- Структура и запись управляющей программы

Содержание
- 2. Управляющая программа – это совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка для обработки
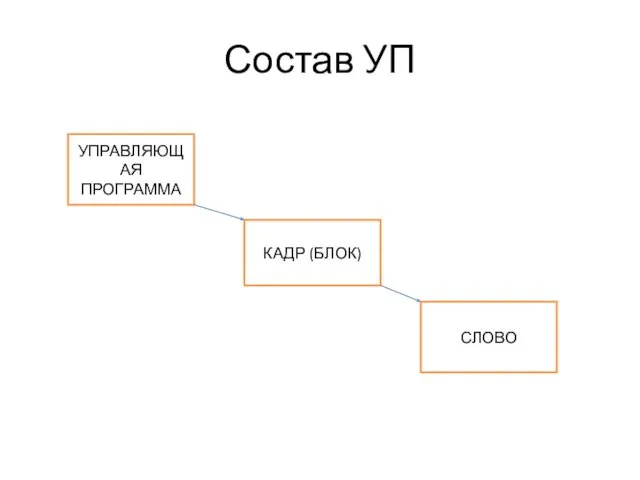
- 3. Состав УП УПРАВЛЯЮЩАЯ ПРОГРАММА КАДР (БЛОК) СЛОВО
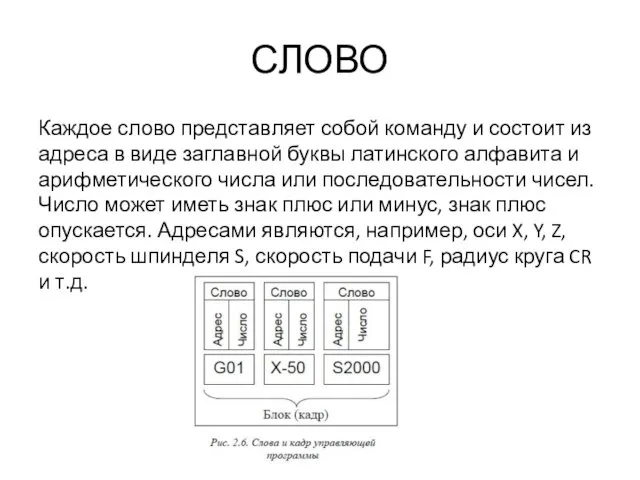
- 4. СЛОВО Каждое слово представляет собой команду и состоит из адреса в виде заглавной буквы латинского алфавита
- 5. Адреса бывают модальными и немодальными Модальные - действуют в интервале нескольких блоков, пока не будет введено
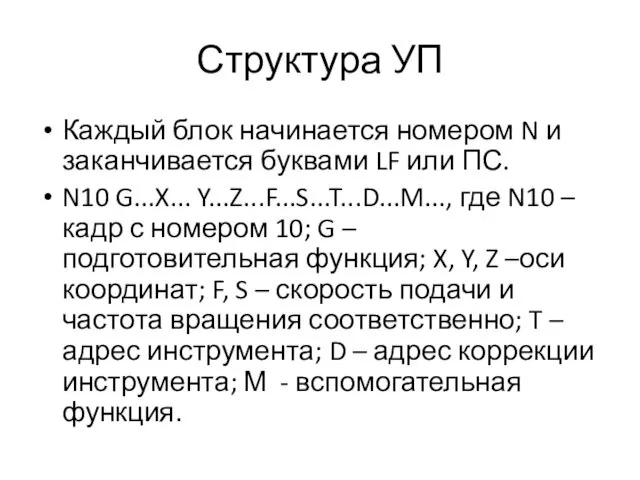
- 6. Структура УП Каждый блок начинается номером N и заканчивается буквами LF или ПС. N10 G...X... Y...Z...F...S...T...D...M...,
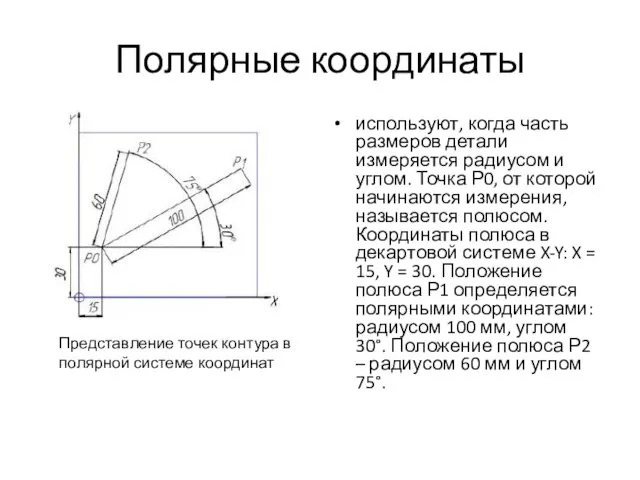
- 7. Полярные координаты используют, когда часть размеров детали измеряется радиусом и углом. Точка Р0, от которой начинаются
- 8. Размеры Точки обрабатываемого контура детали или эквидистанты движения режущего инструмента имеют координаты, которые зависят от размеров
- 10. Абсолютные размеры программируются словом G90, а инкрементальные – словом G91. Команды G90 и G91 применяются для
- 11. Последовательность программирования 1) Каждый кадр УП содержит геометрические и технологические данные, необходимые для обработки одного элементарного
- 12. 2)Программист записывает в УП кадры, которые содержат информацию о работе исполнительных органов станка: величины перемещения по
- 14. Скачать презентацию
Управляющая программа – это совокупность команд на языке программирования, соответствующая заданному
Управляющая программа – это совокупность команд на языке программирования, соответствующая заданному
Состав УП
УПРАВЛЯЮЩАЯ ПРОГРАММА
КАДР (БЛОК)
СЛОВО
Состав УП
УПРАВЛЯЮЩАЯ ПРОГРАММА
КАДР (БЛОК)
СЛОВО
СЛОВО
Каждое слово представляет собой команду и состоит из адреса в виде
СЛОВО
Каждое слово представляет собой команду и состоит из адреса в виде
Адреса бывают модальными и немодальными
Модальные - действуют в интервале нескольких блоков,
Адреса бывают модальными и немодальными
Модальные - действуют в интервале нескольких блоков,
Структура УП
Каждый блок начинается номером N и заканчивается буквами LF или
Структура УП
Каждый блок начинается номером N и заканчивается буквами LF или
Полярные координаты
используют, когда часть размеров детали измеряется радиусом и углом. Точка
Полярные координаты
используют, когда часть размеров детали измеряется радиусом и углом. Точка
Размеры
Точки обрабатываемого контура детали или эквидистанты движения режущего инструмента имеют координаты,
Размеры
Точки обрабатываемого контура детали или эквидистанты движения режущего инструмента имеют координаты,
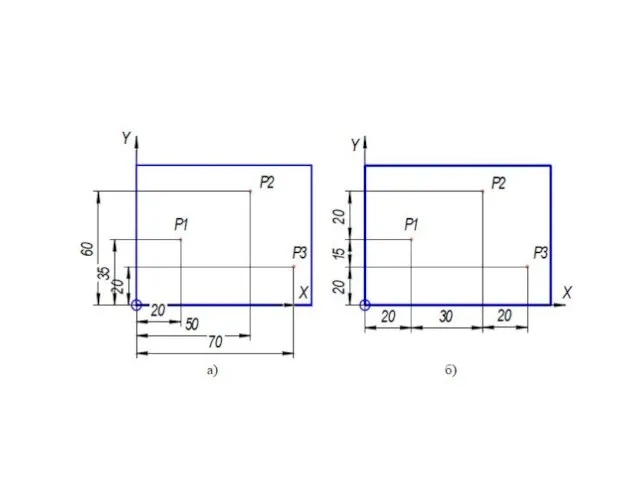
Абсолютные размеры программируются словом G90, а инкрементальные – словом G91. Команды
Абсолютные размеры программируются словом G90, а инкрементальные – словом G91. Команды
Последовательность программирования
1) Каждый кадр УП содержит геометрические и технологические данные, необходимые
Последовательность программирования
1) Каждый кадр УП содержит геометрические и технологические данные, необходимые
2)Программист записывает в УП кадры, которые содержат информацию о работе исполнительных
2)Программист записывает в УП кадры, которые содержат информацию о работе исполнительных
 Информатика. Материалы к лекции 4. Основные понятия ООП. Объектная модель MS Excel. Программа табулирования функции
Информатика. Материалы к лекции 4. Основные понятия ООП. Объектная модель MS Excel. Программа табулирования функции Системы обработки текстов
Системы обработки текстов Проект приложения Карманная регистратура
Проект приложения Карманная регистратура Базы данных в электронных таблицах
Базы данных в электронных таблицах Ведение в предмет информатики
Ведение в предмет информатики Устройство компьютера. Обобщение материала
Устройство компьютера. Обобщение материала Отладка и тестирование программного продукта на уровне модулей. Трансляторы
Отладка и тестирование программного продукта на уровне модулей. Трансляторы Современный фотоальбом
Современный фотоальбом Задачи на взаимно однозначное соответствие
Задачи на взаимно однозначное соответствие AMS partner. Софты
AMS partner. Софты Внешние (периферийные) устройства персонального компьютера Выполнила: студентка ФМ1-3 Федорышкина Наталья
Внешние (периферийные) устройства персонального компьютера Выполнила: студентка ФМ1-3 Федорышкина Наталья Аналитическое библиографическое описание
Аналитическое библиографическое описание Информационные ресурсы корпоративных информационных систем
Информационные ресурсы корпоративных информационных систем Основи комп’ютерної графіки
Основи комп’ютерної графіки Создание и редактирование таблиц в текстовом редакторе MS Word
Создание и редактирование таблиц в текстовом редакторе MS Word Язык запросов к данным QBE
Язык запросов к данным QBE Нормализация Алгоритм. Методические указания к выполнению курсовой работы по дисциплине РИЭАИС
Нормализация Алгоритм. Методические указания к выполнению курсовой работы по дисциплине РИЭАИС Операторы цикла в среде программирования Pascal ABC Сдвоенный урок информатики в 9 классе МБОУ СОШ пгт Ерофей Павлович
Операторы цикла в среде программирования Pascal ABC Сдвоенный урок информатики в 9 классе МБОУ СОШ пгт Ерофей Павлович Основы логики и логические основы компьютера. Формы мышления.
Основы логики и логические основы компьютера. Формы мышления. Планирование исследования. Определение размера выборки
Планирование исследования. Определение размера выборки Художники. База данных
Художники. База данных Задачи по информатике
Задачи по информатике InsureTech как драйвер развития страхового рынка
InsureTech как драйвер развития страхового рынка Дискретные модели данных в компьютере. Представление текста, графики и звука
Дискретные модели данных в компьютере. Представление текста, графики и звука Компьютерное моделирование
Компьютерное моделирование Системы искусственного интеллекта. Голосовой помощник Алиса
Системы искусственного интеллекта. Голосовой помощник Алиса программа TCAS
программа TCAS Структури. Описання шаблона структури
Структури. Описання шаблона структури