- Перспективы применения оборудования для SLM-технологии

Содержание
- 2. SLM (SELECTIVE LASER MELTING) — ТЕХНОЛОГИЯ 3D-ПЕЧАТИ SLM или Selective laser melting — инновационная технология производства
- 3. Технология является методом аддитивного производства и использует мощные лазеры для создания трехмерных физических объектов. Данный процесс
- 4. Установки SLM помогают решать сложные производственные задачи промышленных предприятий, работающих в авиакосмической, энергетической, машиностроительной и приборостроительной
- 5. ПРЕИМУЩЕСТВА Решение сложных технологических задач Производство изделий со сложной геометрией, с внутренними полостями и каналами конформного
- 6. ОБЛАСТИ ПРИМЕНЕНИЯ Изготовление функциональных деталей для работы в составе различных узлов и агрегатов Изготовление сложных конструкций,
- 7. КАК ЭТО РАБОТАЕТ Процесс печати начинается с разделения цифровой 3D-модели изделия на слои толщиной от 20
- 8. Процесс построения изделий происходит в камере SLM машины, заполненной инертным газом аргон или азот (в зависимости
- 9. МАТЕРИАЛЫ Наиболее популярными материалами являются порошковые металлы и сплавы, включая нержавеющую сталь, инструментальную сталь, кобальт-хромовые сплавы,
- 10. 3D-ПРИНТЕР ПО МЕТАЛЛУ SLM SOLUTIONS SLM 125 SLM 125 — компактная установка селективного лазерного плавления. Применяется
- 11. Гибкость настройки Машина SLM 125 поставляется вместе с современным программным обеспечением, позволяющим работать с любыми CAD-данными.
- 12. Широкие возможности применения SLM 125 работает со многими металлами и сплавами, такими как инструментальная и нержавеющая
- 14. Скачать презентацию
SLM (SELECTIVE LASER MELTING) —
ТЕХНОЛОГИЯ 3D-ПЕЧАТИ
SLM или Selective laser melting
SLM (SELECTIVE LASER MELTING) —
ТЕХНОЛОГИЯ 3D-ПЕЧАТИ
SLM или Selective laser melting
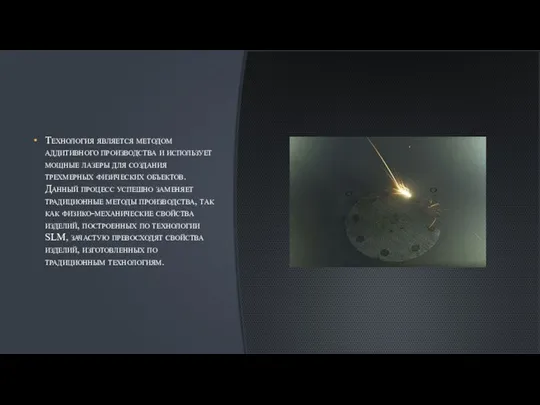
Технология является методом аддитивного производства и использует мощные лазеры для создания
Технология является методом аддитивного производства и использует мощные лазеры для создания
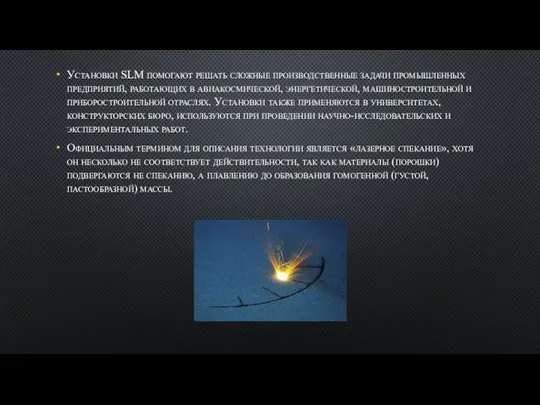
Установки SLM помогают решать сложные производственные задачи промышленных предприятий, работающих в
Установки SLM помогают решать сложные производственные задачи промышленных предприятий, работающих в
ПРЕИМУЩЕСТВА
Решение сложных технологических задач
Производство изделий со сложной геометрией, с внутренними полостями
ПРЕИМУЩЕСТВА
Решение сложных технологических задач
Производство изделий со сложной геометрией, с внутренними полостями
ОБЛАСТИ ПРИМЕНЕНИЯ
Изготовление функциональных деталей для работы в составе различных узлов и
ОБЛАСТИ ПРИМЕНЕНИЯ
Изготовление функциональных деталей для работы в составе различных узлов и
КАК ЭТО РАБОТАЕТ
Процесс печати начинается с разделения цифровой 3D-модели изделия на
КАК ЭТО РАБОТАЕТ
Процесс печати начинается с разделения цифровой 3D-модели изделия на
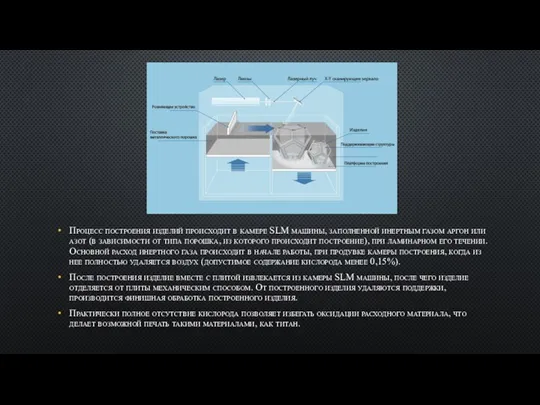
Процесс построения изделий происходит в камере SLM машины, заполненной инертным газом
Процесс построения изделий происходит в камере SLM машины, заполненной инертным газом

МАТЕРИАЛЫ
Наиболее популярными материалами являются порошковые металлы и сплавы, включая нержавеющую сталь,
МАТЕРИАЛЫ
Наиболее популярными материалами являются порошковые металлы и сплавы, включая нержавеющую сталь,
3D-ПРИНТЕР ПО МЕТАЛЛУ
SLM SOLUTIONS SLM 125
SLM 125 — компактная установка селективного
3D-ПРИНТЕР ПО МЕТАЛЛУ
SLM SOLUTIONS SLM 125
SLM 125 — компактная установка селективного
Гибкость настройки
Машина SLM 125 поставляется вместе с современным программным обеспечением, позволяющим
Гибкость настройки
Машина SLM 125 поставляется вместе с современным программным обеспечением, позволяющим
Широкие возможности применения
SLM 125 работает со многими металлами и сплавами, такими
Широкие возможности применения
SLM 125 работает со многими металлами и сплавами, такими
 Основные правила создания презентации
Основные правила создания презентации Компьютерная этика
Компьютерная этика Информатика 3-4 класс
Информатика 3-4 класс мультимедиа Microsoft PowerPoint
мультимедиа Microsoft PowerPoint Презентация "решать Новые ''вилы'' от Мин.образования" - скачать презентации по Информатике
Презентация "решать Новые ''вилы'' от Мин.образования" - скачать презентации по Информатике STL Числовые пределы
STL Числовые пределы Векторная графика. Часть 1
Векторная графика. Часть 1 Тема 3. Проекты Access
Тема 3. Проекты Access Самый умный по информатике
Самый умный по информатике AlarusApp
AlarusApp Проект Госуслуги: ваша оценка
Проект Госуслуги: ваша оценка Графики и диаграммы
Графики и диаграммы Одномерные массивы целых чисел. Алгоритмизация и программирование
Одномерные массивы целых чисел. Алгоритмизация и программирование основные элементы окна редактора PowerPoint
основные элементы окна редактора PowerPoint Программное обеспечение. Виды прикладных программ
Программное обеспечение. Виды прикладных программ Алгоритм и его формальное исполнение
Алгоритм и его формальное исполнение Для чего нужна вода Окружающий мир 2 класс
Для чего нужна вода Окружающий мир 2 класс  Další komponenty Gui Návrhový vzor Observer
Další komponenty Gui Návrhový vzor Observer Презентация "Полетно-информационное обслуживание малой авиации" - скачать презентации по Информатике
Презентация "Полетно-информационное обслуживание малой авиации" - скачать презентации по Информатике Программирование сопроцессорного модуля SM-Application преобразователя частоты Unidrive SP с помощью программы SYPT Pro
Программирование сопроцессорного модуля SM-Application преобразователя частоты Unidrive SP с помощью программы SYPT Pro Логика высказываний Алгоритм построения таблиц истинности Автор: Сергеев Евгений Викторович МОУ СОШ №4 г. Миньяра Челябинск
Логика высказываний Алгоритм построения таблиц истинности Автор: Сергеев Евгений Викторович МОУ СОШ №4 г. Миньяра Челябинск Внедрение и сопровождение 1С
Внедрение и сопровождение 1С Музыкальная информатика
Музыкальная информатика Презентация "Macromedia Flash - загадочный мир анимации" - скачать презентации по Информатике
Презентация "Macromedia Flash - загадочный мир анимации" - скачать презентации по Информатике Программа. Программирование на алгоритмическом языке
Программа. Программирование на алгоритмическом языке Программирование в среде Windows
Программирование в среде Windows Проверила: Сарапулова Ольга Валерьевна Выполнила: Санникова Екатерина Владимировна
Проверила: Сарапулова Ольга Валерьевна Выполнила: Санникова Екатерина Владимировна Data Mining
Data Mining