- Абразивные инструменты

Содержание
- 2. Абразивный инструмент служит для абразивной обработки (шлифования, притирки, полирования и др.); изготовляется из абразивов и связки.
- 3. Зернистость шлифовального материала
- 4. Зернистость абразивов определяется размером зерен материала и зерновым составом. (Зерна добывают дроблением кусков охлажденного расплава электрокорунда
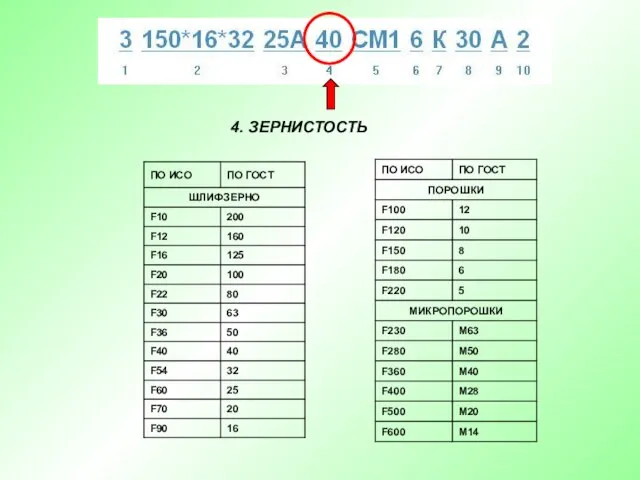
- 5. Согласно ГОСТу зернистость микропорошков до 63 мкм обозначается буквой "М" плюс размер шлифзерна в микронах -
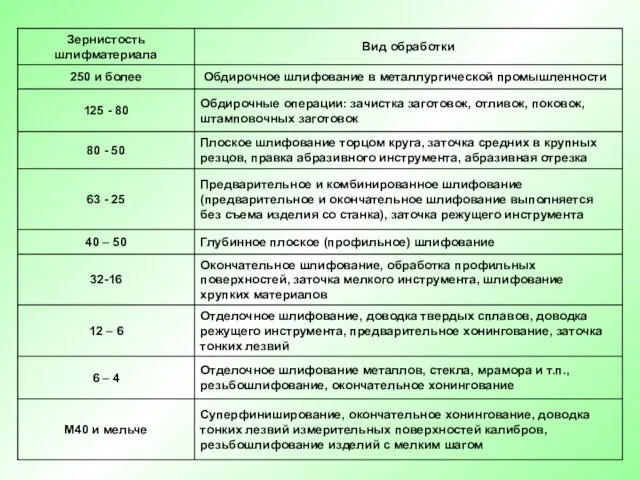
- 6. Зернистость абразивного материала имеет существенное значение при выборе инструмента для операции абразивной обработки Зернистость выбирается в
- 7. Крупнозернистые инструменты применяются: ● при обдирочных и предварительных операциях с большой глубиной резания, когда удаляются большие
- 8. Средне- и мелкозернистые инструменты применяются: ●для получения шероховатости поверхности 0,32 - 0,08 мкм; ●при обработке закаленных
- 10. Маркировка абразивного зерна
- 11. Маркировка шлифматериалов - это комбинация цифр и букв. Согласно ГОСТу 28818-90 электрокорунд нормальный имеет следующие обозначения
- 12. Маркировка абразивных материалов
- 13. Виды связок абразивного инструмента
- 14. Связка – собственно связующее вещество и наполнители. Вид связки имеет определяющее значение для прочности и режимов
- 15. В производстве абразивного инструмента применяют два вида связок: неорганические (минерального происхождения) и органические. К органическим связкам
- 16. Керамическая связка Керамическая связка чаще всего представляет собой многокомпонентную смесь, составленную в определенных пропорциях из измельченных
- 17. Бакелитовая связка Бакелитовая связка, или же - смолянистая связка изготавливается на основе фенолформальдегидной смолы. В изготовлении
- 18. Вулканитовая связка Представляет собой многокомпонентную композицию, основной компонент – синтетический каучук. В качестве добавок: вулканизирующий агент
- 19. Глифталевая связка Является продуктом взаимодействия глицерина с фталевым ангидридом. Обладает низкой теплостойкостью (120оС), невысокой твердостью позволяет
- 20. Поливинилформалевая связка Представляет собой вспененный поливинилформаль. Другое название кругов на основе этой связки – поропластовые. Используются
- 21. Эпоксидная и полиэфирная связки В основном применяются для изготовления галтовочных тел, абразивных изделий используемых во вращающихся
- 22. Твердость абразивных инструментов
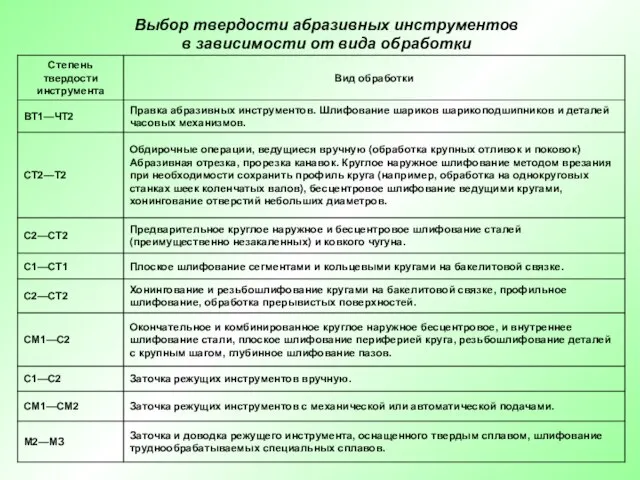
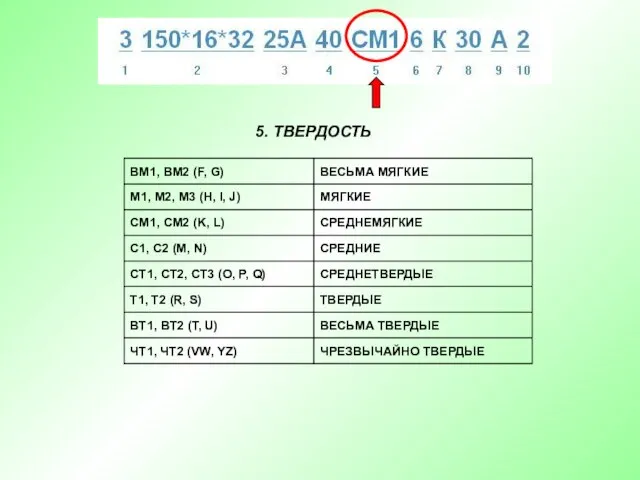
- 23. Твердость инструмента в значительной степени определяет производительность труда при обработке и качество обработанной детали. Абразивные зерна
- 24. Выбор твердости абразивных инструментов в зависимости от вида обработки
- 25. Структура абразивных инструментов
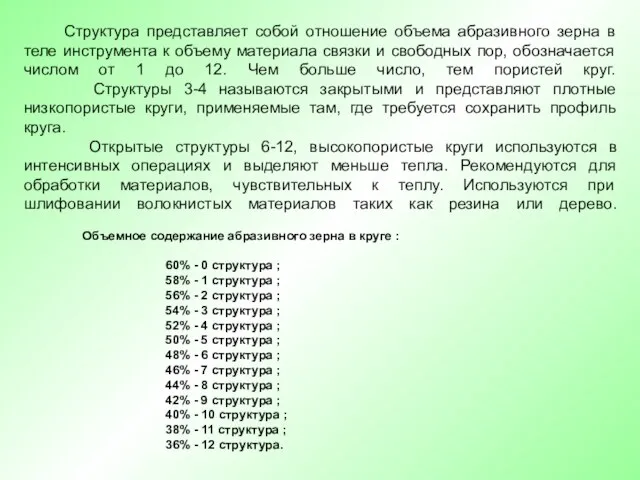
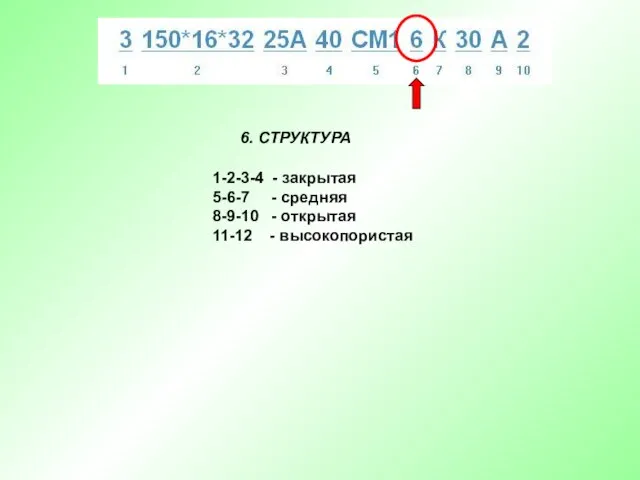
- 26. Структура представляет собой отношение объема абразивного зерна в теле инструмента к объему материала связки и свободных
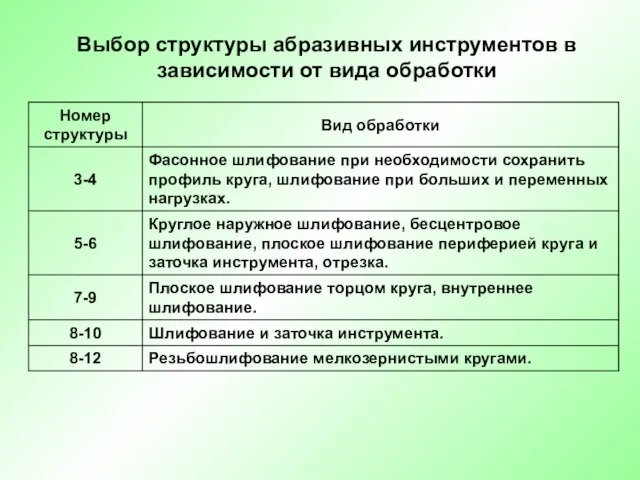
- 27. Выбор структуры абразивных инструментов в зависимости от вида обработки
- 28. Маркировка абразивного инструмента
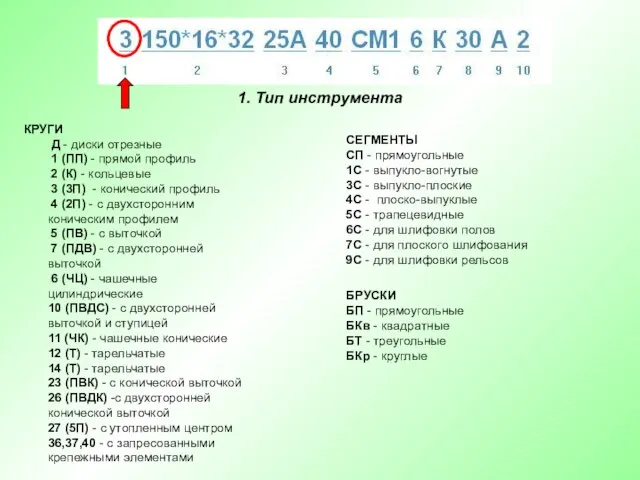
- 29. 1. Тип инструмента
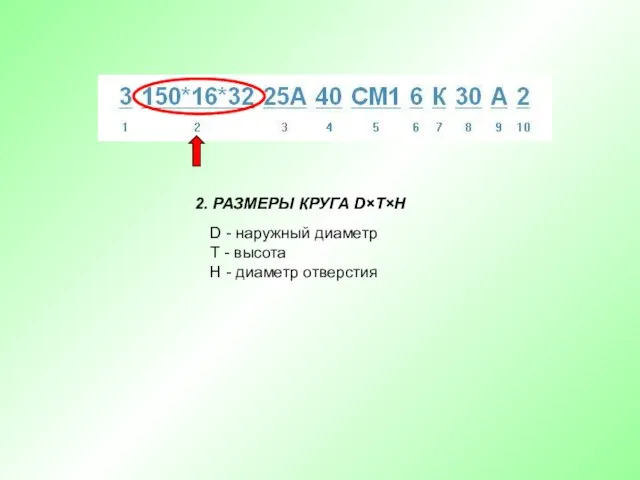
- 30. 2. РАЗМЕРЫ КРУГА D×T×H
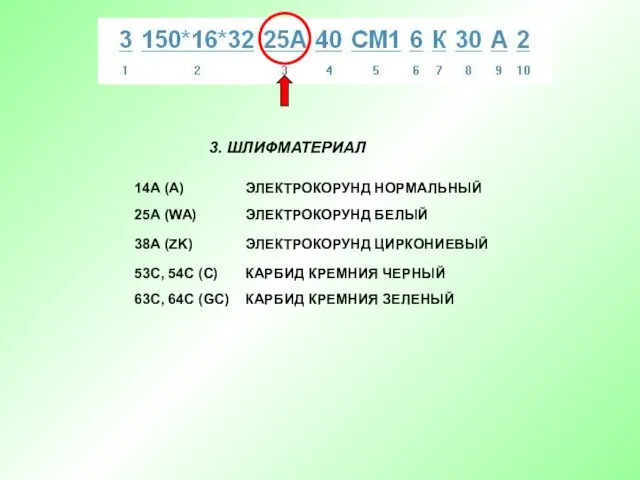
- 31. 3. ШЛИФМАТЕРИАЛ
- 32. 4. ЗЕРНИСТОСТЬ
- 33. 5. ТВЕРДОСТЬ
- 34. 6. СТРУКТУРА
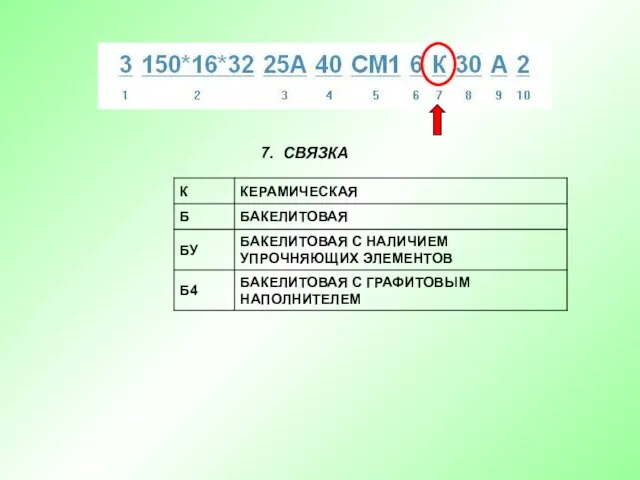
- 35. 7. СВЯЗКА
- 36. 8. РАБОЧАЯ СКОРОСТЬ, М/С
- 37. 9. КЛАСС ТОЧНОСТИ
- 38. 10. КЛАСС НЕУРАВНОВЕШЕННОСТИ
- 39. Основные виды абразивного инструмента
- 40. Круги шлифовальные Тип 1 круг предназначен для плоского, круглого, бесцентрового, внутреннего шлифования, заточки, прорезки пазов, ГОСТ
- 41. Тип 2 (К) круг кольцевой для плоского шлифования, заточки. ГОСТ 2424-83, ТУ 3981-013-00221209-2000
- 42. Тип 3 (3П) круг с коническим профилем предназначены для заточки, шлицешлифования, зубошлифования. ГОСТ 2424-83, ТУ 3981-013-00221209-2000
- 43. Тип 4(2П) круг с двухсторонним коническим профилем предназначены для зубошлифования, резьбошлифования, заточки. ГОСТ 2424-83, ТУ 3981-013-00221209-2000
- 44. Тип 5 (ПВ) круг предназначен для плоского, круглого наружного шлифования, заточки, внутреннего шлифования. ГОСТ 2424-83, ТУ
- 45. Тип 6 (ЧЦ) круг чашечный цилиндрический предназначен для плоского, круглого наружного шлифования, заточки. ГОСТ 2424-83, ТУ
- 46. Тип 7 (ПВД) круг с двухсторонней выточкой предназначен для плоского, круглого наружного шлифования, шелушения круп. ГОСТ
- 47. Тип 10 круг с двухсторонней выточкой и ступицей предназначен для шлифования калибровых скоб, штангенциркулей и т.д.
- 48. Тип 11 (ЧК) круг чашечный конический предназначен для плоского шлифования , шлицешлифования, заточки. ГОСТ 2424-83
- 49. Тип 12 (Т) круг тарельчатый плоский предназначен для заточки инструмента, прорезки канавок ГОСТ 2424-83, ТУ 3981-013-00221209-2000
- 50. Тип 14 (I T) круг тарельчатый предназначен для заточки инструмента, прорезки канавок. ГОСТ 2424-83, ТУ 3981-013-00221209-2000
- 51. Тип 23 (ПВК) круг с конической и цилиндрической выточкой с одной стороны предназначен для одновременной обработки
- 52. Тип 36 (ПН) круги с вклеенными крепежными элементами. Предназначены для плоского шлифования. Изготавливаются по согласованным чертежам.
- 53. Абразивные червячные круги. Предназначены для шлифования зубчатых колес методом обкатки. Сегментные абразивные круги. Предназначены для плоского
- 54. Отрезные и зачистные круги
- 55. Абразивные инструменты на гибкой основе Инструмент, изготовленный из абразивов на гибкой основе, применяется для обработки изделий
- 56. Круг лепестковый радиальный КЛ ГОСТ 22775-77
- 57. Круг лепестковый радиальный КЛО ГОСТ 22775-77
- 58. Круг лепестковый торцевой ТУ 3985 - 007 - 00221209 - 98 КЛТ1 КЛТ2 КЛТ4
- 59. Диски шлифовальные фибровые ТУ 3987-006-00221209-98
- 60. Ленты бесконечные и шлифовальная шкурка Ленты бесконечные из шлифовальной шкурки на бумажной, тканевой и комбинированной основах
- 61. Бруски и сегменты Бруски предназначены для шлифовальной обработки различных поверхностей вручную, производятся на керамической или бакелитовой
- 63. Алмазный шлифовальный инструмент Алмазный диск состоит из двух основных элементов: металлического корпуса и алмазного режущего слоя.
- 65. Скачать презентацию
Абразивный инструмент служит для абразивной обработки (шлифования, притирки, полирования и
Абразивный инструмент служит для абразивной обработки (шлифования, притирки, полирования и
Зернистость шлифовального
материала
Зернистость шлифовального
материала
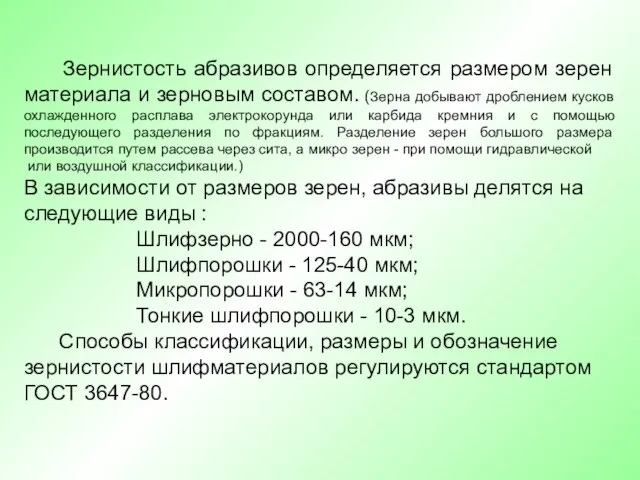
Зернистость абразивов определяется размером зерен материала и зерновым составом. (Зерна
Зернистость абразивов определяется размером зерен материала и зерновым составом. (Зерна
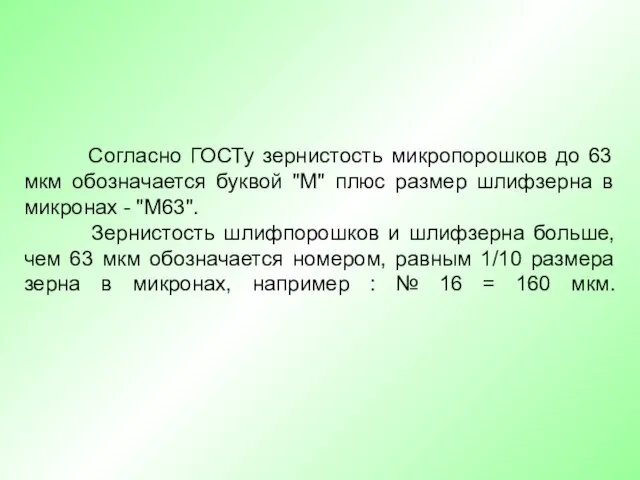
Согласно ГОСТу зернистость микропорошков до 63 мкм обозначается буквой "М"
Согласно ГОСТу зернистость микропорошков до 63 мкм обозначается буквой "М"
Зернистость абразивного материала имеет существенное значение при выборе инструмента для
Зернистость абразивного материала имеет существенное значение при выборе инструмента для
Крупнозернистые инструменты применяются:
● при обдирочных и предварительных операциях с
Крупнозернистые инструменты применяются:
● при обдирочных и предварительных операциях с
Средне- и мелкозернистые инструменты применяются:
●для получения шероховатости поверхности 0,32 -
Средне- и мелкозернистые инструменты применяются:
●для получения шероховатости поверхности 0,32 -
Маркировка абразивного зерна
Маркировка абразивного зерна
Маркировка шлифматериалов - это комбинация цифр и букв. Согласно ГОСТу
Маркировка шлифматериалов - это комбинация цифр и букв. Согласно ГОСТу

Маркировка абразивных материалов
Маркировка абразивных материалов

Виды связок абразивного инструмента
Виды связок абразивного инструмента
Связка – собственно связующее вещество и наполнители. Вид связки имеет
Связка – собственно связующее вещество и наполнители. Вид связки имеет
В производстве абразивного инструмента применяют два вида связок: неорганические (минерального
В производстве абразивного инструмента применяют два вида связок: неорганические (минерального
Керамическая связка
Керамическая связка чаще всего представляет собой многокомпонентную смесь, составленную
Керамическая связка
Керамическая связка чаще всего представляет собой многокомпонентную смесь, составленную
Бакелитовая связка
Бакелитовая связка, или же - смолянистая связка изготавливается на
Бакелитовая связка
Бакелитовая связка, или же - смолянистая связка изготавливается на
Вулканитовая связка
Представляет собой многокомпонентную композицию, основной компонент – синтетический каучук.
Вулканитовая связка
Представляет собой многокомпонентную композицию, основной компонент – синтетический каучук.
Глифталевая связка
Является продуктом взаимодействия глицерина с фталевым ангидридом. Обладает низкой
Глифталевая связка
Является продуктом взаимодействия глицерина с фталевым ангидридом. Обладает низкой
Поливинилформалевая связка
Представляет собой вспененный поливинилформаль. Другое название кругов на основе
Поливинилформалевая связка
Представляет собой вспененный поливинилформаль. Другое название кругов на основе
Эпоксидная и полиэфирная связки
В основном применяются для изготовления галтовочных
Эпоксидная и полиэфирная связки
В основном применяются для изготовления галтовочных
Твердость абразивных
инструментов
Твердость абразивных
инструментов
Твердость инструмента в значительной степени определяет производительность труда при обработке
Твердость инструмента в значительной степени определяет производительность труда при обработке
Выбор твердости абразивных инструментов
в зависимости от вида обработки
Выбор твердости абразивных инструментов
в зависимости от вида обработки
Структура абразивных
инструментов
Структура абразивных
инструментов
Структура представляет собой отношение объема абразивного зерна в теле инструмента
Структура представляет собой отношение объема абразивного зерна в теле инструмента
Выбор структуры абразивных инструментов в
зависимости от вида обработки
Выбор структуры абразивных инструментов в
зависимости от вида обработки
Маркировка абразивного
инструмента
Маркировка абразивного
инструмента
1. Тип инструмента
1. Тип инструмента
2. РАЗМЕРЫ КРУГА D×T×H
2. РАЗМЕРЫ КРУГА D×T×H
3. ШЛИФМАТЕРИАЛ
3. ШЛИФМАТЕРИАЛ
4. ЗЕРНИСТОСТЬ
4. ЗЕРНИСТОСТЬ
5. ТВЕРДОСТЬ
5. ТВЕРДОСТЬ
6. СТРУКТУРА
6. СТРУКТУРА
7. СВЯЗКА
7. СВЯЗКА
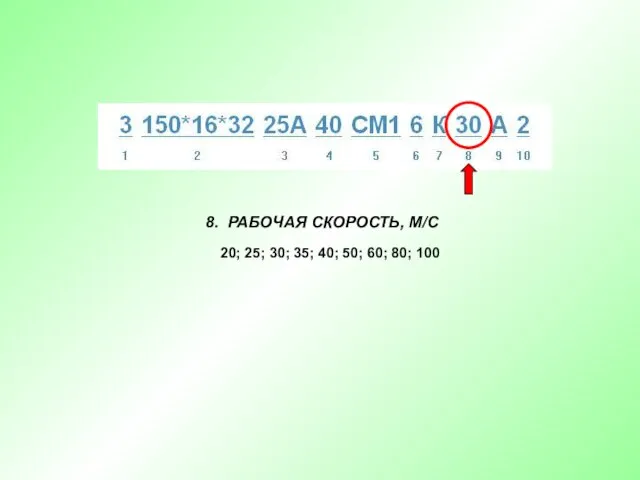
8. РАБОЧАЯ СКОРОСТЬ, М/С
8. РАБОЧАЯ СКОРОСТЬ, М/С
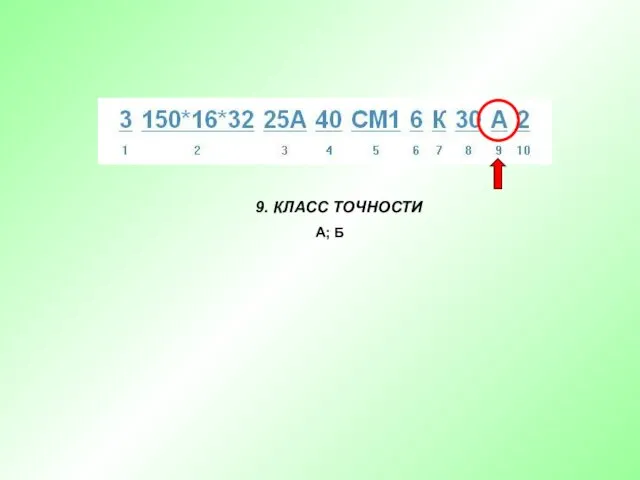
9. КЛАСС ТОЧНОСТИ
9. КЛАСС ТОЧНОСТИ
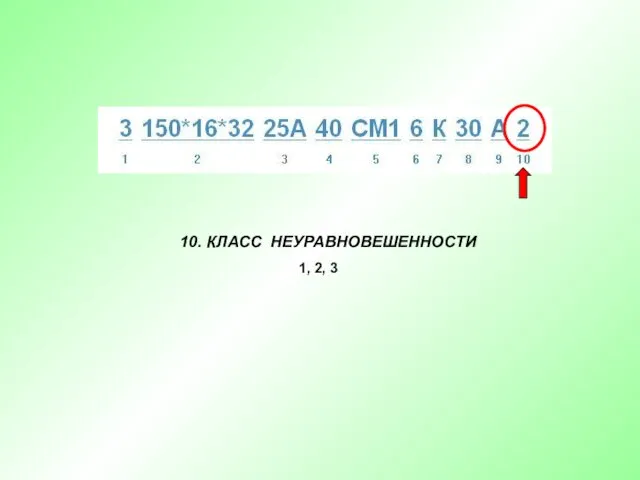
10. КЛАСС НЕУРАВНОВЕШЕННОСТИ
10. КЛАСС НЕУРАВНОВЕШЕННОСТИ

Основные виды абразивного
инструмента
Основные виды абразивного
инструмента
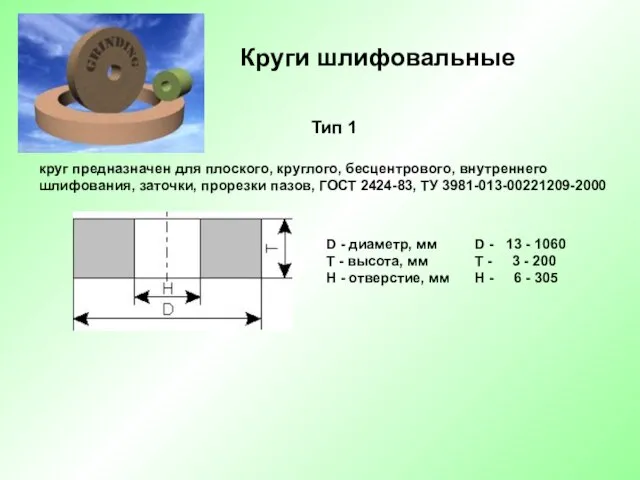
Круги шлифовальные
Тип 1
круг предназначен для плоского, круглого, бесцентрового, внутреннего
Круги шлифовальные
Тип 1
круг предназначен для плоского, круглого, бесцентрового, внутреннего
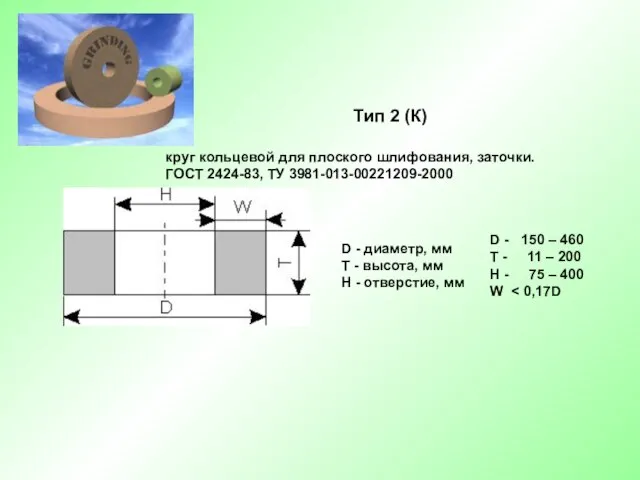
Тип 2 (К)
круг кольцевой для плоского шлифования, заточки.
ГОСТ 2424-83, ТУ
Тип 2 (К)
круг кольцевой для плоского шлифования, заточки.
ГОСТ 2424-83, ТУ
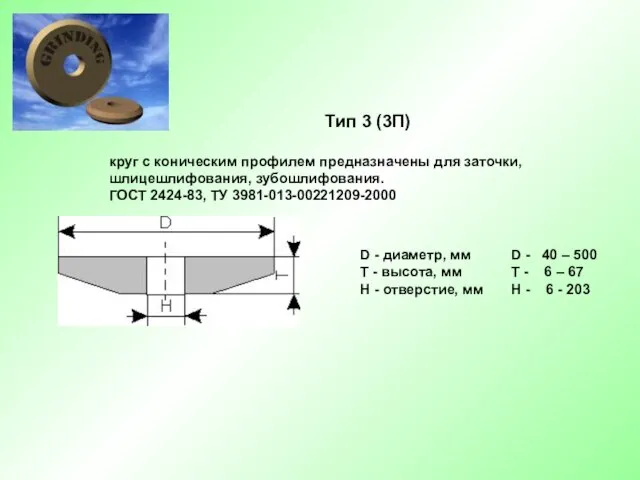
Тип 3 (3П)
круг с коническим профилем предназначены для заточки, шлицешлифования, зубошлифования.
Тип 3 (3П)
круг с коническим профилем предназначены для заточки, шлицешлифования, зубошлифования.
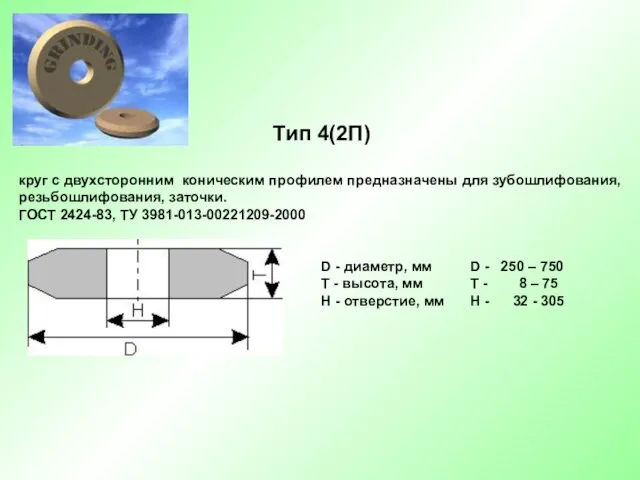
Тип 4(2П)
круг с двухсторонним коническим профилем предназначены для зубошлифования, резьбошлифования,
Тип 4(2П)
круг с двухсторонним коническим профилем предназначены для зубошлифования, резьбошлифования,
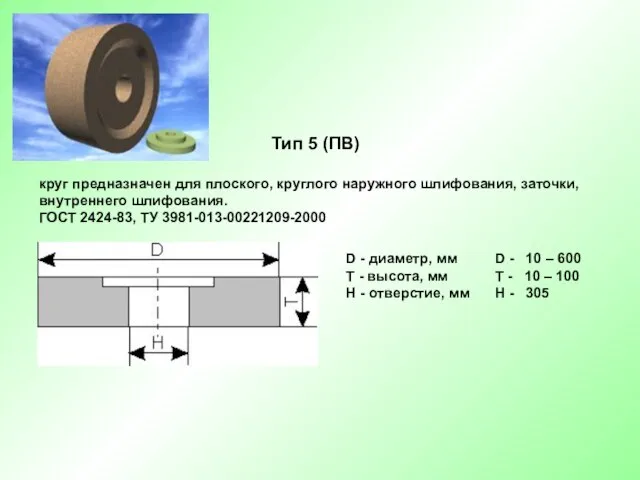
Тип 5 (ПВ)
круг предназначен для плоского, круглого наружного шлифования, заточки, внутреннего
Тип 5 (ПВ)
круг предназначен для плоского, круглого наружного шлифования, заточки, внутреннего
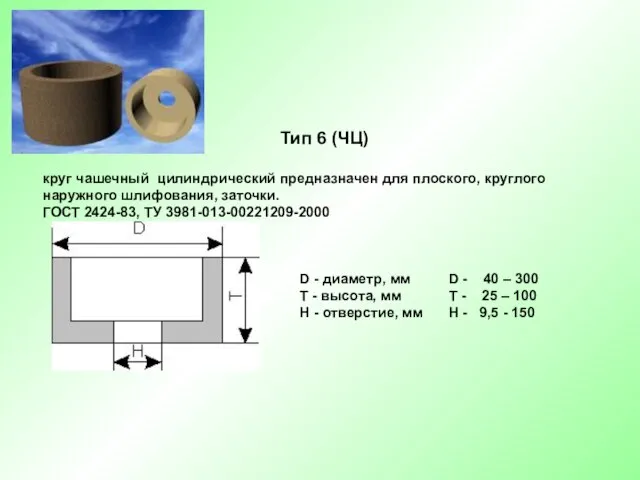
Тип 6 (ЧЦ)
круг чашечный цилиндрический предназначен для плоского, круглого наружного шлифования,
Тип 6 (ЧЦ)
круг чашечный цилиндрический предназначен для плоского, круглого наружного шлифования,
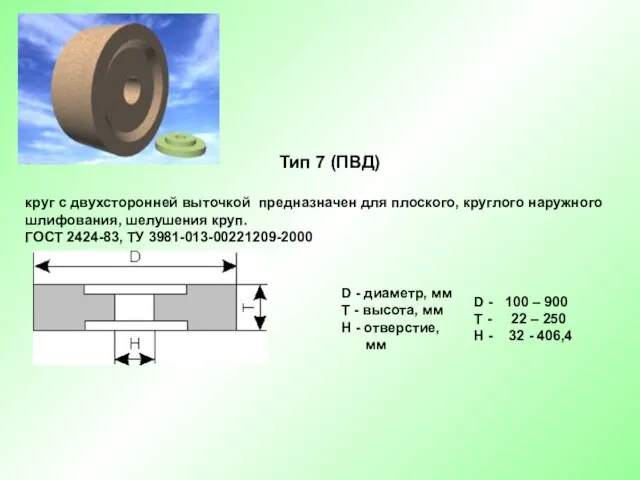
Тип 7 (ПВД)
круг с двухсторонней выточкой предназначен для плоского, круглого наружного
Тип 7 (ПВД)
круг с двухсторонней выточкой предназначен для плоского, круглого наружного
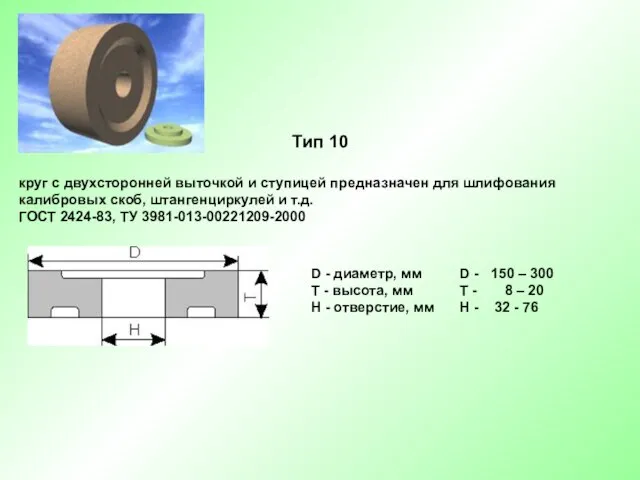
Тип 10
круг с двухсторонней выточкой и ступицей предназначен для шлифования
Тип 10
круг с двухсторонней выточкой и ступицей предназначен для шлифования
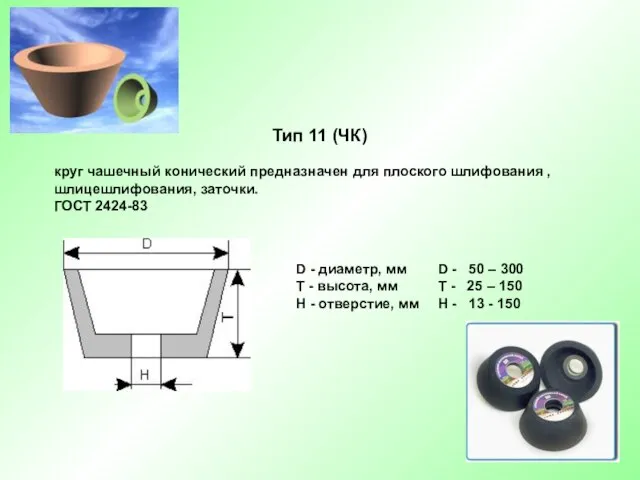
Тип 11 (ЧК)
круг чашечный конический предназначен для плоского шлифования , шлицешлифования,
Тип 11 (ЧК)
круг чашечный конический предназначен для плоского шлифования , шлицешлифования,
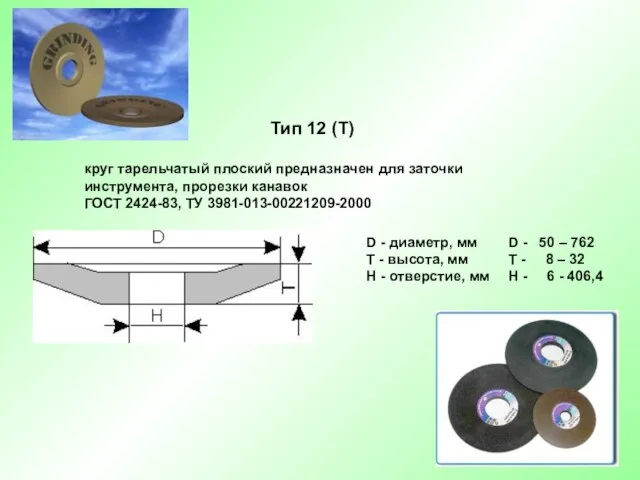
Тип 12 (Т)
круг тарельчатый плоский предназначен для заточки инструмента, прорезки канавок
Тип 12 (Т)
круг тарельчатый плоский предназначен для заточки инструмента, прорезки канавок
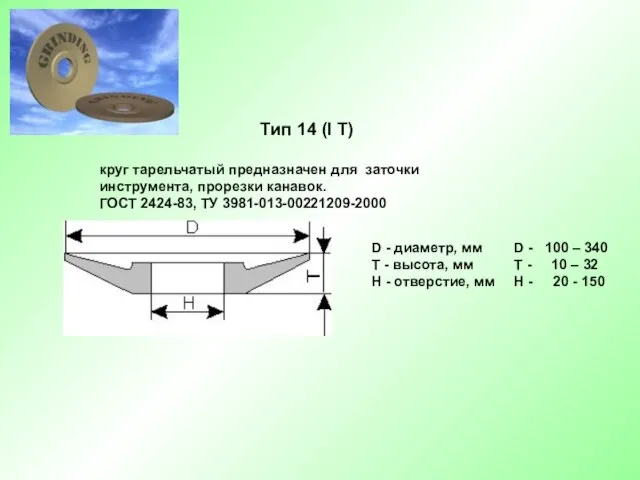
Тип 14 (I T)
круг тарельчатый предназначен для заточки инструмента, прорезки канавок.
Тип 14 (I T)
круг тарельчатый предназначен для заточки инструмента, прорезки канавок.
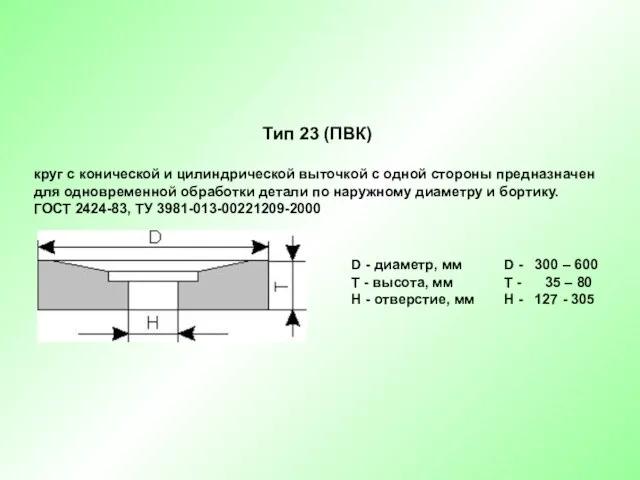
Тип 23 (ПВК)
круг с конической и цилиндрической выточкой с одной стороны
Тип 23 (ПВК)
круг с конической и цилиндрической выточкой с одной стороны
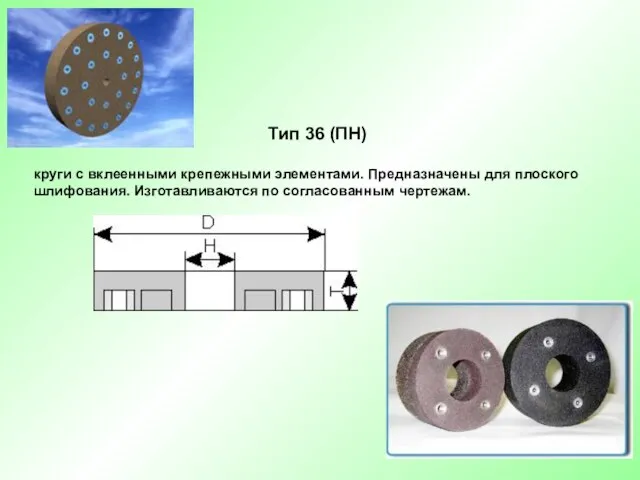
Тип 36 (ПН)
круги с вклеенными крепежными элементами. Предназначены для плоского шлифования.
Тип 36 (ПН)
круги с вклеенными крепежными элементами. Предназначены для плоского шлифования.

Абразивные червячные круги. Предназначены для шлифования зубчатых колес методом обкатки.
Сегментные
Сегментные
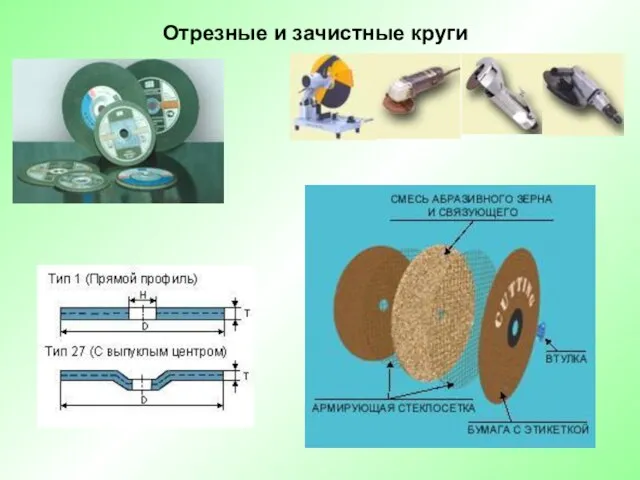
Отрезные и зачистные круги
Отрезные и зачистные круги

Абразивные инструменты на гибкой основе
Инструмент, изготовленный из абразивов на
Абразивные инструменты на гибкой основе
Инструмент, изготовленный из абразивов на

Круг лепестковый радиальный КЛ
ГОСТ 22775-77
Круг лепестковый радиальный КЛ
ГОСТ 22775-77

Круг лепестковый радиальный КЛО
ГОСТ 22775-77
Круг лепестковый радиальный КЛО
ГОСТ 22775-77
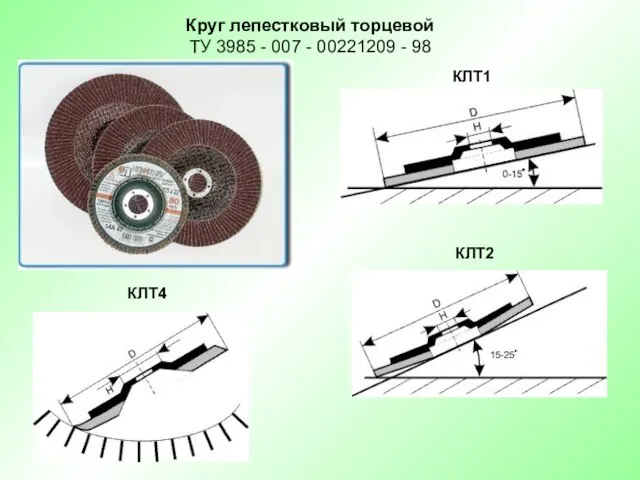
Круг лепестковый торцевой
ТУ 3985 - 007 - 00221209 - 98
Круг лепестковый торцевой
ТУ 3985 - 007 - 00221209 - 98
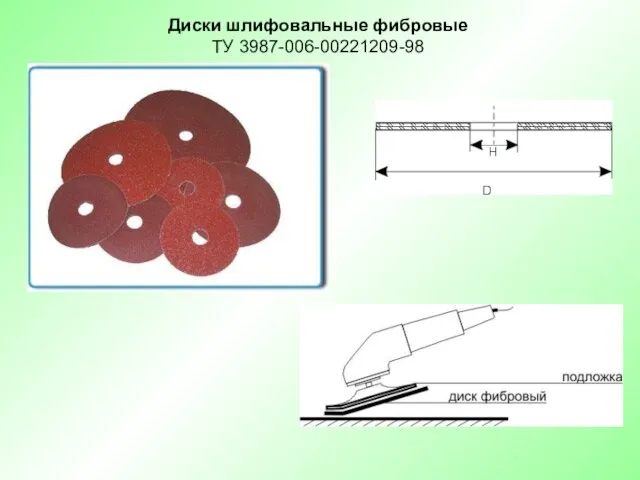
Диски шлифовальные фибровые
ТУ 3987-006-00221209-98
Диски шлифовальные фибровые
ТУ 3987-006-00221209-98

Ленты бесконечные и шлифовальная шкурка
Ленты бесконечные из шлифовальной шкурки на бумажной,
Ленты бесконечные и шлифовальная шкурка
Ленты бесконечные из шлифовальной шкурки на бумажной,

Бруски и сегменты
Бруски предназначены для шлифовальной обработки различных поверхностей вручную,
Бруски и сегменты
Бруски предназначены для шлифовальной обработки различных поверхностей вручную,
Алмазный шлифовальный инструмент
Алмазный диск состоит из двух основных элементов: металлического
Алмазный шлифовальный инструмент
Алмазный диск состоит из двух основных элементов: металлического
 Фундаментальные угрозы планетарной, общемировой и национальной безопасности России невоенного характера
Фундаментальные угрозы планетарной, общемировой и национальной безопасности России невоенного характера Дизельное топливо
Дизельное топливо Топливно – энергетический комплекс России (ТЭК)
Топливно – энергетический комплекс России (ТЭК) Построение чертежа основы фартука с элементами геометрии
Построение чертежа основы фартука с элементами геометрии Презентация Спортивная семья Бачериковых
Презентация Спортивная семья Бачериковых Моделирование и конструирование фартука
Моделирование и конструирование фартука Виртуальная ATC
Виртуальная ATC Внутренние устройства ПК
Внутренние устройства ПК Гармонические функции
Гармонические функции Разработка программы механические часы
Разработка программы механические часы 256504
256504 Vocabulary OS
Vocabulary OS Туристские маршруты Камчатки
Туристские маршруты Камчатки Открытка
Открытка Переработка текстильных отходов
Переработка текстильных отходов Асинхронные машины. Регулирование частоты вращения АД. Однофазный АД. Конденсаторный АД. Работа АД при обрыве фазы
Асинхронные машины. Регулирование частоты вращения АД. Однофазный АД. Конденсаторный АД. Работа АД при обрыве фазы Основы проектирования нефтегазовых объектов
Основы проектирования нефтегазовых объектов 20121206_esenin_s._a
20121206_esenin_s._a Родословное древо и поручение – 4
Родословное древо и поручение – 4 Полупроводники. Полупроводниковые приборы
Полупроводники. Полупроводниковые приборы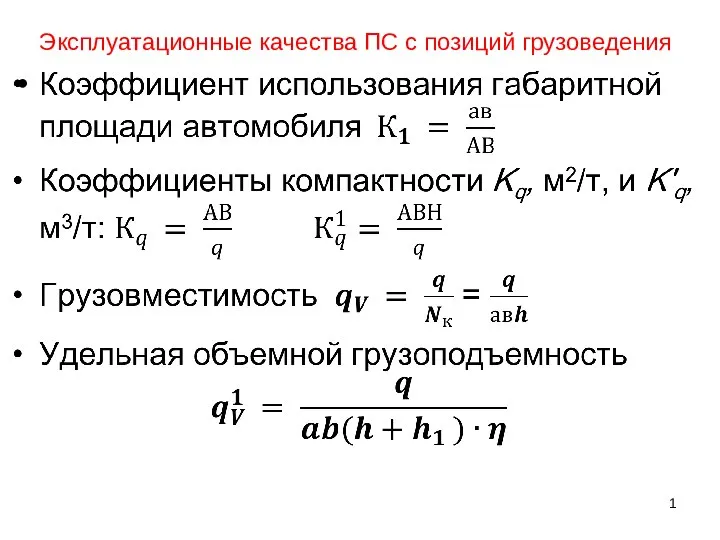 Эксплуатационные качества ПС с позиций грузоведения
Эксплуатационные качества ПС с позиций грузоведения День старинных игр и игрушек
День старинных игр и игрушек ТемаПостоян.магниты
ТемаПостоян.магниты Крупы и крупяные изделия
Крупы и крупяные изделия Дошкольное образование
Дошкольное образование преза 2
преза 2 презентация курс
презентация курс Справочные материалы по проектам из инвестиционного фонда РФ, IV квартал 2015 года
Справочные материалы по проектам из инвестиционного фонда РФ, IV квартал 2015 года