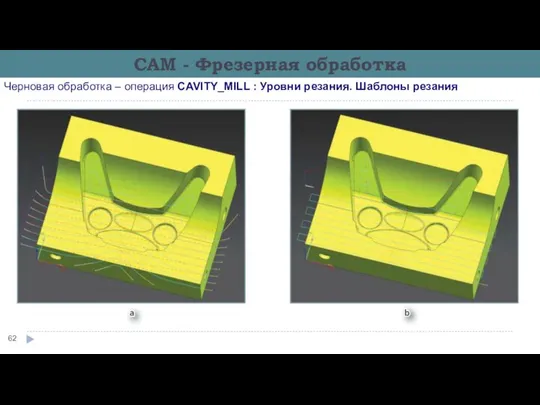
- 57. CAM - Фрезерная обработка Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
- 58. Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания CAM - Фрезерная обработка
- 59. Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания CAM - Фрезерная обработка
- 60. Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания CAM - Фрезерная обработка
- 61. Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания CAM - Фрезерная обработка
- 62. Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания CAM - Фрезерная обработка
- 63. Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания CAM - Фрезерная обработка
- 64. Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания CAM - Фрезерная обработка
- 65. CAM - Фрезерная обработка Черновая обработка – операция CAVITY_MILL: Параметры резания - Стратегия 6
- 66. CAM - Фрезерная обработка Черновая обработка – операция CAVITY_MILL: Параметры резания - Припуск 6
- 67. CAM - Фрезерная обработка Черновая обработка – операция CAVITY_MILL: Параметры резания - Углы 6
- 68. CAM - Фрезерная обработка Черновая обработка – операция CAVITY_MILL: Параметры резания - Ограничения 6
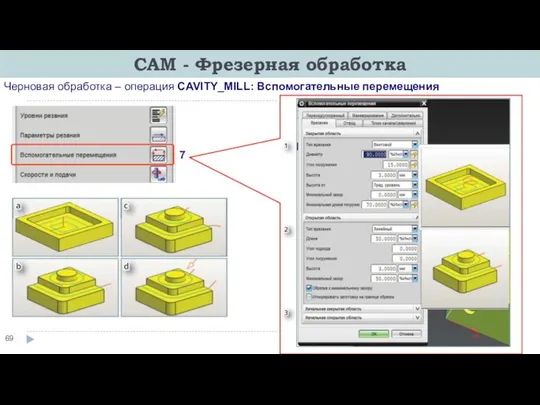
- 69. CAM - Фрезерная обработка Черновая обработка – операция CAVITY_MILL: Вспомогательные перемещения 7
- 70. CAM - Фрезерная обработка Черновая обработка – операция CAVITY_MILL: Вспомогательные перемещения 7
- 71. CAM - Фрезерная обработка Черновая обработка – операция CAVITY_MILL: Вспомогательные перемещения 8
- 72. CAM - Фрезерная обработка типы геометрии Плоское фрезерование
- 73. CAM - Фрезерная обработка типы геометрии Фрезерование погружением
- 74. CAM - Фрезерная обработка типы геометрии Фрезерование по уровням
- 75. CAM - Фрезерная обработка типы геометрии Фрезерование граней
- 76. CAM - Фрезерная обработка Распознавание припуска на стенке и геометрии стенок Фрезерование граней
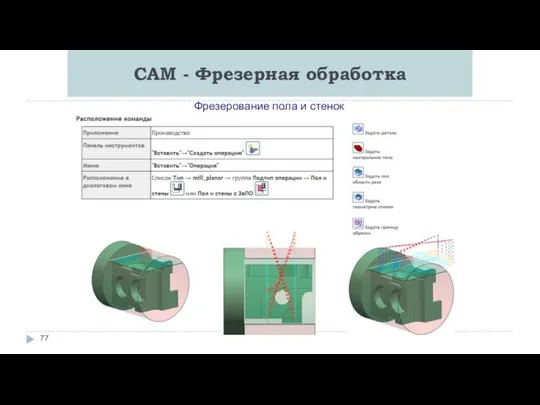
- 77. CAM - Фрезерная обработка Фрезерование пола и стенок
- 78. CAM - Фрезерная обработка Фрезерный инструмент
- 79. Контроль деталей на станках с ЧПУ и КИМ
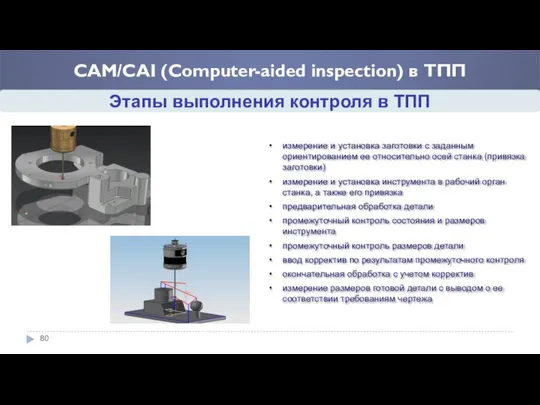
- 80. CAM/CAI (Computer-aided inspection) в ТПП Этапы выполнения контроля в ТПП измерение и установка заготовки с заданным
- 81. CAM/CAI (Computer-aided inspection)в ТПП Типы систем контроля на станке Система измерения и контроля инструмента (Сontrol and
- 82. Система измерения и контроля инструмента Наладка инструмента и Обнаружение неисправного инструмента Наладка инструмента Неподвижный или вращающийся
- 83. Система измерения и контроля детали Установка заготовки и Контроль детали в процессе ее изготовления Привязка к
- 84. CAM система - контроль ФУНКЦИИ. ВОЗМОЖНОСТИ •Позволяет добавить в УП команды управления измерительным щупом •Поддерживает циклы
- 85. CAM системы - контроль ИЗМЕРИТЕЛЬНЫЕ ЦИКЛЫ. ПРИМЕРЫ
- 86. CAM системы - контроль ИЗМЕРИТЕЛЬНЫЕ ЦИКЛЫ. ПРИМЕРЫ Примеры стандартных измерительных циклов
- 87. NX CAM – контрольные операции Probing Подтипы операции
- 88. NX CAM – контрольные операции Probing Подтипы операции
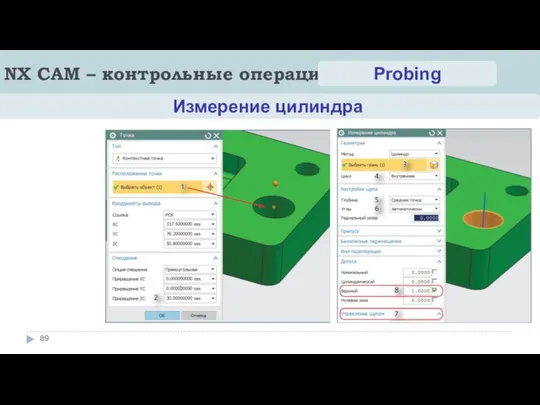
- 89. NX CAM – контрольные операции Probing Измерение цилиндра
- 90. •Программирование непосредственно по конструкторским и технологическим требованиям (CAD модель и PMI) •Импорт 3D геометрии через различные
- 91. Автоматизированной контроль на станках с ЧПУ CAI-система PowerNSPECT OMV компании Delcam www.powerinspect.com CAI-системы Inspection Plus, MODUS
- 92. CAI в технологической подготовке Видео «контроль» КОНТРОЛЬ Измерения на станке с ЧПУ, оснащенном измерительной головкой Видео
- 93. Жизненный цикл продукта – это совокупность процессов, выполняемых от момента выявления потребностей общества в определенной продукции
- 94. PDM системы как основа PLM
- 95. Основные понятия и определения технологий поддержки и управления ЖЦИ PLM (Product Lifecycle Management - управление жизненным
- 96. PDM системы в КТПП Управление данными продукта. PLM технологии Цифровые макеты (Digital Mock-Up - DMU) (Customer
- 97. В PDM-системах обобщены такие технологии, как: управление инженерными данными (engineering data management — EDM); управление информацией
- 98. Функциональная структура PDM систем В PDM-системах объединены сразу несколько технологий: EDM (engineering data management) — управление
- 99. Цели внедрения PDM систем Уменьшение себестоимости разрабатываемой продукции; Сокращение времени выхода на рынок новых изделий; Эти
- 100. Организационная (сетевая) структура PDM систем PDM системы в КТПП
- 101. Организационная (сетевая) структура PDM систем PDM системы в КТПП
- 102. PDM системы в КТПП. Схема работы современного инженера Создание проекта в базе данных PDM-системы. Построение твердотельной
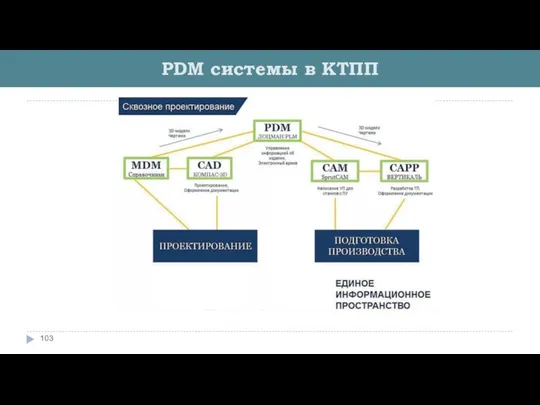
- 103. PDM системы в КТПП
- 105. Скачать презентацию

Место КТПП в жизненном цикле изделия
ТЕХНИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА (КТПП)
маркетинговые исследования
2. Технологическая
Место КТПП в жизненном цикле изделия
ТЕХНИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА (КТПП)
маркетинговые исследования
2. Технологическая

Цели и задачи
поэтапной автоматизации подготовки
производства и средства их достижения
1. Анализ
Цели и задачи
поэтапной автоматизации подготовки
производства и средства их достижения
1. Анализ
Конструкторская подготовка производства (КПП)
КПП включает проектирование новых изделий (продукции), модернизацию и
Конструкторская подготовка производства (КПП)
КПП включает проектирование новых изделий (продукции), модернизацию и
Задачи конструкторской подготовки
В ходе конструкторской подготовки производства обеспечивается:
непрерывное совершенствование качества продукции;
Задачи конструкторской подготовки
В ходе конструкторской подготовки производства обеспечивается:
непрерывное совершенствование качества продукции;

Этапы конструкторской подготовки
Конструкторская подготовка производства включает:
разработку проектного задания, эскизного проекта;
Этапы конструкторской подготовки
Конструкторская подготовка производства включает:
разработку проектного задания, эскизного проекта;

Структура работы современного
инженера-конструктора
Создание проекта в базе данных PDM-системы.
Построение твердотельной геометрической модели
Структура работы современного
инженера-конструктора
Создание проекта в базе данных PDM-системы.
Построение твердотельной геометрической модели

Проектирование спецификаций
Проектирование спецификаций
Проектирование спецификаций
Проектирование спецификаций

Разработка ассоциативной конструкторской документации
Разработка ассоциативной конструкторской документации

Создание ассоциативного чертежа детали
Создание ассоциативного чертежа детали
Создание ассоциативного чертежа детали
Создание ассоциативного чертежа детали
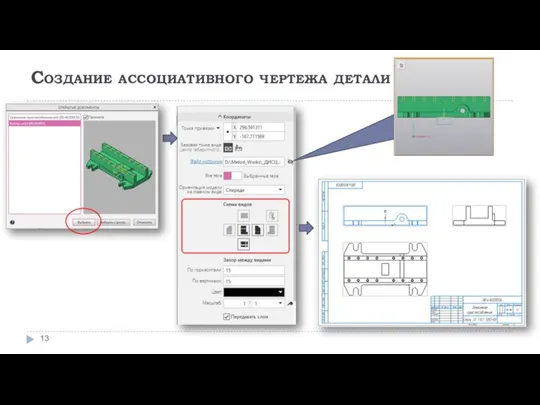
Создание ассоциативного чертежа детали
Создание ассоциативного чертежа детали

Создание ассоциативного чертежа детали
Создание ассоциативного чертежа детали

Параметры ассоциативных видов
Параметры ассоциативных видов

Работа с видами
Работа с видами

Работа с обозначениями в ассоциативном чертеже
Работа с обозначениями в ассоциативном чертеже

Проектирование моделей деталей
в NX CAD
Проектирование моделей деталей
в NX CAD
Технологическая подготовка производства (ТПП)
ТПП — технологическая подготовка производства — совокупность взаимосвязанных процессов,
Технологическая подготовка производства (ТПП)
ТПП — технологическая подготовка производства — совокупность взаимосвязанных процессов,

Основные понятия технологической подготовки производства (ТПП)
ГОСТ 14.004-83 - Технологическая подготовка производства.
Основные понятия технологической подготовки производства (ТПП)
ГОСТ 14.004-83 - Технологическая подготовка производства.
Нормативные документы единой системы
технологической подготовки производства
В стандартах ЕС ТПП особое внимание
Нормативные документы единой системы
технологической подготовки производства
В стандартах ЕС ТПП особое внимание
Функции технологической подготовки производства ТПП
В соответствии с решаемыми задачами технологическая подготовка
Функции технологической подготовки производства ТПП
В соответствии с решаемыми задачами технологическая подготовка
Стадии (этапы) ТПП
1) Технологический анализ рабочих чертежей и их контроль на
Стадии (этапы) ТПП
1) Технологический анализ рабочих чертежей и их контроль на
ПО АТПП
CAM
Computer-aided manufacturing
SolidCAM – (компания SolidCAM Ltd)
InventorCAM – (компания SolidCAM Ltd)
SprutCAM
ПО АТПП
CAM
Computer-aided manufacturing
SolidCAM – (компания SolidCAM Ltd)
InventorCAM – (компания SolidCAM Ltd)
SprutCAM

ПО АТПП
Интегрированные системы АТПП
САх – CATIA
PDM - ENOVIA VPLM,
ENOVIA MatrixOne,
ПО АТПП
Интегрированные системы АТПП
САх – CATIA
PDM - ENOVIA VPLM,
ENOVIA MatrixOne,

Основные требования к применяемым (внедряемым) комплексам КТПП
Основные требования к применяемым (внедряемым) комплексам КТПП

Критерии выбора ПО для
автоматизации КТПП
1
2
3
4
Критерии выбора ПО для
автоматизации КТПП
1
2
3
4

Основные термины и понятия:
CAD (Computer-Aided Design) – системы автоматизированного проектирования
CAE (Computer-Aided
Основные термины и понятия:
CAD (Computer-Aided Design) – системы автоматизированного проектирования
CAE (Computer-Aided

Направления автоматизации проектирования ТП
Работа технолога в САПР ТП
оформление технологической документации
поиск
Направления автоматизации проектирования ТП
Работа технолога в САПР ТП
оформление технологической документации
поиск
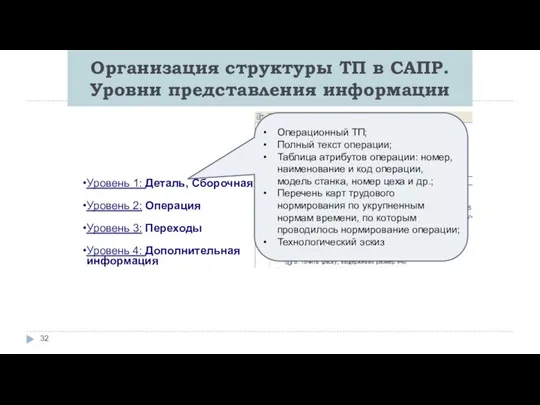
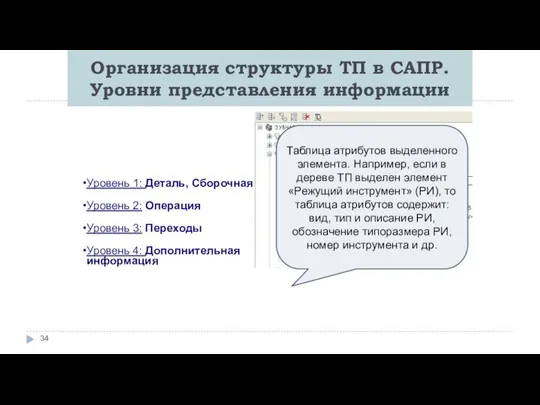
Организация структуры ТП в САПР.
Уровни представления информации
Уровень 1: Деталь, Сборочная единица
Уровень
Организация структуры ТП в САПР.
Уровни представления информации
Уровень 1: Деталь, Сборочная единица
Уровень
Организация структуры ТП в САПР.
Уровни представления информации
Уровень 1: Деталь, Сборочная единица
Уровень
Организация структуры ТП в САПР.
Уровни представления информации
Уровень 1: Деталь, Сборочная единица
Уровень
Организация структуры ТП в САПР.
Уровни представления информации
Уровень 1: Деталь, Сборочная единица
Уровень
Организация структуры ТП в САПР.
Уровни представления информации
Уровень 1: Деталь, Сборочная единица
Уровень

Организация структуры ТП в САПР.
Уровни представления информации
Уровень 1: Деталь, Сборочная единица
Уровень
Организация структуры ТП в САПР.
Уровни представления информации
Уровень 1: Деталь, Сборочная единица
Уровень
Организация структуры ТП в САПР.
Уровни представления информации
Уровень 1: Деталь, Сборочная единица
Уровень
Организация структуры ТП в САПР.
Уровни представления информации
Уровень 1: Деталь, Сборочная единица
Уровень

Методы автоматизированного проектирования технологических процессов с использованием САПР ТП
1
5
3
2
4
6
Методы автоматизированного проектирования технологических процессов с использованием САПР ТП
1
5
3
2
4
6

Современные САПР ТП (CAPP)
Современные САПР ТП (CAPP)
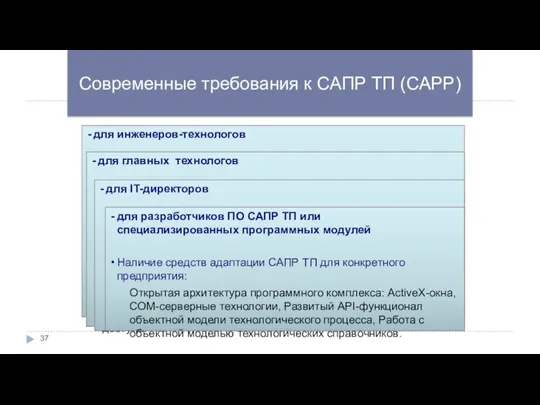
Современные требования к САПР ТП (CAPP)
для инженеров-технологов
Наглядное представление конструкторской и технологической
Современные требования к САПР ТП (CAPP)
для инженеров-технологов
Наглядное представление конструкторской и технологической

Современные требования к САПР ТП (CAPP)
для инженеров-технологов
Наглядное представление конструкторской и технологической
Современные требования к САПР ТП (CAPP)
для инженеров-технологов
Наглядное представление конструкторской и технологической
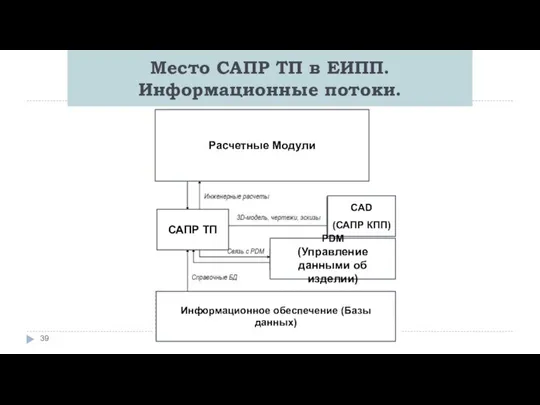
Место САПР ТП в ЕИПП.
Информационные потоки.
Место САПР ТП в ЕИПП.
Информационные потоки.
Место САПР ТП в ЕИПП.
Информационные потоки.
Стандартные изделия
Место САПР ТП в ЕИПП.
Информационные потоки.
Стандартные изделия

Информационное обеспечение САПР ТП
Базы данных САПР ТП
— Фактографическая база данных
— Документальная
Информационное обеспечение САПР ТП
Базы данных САПР ТП
— Фактографическая база данных
— Документальная

CAM в технологической подготовке
CAM (Computer-aided manufacturing) –
компьютерная поддержка изготовления
CAM в технологической подготовке
CAM (Computer-aided manufacturing) –
компьютерная поддержка изготовления

CAM в технологической подготовке
CAM (Computer-aided manufacturing) –
компьютерная поддержка изготовления
Назначение систем:
Основные функции CAM-систем:
CAM в технологической подготовке
CAM (Computer-aided manufacturing) –
компьютерная поддержка изготовления
Назначение систем:
Основные функции CAM-систем:

CAM в технологической подготовке
CAM (Computer-aided manufacturing) –
компьютерная поддержка изготовления
Виды обработки:
2,5-координатная фрезерная
CAM в технологической подготовке
CAM (Computer-aided manufacturing) –
компьютерная поддержка изготовления
Виды обработки:
2,5-координатная фрезерная
CAM в технологической подготовке
Крупнейшими вендорами на рынке CAM являются компании:
Dassault Systemes,
CAM в технологической подготовке
Крупнейшими вендорами на рынке CAM являются компании:
Dassault Systemes,

CAM в технологической подготовке
Обработка деталей сложной формы
CAM в технологической подготовке
Обработка деталей сложной формы

CAM в технологической подготовке
CAM в технологической подготовке

CAM в технологической подготовке
Этапы разработки управляющих программ (на примере NX CAM)
НАСТРОЙКА
ПРОГРАММИРОВАНИЕ
ВЫВОД
CAM в технологической подготовке
Этапы разработки управляющих программ (на примере NX CAM)
НАСТРОЙКА
ПРОГРАММИРОВАНИЕ
ВЫВОД

CAM в технологической подготовке
Этапы разработки управляющих программ (на примере NX CAM)
Выбор
CAM в технологической подготовке
Этапы разработки управляющих программ (на примере NX CAM)
Выбор

CAM в технологической подготовке
ПОСТОБРАБОТКА
Постпроцессор преобразует универсальные внутренние данные о траектории инструмента
CAM в технологической подготовке
ПОСТОБРАБОТКА
Постпроцессор преобразует универсальные внутренние данные о траектории инструмента

CAM в технологической подготовке
ПОСТОБРАБОТКА
Системы (стойки) ЧПУ (2009):
Fagor Automation —
CAM в технологической подготовке
ПОСТОБРАБОТКА
Системы (стойки) ЧПУ (2009):
Fagor Automation —

CAM - Фрезерная обработка
Задание геометрии (виды геометрических объектов)
CAM - Фрезерная обработка
Задание геометрии (виды геометрических объектов)

CAM – Виды обработки
mill_planar — 2,5 осевое фрезерование плоской поверхности (плоского
CAM – Виды обработки
mill_planar — 2,5 осевое фрезерование плоской поверхности (плоского

CAM - Фрезерная обработка
Типы операций mill_contour
1 2 3 4
CAM - Фрезерная обработка
Типы операций mill_contour
1 2 3 4

Черновая обработка – операция CAVITY_MILL
типы геометрии
CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL
типы геометрии
CAM - Фрезерная обработка

Черновая обработка – операция CAVITY_MILL
CAM - Фрезерная обработка
1
2
3
4
5
6
7
8
Черновая обработка – операция CAVITY_MILL
CAM - Фрезерная обработка
1
2
3
4
5
6
7
8
CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL : Уровни резания.
CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL : Уровни резания.
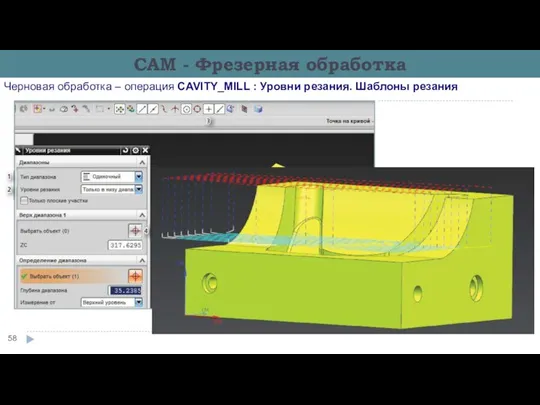
Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -
Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -

Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -
Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -

Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -
Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -

Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -
Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -
Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -
Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -

Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -
Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -

Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -
Черновая обработка – операция CAVITY_MILL : Уровни резания. Шаблоны резания
CAM -

CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Параметры резания -
CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Параметры резания -

CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Параметры резания -
CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Параметры резания -

CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Параметры резания -
CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Параметры резания -

CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Параметры резания -
CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Параметры резания -
CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Вспомогательные перемещения
7
CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Вспомогательные перемещения
7

CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Вспомогательные перемещения
7
CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Вспомогательные перемещения
7

CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Вспомогательные перемещения
8
CAM - Фрезерная обработка
Черновая обработка – операция CAVITY_MILL: Вспомогательные перемещения
8

CAM - Фрезерная обработка
типы геометрии
Плоское фрезерование
CAM - Фрезерная обработка
типы геометрии
Плоское фрезерование

CAM - Фрезерная обработка
типы геометрии
Фрезерование погружением
CAM - Фрезерная обработка
типы геометрии
Фрезерование погружением

CAM - Фрезерная обработка
типы геометрии
Фрезерование по уровням
CAM - Фрезерная обработка
типы геометрии
Фрезерование по уровням

CAM - Фрезерная обработка
типы геометрии
Фрезерование граней
CAM - Фрезерная обработка
типы геометрии
Фрезерование граней

CAM - Фрезерная обработка
Распознавание припуска на стенке и геометрии стенок
Фрезерование граней
CAM - Фрезерная обработка
Распознавание припуска на стенке и геометрии стенок
Фрезерование граней
CAM - Фрезерная обработка
Фрезерование пола и стенок
CAM - Фрезерная обработка
Фрезерование пола и стенок

CAM - Фрезерная обработка
Фрезерный инструмент
CAM - Фрезерная обработка
Фрезерный инструмент

Контроль деталей на станках с ЧПУ и КИМ
Контроль деталей на станках с ЧПУ и КИМ
CAM/CAI (Computer-aided inspection) в ТПП
Этапы выполнения контроля в ТПП
измерение и установка
CAM/CAI (Computer-aided inspection) в ТПП
Этапы выполнения контроля в ТПП
измерение и установка

CAM/CAI (Computer-aided inspection)в ТПП
Типы систем контроля на станке
Система измерения и контроля инструмента
CAM/CAI (Computer-aided inspection)в ТПП
Типы систем контроля на станке
Система измерения и контроля инструмента

Система измерения и контроля инструмента
Наладка инструмента
и Обнаружение неисправного инструмента
Наладка инструмента
Неподвижный или
Система измерения и контроля инструмента
Наладка инструмента
и Обнаружение неисправного инструмента
Наладка инструмента
Неподвижный или

Система измерения и контроля детали
Установка заготовки
и Контроль детали в процессе ее изготовления
Привязка
Система измерения и контроля детали
Установка заготовки
и Контроль детали в процессе ее изготовления
Привязка

CAM система - контроль
ФУНКЦИИ. ВОЗМОЖНОСТИ
•Позволяет добавить в УП команды управления
CAM система - контроль
ФУНКЦИИ. ВОЗМОЖНОСТИ
•Позволяет добавить в УП команды управления

CAM системы - контроль
ИЗМЕРИТЕЛЬНЫЕ ЦИКЛЫ. ПРИМЕРЫ
CAM системы - контроль
ИЗМЕРИТЕЛЬНЫЕ ЦИКЛЫ. ПРИМЕРЫ

CAM системы - контроль
ИЗМЕРИТЕЛЬНЫЕ ЦИКЛЫ. ПРИМЕРЫ
Примеры стандартных измерительных циклов
CAM системы - контроль
ИЗМЕРИТЕЛЬНЫЕ ЦИКЛЫ. ПРИМЕРЫ
Примеры стандартных измерительных циклов

NX CAM – контрольные операции
Probing
Подтипы операции
NX CAM – контрольные операции
Probing
Подтипы операции

NX CAM – контрольные операции
Probing
Подтипы операции
NX CAM – контрольные операции
Probing
Подтипы операции
NX CAM – контрольные операции
Probing
Измерение цилиндра
NX CAM – контрольные операции
Probing
Измерение цилиндра

•Программирование непосредственно по конструкторским и технологическим требованиям (CAD модель и PMI)
•Программирование непосредственно по конструкторским и технологическим требованиям (CAD модель и PMI)

Автоматизированной контроль
на станках с ЧПУ
CAI-система PowerNSPECT OMV
компании Delcam
www.powerinspect.com
CAI-системы Inspection Plus, MODUS
Автоматизированной контроль
на станках с ЧПУ
CAI-система PowerNSPECT OMV
компании Delcam
www.powerinspect.com
CAI-системы Inspection Plus, MODUS

CAI в технологической подготовке
Видео «контроль»
КОНТРОЛЬ
Измерения на станке с ЧПУ, оснащенном измерительной
CAI в технологической подготовке
Видео «контроль»
КОНТРОЛЬ
Измерения на станке с ЧПУ, оснащенном измерительной
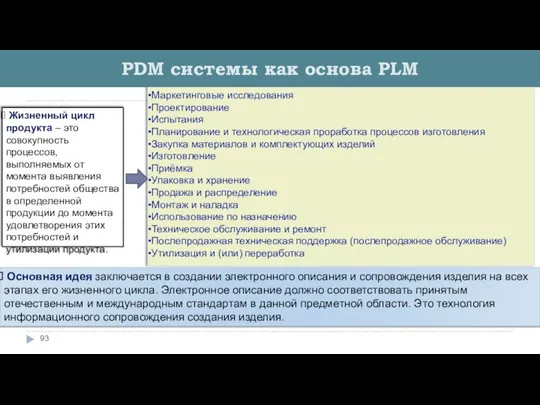
Жизненный цикл продукта – это совокупность процессов, выполняемых от момента
Жизненный цикл продукта – это совокупность процессов, выполняемых от момента

PDM системы как основа PLM
PDM системы как основа PLM
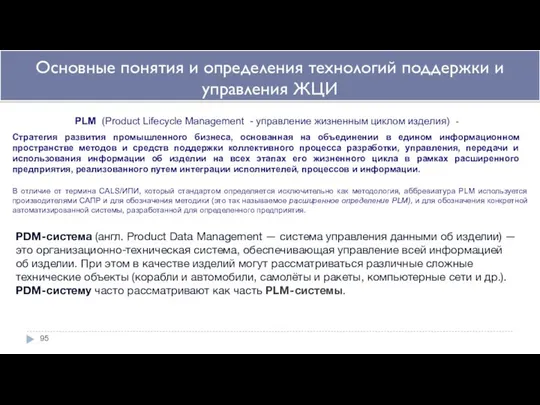
Основные понятия и определения технологий поддержки и управления ЖЦИ
PLM (Product Lifecycle
Основные понятия и определения технологий поддержки и управления ЖЦИ
PLM (Product Lifecycle
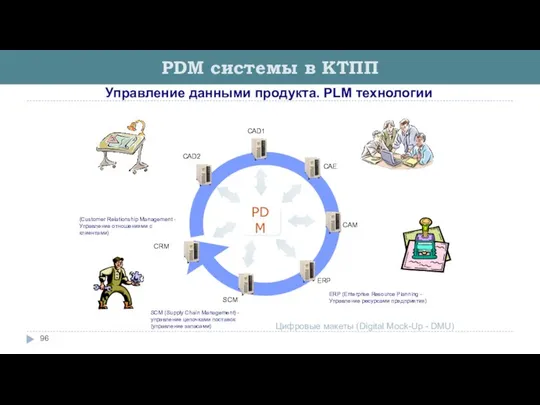
PDM системы в КТПП
Управление данными продукта. PLM технологии
Цифровые макеты (Digital
PDM системы в КТПП
Управление данными продукта. PLM технологии
Цифровые макеты (Digital

В PDM-системах обобщены такие технологии, как:
управление инженерными данными (engineering data
В PDM-системах обобщены такие технологии, как:
управление инженерными данными (engineering data

Функциональная структура PDM систем
В PDM-системах объединены сразу несколько технологий:
EDM (engineering data management)
Функциональная структура PDM систем
В PDM-системах объединены сразу несколько технологий:
EDM (engineering data management)
Цели внедрения PDM систем
Уменьшение себестоимости разрабатываемой продукции;
Сокращение времени выхода на рынок
Цели внедрения PDM систем
Уменьшение себестоимости разрабатываемой продукции;
Сокращение времени выхода на рынок
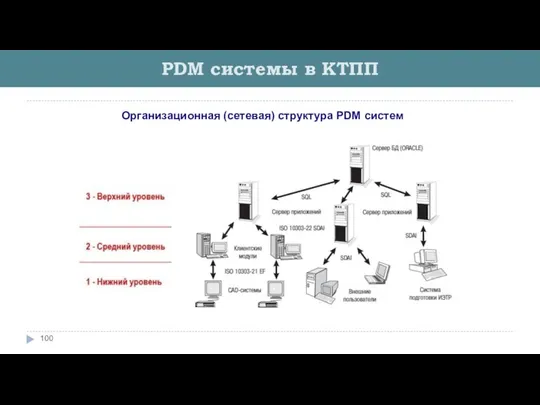
Организационная (сетевая) структура PDM систем
PDM системы в КТПП
Организационная (сетевая) структура PDM систем
PDM системы в КТПП

Организационная (сетевая) структура PDM систем
PDM системы в КТПП
Организационная (сетевая) структура PDM систем
PDM системы в КТПП

PDM системы в КТПП.
Схема работы современного инженера
Создание проекта в базе
PDM системы в КТПП.
Схема работы современного инженера
Создание проекта в базе
PDM системы в КТПП
PDM системы в КТПП
 Обобщение по АСУ
Обобщение по АСУ Формирование каталога CТЕ для Портал поставщиков
Формирование каталога CТЕ для Портал поставщиков Средства поиска данных в Интернет
Средства поиска данных в Интернет «Отображение графической информации в Delphi» Delphi. Тема 12:
«Отображение графической информации в Delphi» Delphi. Тема 12: Основы растровой графики
Основы растровой графики Внутренние устройства ПК. Знакомство с компьютером
Внутренние устройства ПК. Знакомство с компьютером Крылов А.П. Лабораторная работа №2 Коммуникативная природа информационного общества
Крылов А.П. Лабораторная работа №2 Коммуникативная природа информационного общества Мое хобби
Мое хобби Инструкция по работе с веб-сайтом программного обеспечения Corel
Инструкция по работе с веб-сайтом программного обеспечения Corel Векторная графика CorelDraw Цель урока: - получить представление векторной графической программе CorelDraw, для создания изображений, д
Векторная графика CorelDraw Цель урока: - получить представление векторной графической программе CorelDraw, для создания изображений, д Введение в курс по бизнес-анализу и тестированию ПО
Введение в курс по бизнес-анализу и тестированию ПО Сложные проекты в среде программирования Scratch. Модуль №3
Сложные проекты в среде программирования Scratch. Модуль №3 Урок по теме: «Введение в графику в языке программирования Turbo Pascal» Автор: Казначей, учитель информатики
Урок по теме: «Введение в графику в языке программирования Turbo Pascal» Автор: Казначей, учитель информатики Структурированные типы данных. Массивы
Структурированные типы данных. Массивы Презентация "ФОРМАТИРОВАНИЕ ТЕКСТА" - скачать презентации по Информатике
Презентация "ФОРМАТИРОВАНИЕ ТЕКСТА" - скачать презентации по Информатике Интеллектуалдық оқыту жүйесін құру
Интеллектуалдық оқыту жүйесін құру Информационная безопасность предприятия. Противодействие промышленному шпионажу
Информационная безопасность предприятия. Противодействие промышленному шпионажу Разработка и бизнес-администрирования проекта по созданию веб-приложения для оказания образовательных услуг
Разработка и бизнес-администрирования проекта по созданию веб-приложения для оказания образовательных услуг Группа Секретная лаборатория
Группа Секретная лаборатория Введение в Typescript. Информационный видеосервис для разработчиков программного обеспечения
Введение в Typescript. Информационный видеосервис для разработчиков программного обеспечения Тема: «Количество информации как мера уменьшения неопределенности знания» Класс: 10
Тема: «Количество информации как мера уменьшения неопределенности знания» Класс: 10 Моделирование артефактов исторической техники в SketchUp
Моделирование артефактов исторической техники в SketchUp Microsoft Office. Краткая характеристика изученных программ
Microsoft Office. Краткая характеристика изученных программ Как построить digital PR кампанию в сегменте B2B
Как построить digital PR кампанию в сегменте B2B Revision sdp5
Revision sdp5 Синтаксис и алфавит языка Си. (Лекция 2)
Синтаксис и алфавит языка Си. (Лекция 2) Инструкция оператора SD. Этап обработки запроса
Инструкция оператора SD. Этап обработки запроса Протоколы маршрутизации
Протоколы маршрутизации