- Билеты для аттестации сварщиков

Содержание
- 2. Билет №1 Сварочная проволока, назначение сварочной проволоки и ее маркировка. Устройство сварочного автомата А1416. Технология сварки
- 3. Сварочная проволока, назначение сварочной проволоки и ее маркировка. Маркировка сварочной проволоки может иметь довольно сложный вид.
- 4. Обозначение Св-08Г2С может сообщать нам о следующем: Буквы СВ сообщают о том, что проволока является сварочной,
- 5. Устройство сварочного автомата А1416. Подвесной самоходный сварочный автомат А-1416 служит для автоматической дуговой сварки под слоем
- 6. Технология сварки кольцевых швов г/б 3-50.
- 7. Влияние примесей и способов выплавки сталей на свариваемость. Углерод (С) – одна из важнейших примесей, определяющая
- 8. Требования к персоналу, осуществляющему сварку сосудов, работающих под давлением. К производству сварочных работ допускаются сварщики, аттестованные
- 9. Билет №2 Углеродистые стали. Изменение свойств стали в зависимости от содержания углерода. Принцип сварки под слоем
- 10. Углеродистые стали. Изменение свойств стали в зависимости от содержания углерода. Основным элементом, определяющим свойства стали, является
- 11. Принцип сварки под слоем флюса. Основные механизмы сварных автоматов. Способ сварки под флюсом заключается в следующем.
- 12. Технология сварки продольного шва обечайки г/б 3-50. Режимы сварки продольного шва: Напряжение дуги(30…35)В. Сила тока(300…350)А. Скорость
- 13. Кто осуществляет поверку знаний у сварщиков на предприятии. К аттестации допускаются сварщики в возрасте не моложе
- 14. Исправление дефектов в сварных соединениях. Все недопустимые дефекты сварного шва подлежат обязательному устранению, а если это
- 15. Билет №3 Электрический ток. Напряжение. Сопротивление. Сварка горизонтальных, вертикальных и потолочных швов. Технология сборки и прихватки
- 16. Электрический ток. Напряжение. Сопротивление. Электрический ток – это физический процесс направленного движения заряженных частиц под действием
- 17. Сварка горизонтальных, вертикальных и потолочных швов. Сварка вертикальных, горизонтальных и потолочных швов требует повышенного профессионального мастерства
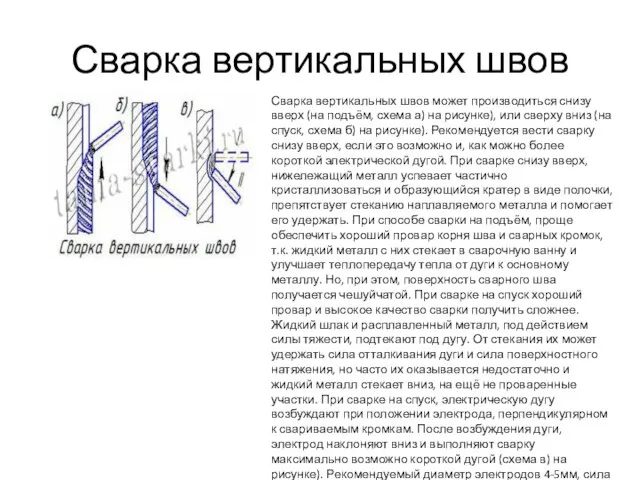
- 18. Сварка вертикальных швов Сварка вертикальных швов может производиться снизу вверх (на подъём, схема а) на рисунке),
- 19. Сварка горизонтальных швов Сварка горизонтальных швов технически более сложная для выполнения, чем сварка вертикальных швов. Происходит
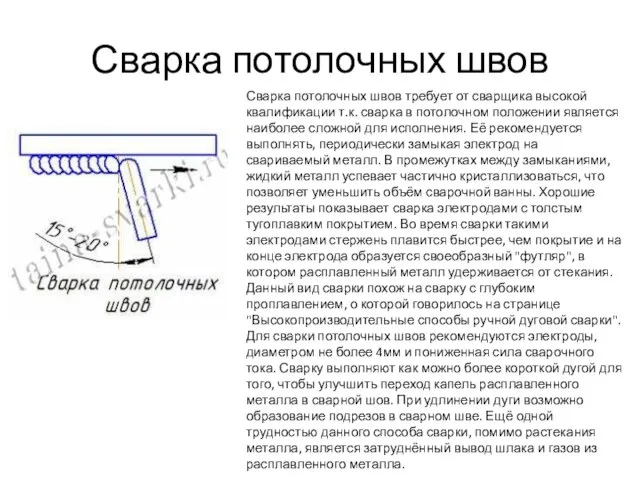
- 20. Сварка потолочных швов Сварка потолочных швов требует от сварщика высокой квалификации т.к. сварка в потолочном положении
- 21. Технология сборки и прихватки обечайки г/б 3-50. Заготовка обечайки свальцовывается в цилиндр. Цилиндр устанавливается на стенд
- 22. Методы контроля сварных соединений. Применяются следующие основные методы неразрушающего контроля сварных соединений: внешний осмотр; радиационная дефектоскопия;
- 23. Подготовка к контролю Перед проведением визуального и измерительного контроля поверхность объекта в зоне контроля подлежит зачистке
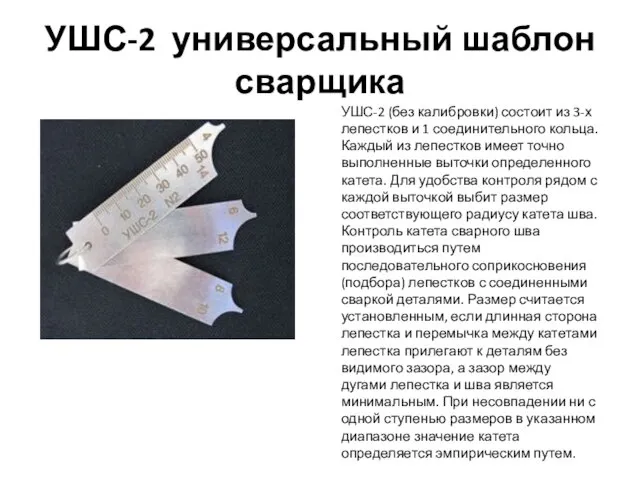
- 24. УШС-2 универсальный шаблон сварщика УШС-2 (без калибровки) состоит из 3-х лепестков и 1 соединительного кольца. Каждый
- 25. Штангенциркули Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров,
- 26. Исправление дефектов в сварных соединениях. В сварных соединениях сосудов и их элементов не допускается следующие дефекты:
- 27. Билет №4 Сварка. Свариваемость металлов. Методы контроля сварных швов. Технология сварки горловины с верхним днищем г/б
- 28. Сварка. Свариваемость металлов. Сваркой называется способность металлов образовывать неразъемные соединения при нагреве или давлении. Свойство металла
- 29. Методы контроля сварных швов. Для выявления видимых наружных дефектов сварного шва (непровары, поры, подрезы, раковины, видимые
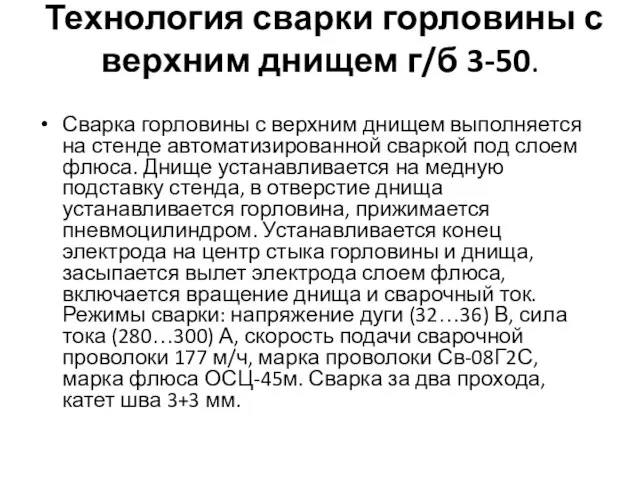
- 30. Технология сварки горловины с верхним днищем г/б 3-50. Сварка горловины с верхним днищем выполняется на стенде
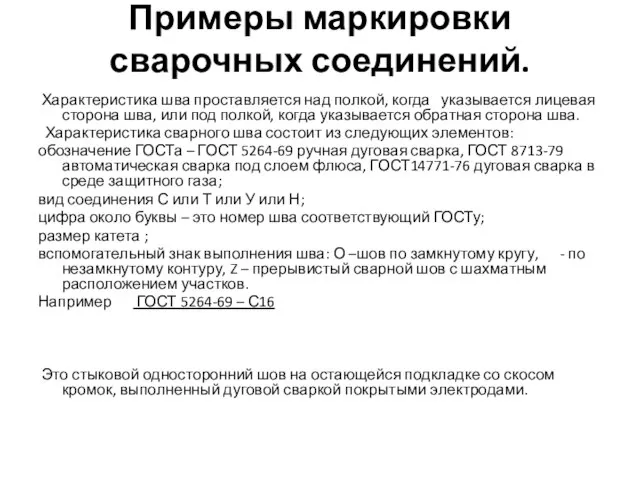
- 31. Примеры маркировки сварочных соединений. Характеристика шва проставляется над полкой, когда указывается лицевая сторона шва, или под
- 32. Требования, предъявляемые к сварочному оборудованию. Для выполнения сварки должно применяться исправное сварочное и вспомогательное оборудование, обеспечивающее
- 33. Билет № 5 Переменный ток. Графическое изображение переменного тока. Амплитуда, период, частота. Меры борьбы с дефектами
- 34. Переменный ток. Графическое изображение переменного тока. Амплитуда, период, частота.
- 35. Меры борьбы с дефектами в сварных швах. Для предотвращения образования дефектов в сварных швах необходимо перед
- 36. Технология сборки и сварки башмака г/б 3-50. Заготовку башмака свальцовывают в цилиндр на вальцах, устанавливают на
- 37. Источники питания для сварки плавящимся электродом. Сварочный источник питания — электронное устройство, которое обеспечивает питание сварочной
- 39. Правила клеймения сварных швов. Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполняющего эти швы. Высота
- 40. Билет №6 Способы сварки. Классификация способов сварки. Внешние и внутренние дефекты сварных швов. Причины их образования.
- 41. Способы сварки. Классификация способов сварки. Все известные виды сварки принято классифицировать по основным физическим, техническим и
- 42. Виды сварки классифицируются по следующим техническим признакам: по способу защиты металла в зоне сварки (в воздухе,
- 43. Внешние и внутренние дефекты сварных швов. Причины их образования. К дефектам сварных соединений относятся различные отклонения
- 44. Технология сборки и сварки кольца подкладного с днищем г/б 3-50. Свальцованное в цилиндр кольцо подкладное запрессовывают
- 45. Влияние легирующих материалов на свариваемость. Углерод Один из самых значительных химических элементов в сталях. Содержание углерода
- 46. Требования, предъявляемые к сварочным материалам. Сварочные материалы, применяемые для сварки сосудов, должны соответствовать требованиям стандартов и
- 47. Билет №7 Сварка дуговая. Температура и распределение тепла в сварочной дуге. Особенности сварки низкоуглеродистых сталей. Технология
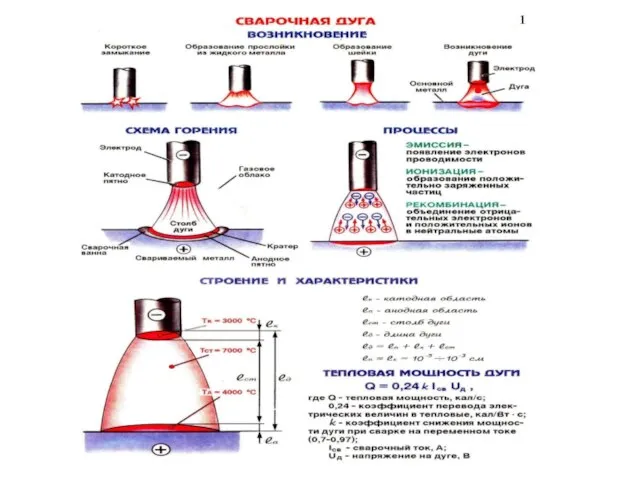
- 48. Сварка дуговая. Температура и распределение тепла в сварочной дуге. Дуговая сварка – это один из нескольких
- 49. Температурные зоны Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб
- 51. Особенности сварки низкоуглеродистых сталей. Низкоуглеродистые стали сваривать достаточно легко и это свойство можно считать их отличительным
- 52. Технология сборки и сварки башмака с днищем нижним г/б 3-50. Сварка башмака с днищем нижним выполняется
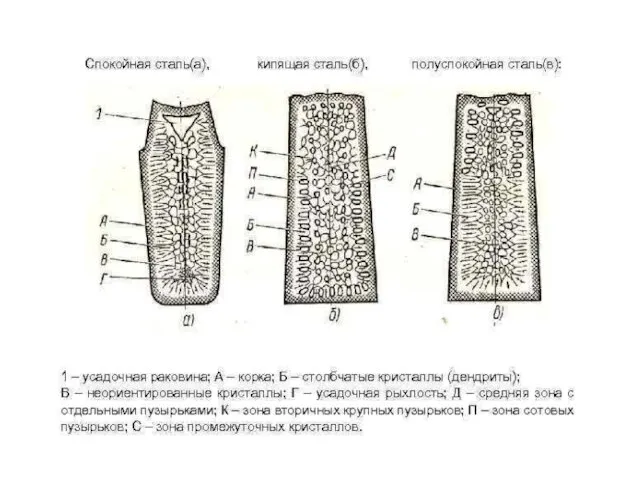
- 53. Спокойная сталь. Полученная в результате раскисления сталь называется спокойной. Содержание кремния в спокойной стали не менее
- 54. Кипящая сталь Кипящая сталь.Кипящая сталь является не полностью раскисленой. Во время разливки в изложницы она кипит
- 55. Полуспокойная сталь Промежуточной по качественным показателям - является полуспокойная сталь.Она является полураскисленной и кристаллизуется без кипения,
- 57. Характеристики сварных соединений. Выбор вида сварного соединения зависит от конфигурации конечного элемента и от того, какие
- 58. Билет №8 Напряжение дуги в зависимости от ее длины. Влияние длины дуги на качество сварки. Элементы
- 59. Напряжение дуги в зависимости от ее длины. Влияние длины дуги на качество сварки Расстояние между концом
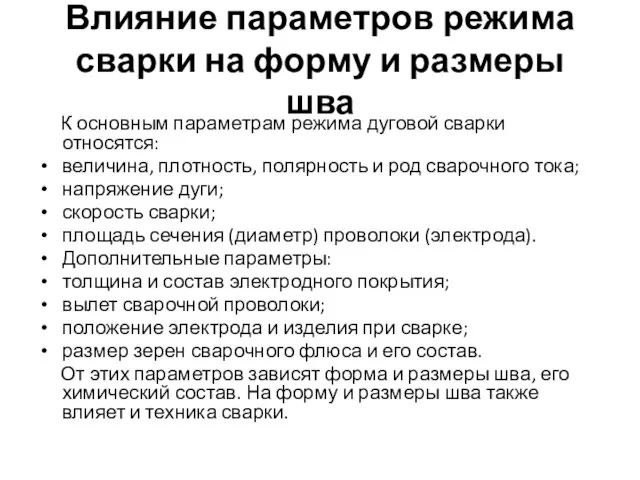
- 60. Влияние параметров режима сварки на форму и размеры шва К основным параметрам режима дуговой сварки относятся:
- 61. С повышением сварочного тока возрастает глубина провара, а ширина шва практически не изменяется.
- 62. С увеличением напряжения дуги ширина шва резко возрастает, глубина провара уменьшается. Также снижается и выпуклость (высота
- 63. С возрастанием скорости сварки ширина шва уменьшается, а глубина провара сначала увеличивается (до скорости 40–50 м/ч),
- 64. С уменьшением диаметра проволоки (при прочих равных условиях) возрастает плотность тока в электроде, что приводит к
- 65. Технология прихватки кольца горловины к горловине г/б 3-50. Прихватка кольца горловины к горловине г/б 3-50 выполняется
- 66. Термическая обработка сварных соединений Термообработка (отжиг) сварных соединений выполняется несколькими способами, которые применяются в зависимости от
- 67. Виды контроля качества сварных соединений сосудов Организация-изготовитель (доизготовитель), монтажная или ремонтная организация обязаны применять такие виды
- 68. Билет №9 Условия необходимые для возникновения и поддержания горения дуги. Подготовка и сборка изделий перед сваркой.
- 69. Условия необходимые для возникновения и поддержания горения дуги Условия зажигания и горения дуги зависят от рода
- 70. Первое условие Дуга зажигается от нагревания торца электрода (катода). Когда электрод соприкасается с изделием, создается замкнутая
- 71. Второе условие Вторым условием для зажигания и горения дуги является наличие ионизации в столбе дуги. Дуга
- 72. Третье условие Третьим условием для сварки на переменном токе является наличие в сварочной цепи реактивного сопротивления
- 73. Четвертое условие Четвертым условием для зажигания и горения дуги на любом роде тока зависит от характеристики
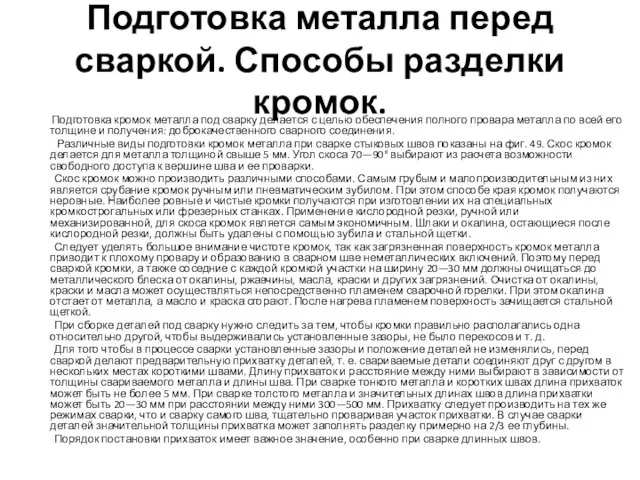
- 74. Подготовка и сборка изделий перед сваркой Подготовка. Подготовка металла под сварку состоит из заготовки деталей, разделки
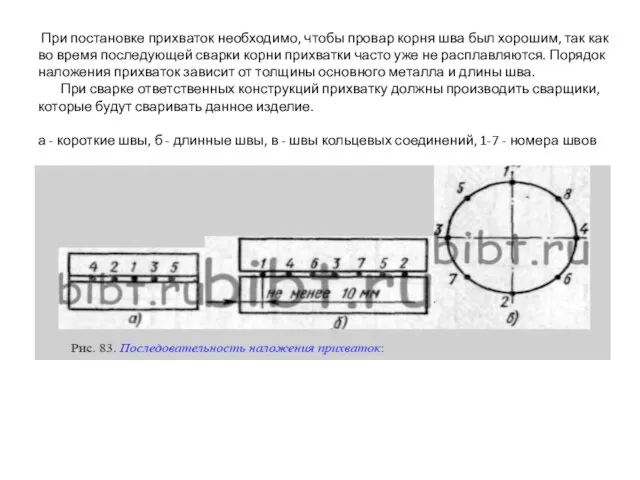
- 75. При постановке прихваток необходимо, чтобы провар корня шва был хорошим, так как во время последующей сварки
- 76. Технология ремонта дефектов в сварных швах. К дефектам сварного шва относятся поры, подрезы, непровары, незаваренные кратеры,
- 77. Оформление результатов аттестации сварщиков. При аттестации сварщиков результаты проверки теоретических знаний и практических навыков оформляются протоколом
- 78. Особенности сварки сосудов, работающих под давлением. Подготовка кромок и поверхностей под сварку должна выполняться механической обработкой
- 79. Билет №10 Основные требования к электродам и их покрытия (ГОСТ 9466-76) Основные понятия деформации и напряжения.
- 80. Основные требования к электродам и их покрытия (ГОСТ 9466-76) Качество электродов оценивают по устойчивости горения дуги,
- 81. Основные понятия деформации и напряжения. Виды напряжений. Деформацией называется изменение размеров и форм тела под действием
- 82. Технология сборки и сварки кольцевых швов г/б 2-27 Кольцевые швы г/б 2-27 выполняют на стенде кольцевой
- 83. Разделение сталей по ГОСТ 380-71 на группы А, Б, В. По ГОСТ 380 в зависимости от
- 84. Порядок провидения освидетельствования баллонов. Баллоны перед техническим освидетельствованием и ремонтом должны быть освобождены от газа, неиспарившихся
- 85. Билет №11 Зависимость между толщиной свариваемого металла, диаметром электрода и величиной сварочного тока. Магнитное дутье, меры
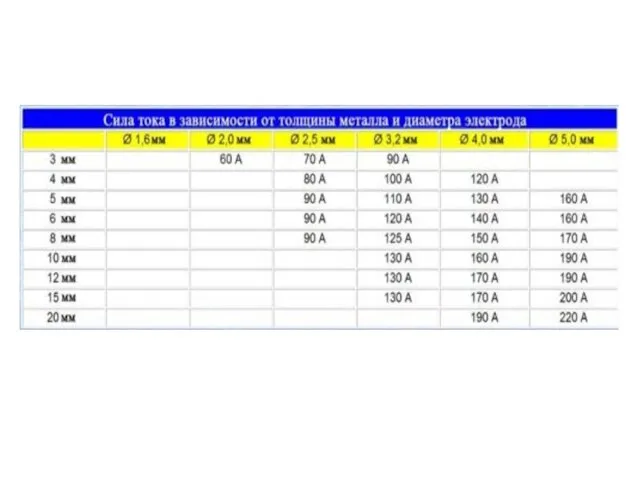
- 86. Зависимость между толщиной свариваемого металла, диаметром электрода и величиной сварочного тока. Диаметр электрода выбирают в зависимости
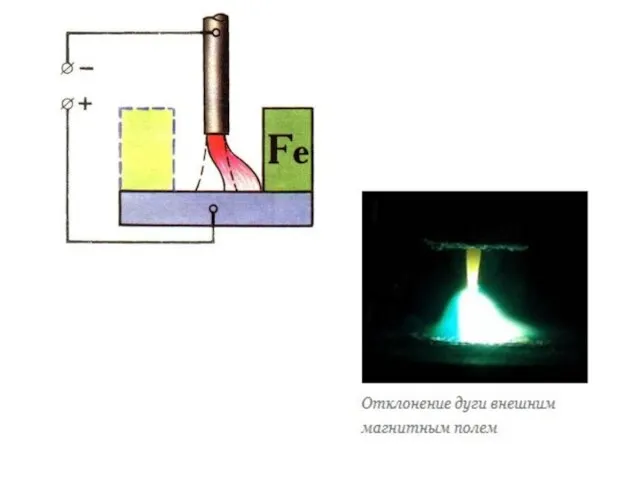
- 88. Магнитное дутье, меры борьбы с магнитным дутьем. Столб горящей дуги можно рассмотреть как гибкий проводник по
- 90. Технология сборки, сварки прихваток обечайки г/б 2-27. Прихватка обечайки г/б 2-27 выполняется на специальном стенде, где
- 91. Радиографическая дефектоскопия. Радиографическая дефектоскопия относится к методам неразрушающего контроля материалов, изделий, предназначенная для обнаружения невидимых или
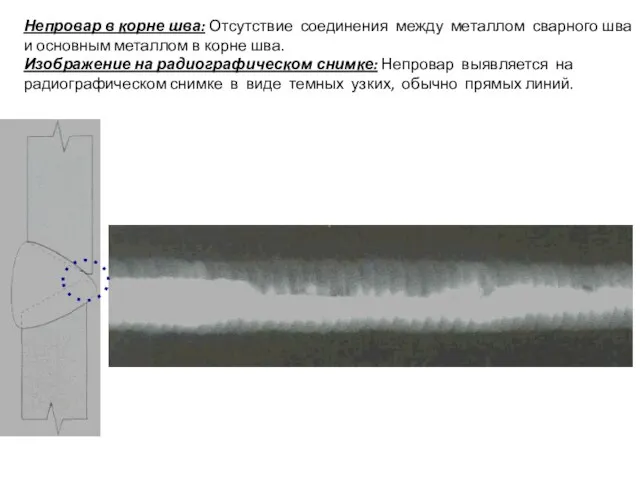
- 92. Непровар в корне шва: Отсутствие соединения между металлом сварного шва и основным металлом в корне шва.
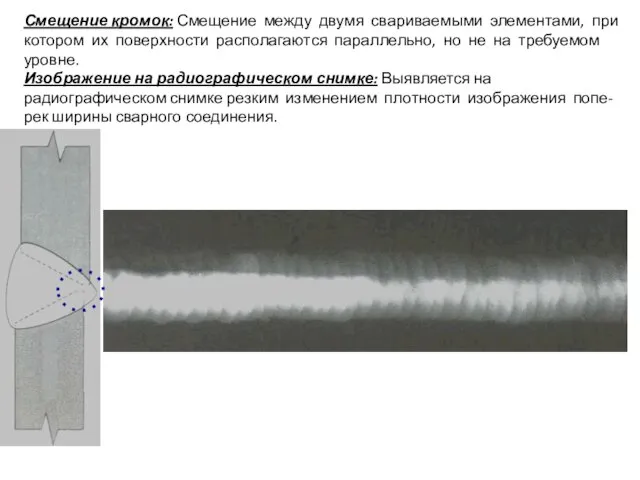
- 93. Смещение кромок: Смещение между двумя свариваемыми элементами, при котором их поверхности располагаются параллельно, но не на
- 94. Превышение проплава: Избыток наплавленного металла на обратной стороне стыкового шва сверх установленного значения. Изображение на радиографическом
- 95. Внутренний подрез: Углубление продольное между поверхностью обратного валика сварного шва и основного металла, образовавшееся при сварке.
- 96. Наружный подрез: Углубление продольное между наружной по-верхностью валика сварного шва и основного металла, образовавшееся при сварке.
- 97. Вогнутость корня шва: Неглубока канавка со стороны корня одностороннего сварного шва, образовавшаяся вследствие усадки сварочной ванны.
- 98. Цепочка пор: Ряд газовых пор, расположенных в линию, параллельно оси сварного шва с расстоянием между ними
- 99. Поперечная Трещина: Трещина, ориентированная поперек оси сварного шва. Изображение на радиографическом снимке: Трещины выявляются на снимке
- 100. Критерии браковки баллонов при испытаниях. Баллоны считают выдержавшими гидравлическое или пневматическое испытание на прочность и плотность,
- 101. Билет №12 Типы сварных соединений. Основные сведения о сварочной дуге. Технология сборки и сварки воротника г/б
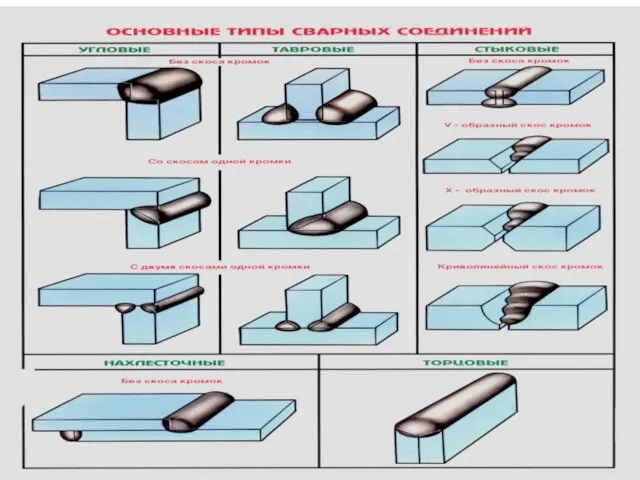
- 102. Типы сварных соединений.
- 104. Основные сведения о сварочной дуге. В 1820 г. Петров впервые зажег электрическую дугу. Он отметил сильное
- 105. Технология сборки и сварки воротника г/б 2-27. Сварка воротника с корпусом г/б 2-27 выполняется на стенде
- 106. Срок действия результатов аттестации сварщиков. Срок действия результатов аттестационных испытаний сварщиков на право выполнения соответствующего вида
- 107. Периодичность технического освидетельствования баллонов Баллоны, предназначенные для обеспечения топливом двигателей транспортных средств, на которых они установлены:
- 108. Билет №13 Типы сварных швов. Классификация швов по положению в пространстве. Физические, механические и технологические свойства
- 109. Типы сварных швов. Классификация швов по положению в пространстве.
- 110. Физические, механические и технологические свойства металлов. Все металлы и сплавы характеризуются физическими, химическими, механическими и технологическими
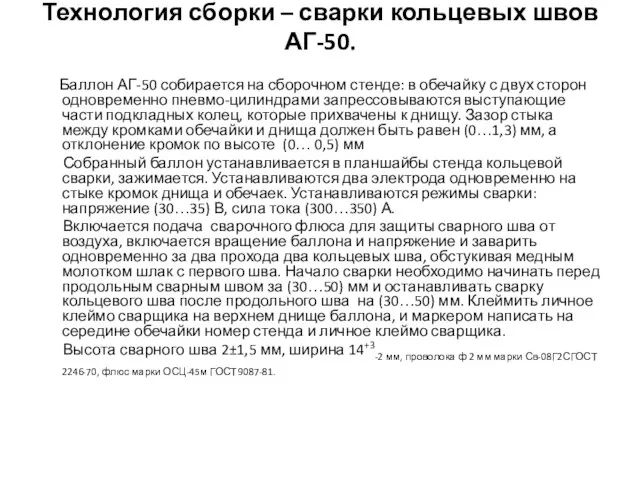
- 111. Технология сборки – сварки кольцевых швов АГ-50. Баллон АГ-50 собирается на сборочном стенде: в обечайку с
- 112. Электроды. Требования к ним. Основные, важнейшие требования к электродам: 1. Покрытие электродов должно быть однородным, плотным,
- 114. Пневматическое испытание сосудов и порядок их проведения. Пневматические испытания должны проводиться по инструкции, предусматривающей необходимые меры
- 115. Билет №14 Неравномерный нагрев - причина внутренних напряжений в металле. Принадлежности и инструмент сварщика при ручной
- 116. Неравномерный нагрев - причина внутренних напряжений в металле. Деформации в сварных конструкциях являются результатом наличия внутренних
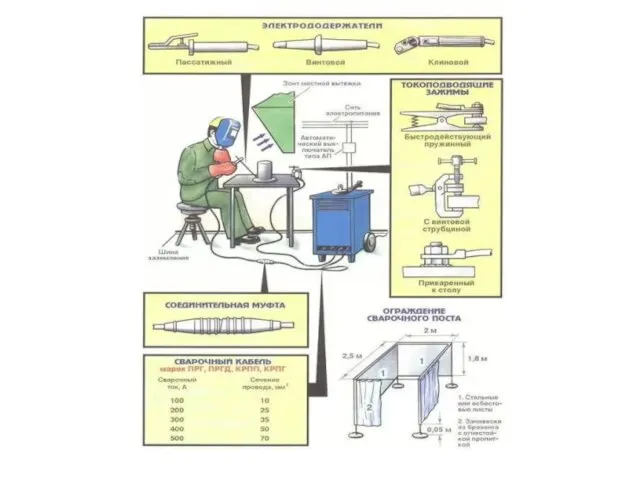
- 117. Принадлежности и инструмент сварщика при ручной дуговой сварке. Основным инструментом сварщика ручной дуговой сварки служит электрододержатель,
- 119. Технология сварки обечайки АГ-50, АГ-65. Установить обечайку на медную пластину стенда, совместив стык кромок обечайки с
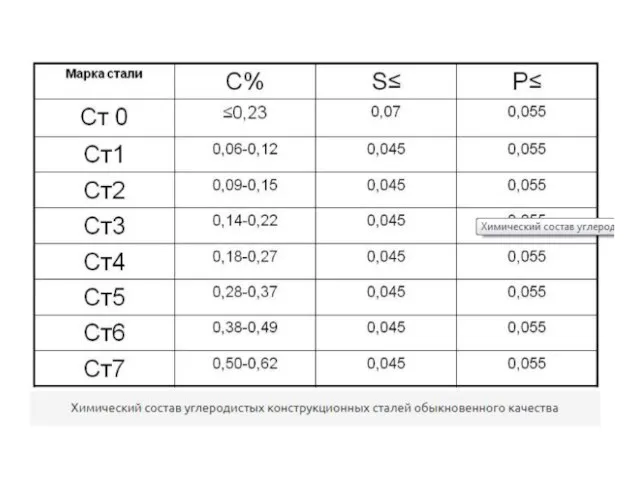
- 120. Группы сталей по маркам Расшифровать марку стали довольно просто, необходимо только владеть определенными сведениями. Конструкционные стали,
- 122. Повреждение и ремонт сосудов. При обнаружении недопустимых дефектов их следует обязательно удалить. Длина удаляемого участка должна
- 123. Билет №15 Мероприятия по уменьшению короблений. Принципиальное устройство сварочного трансформатора. Какие типы сварных соединений имеются в
- 124. Мероприятия по уменьшению короблений. Мероприятия по уменьшению короблений , применяемые до сварки: зазоры при сборке свариваемых
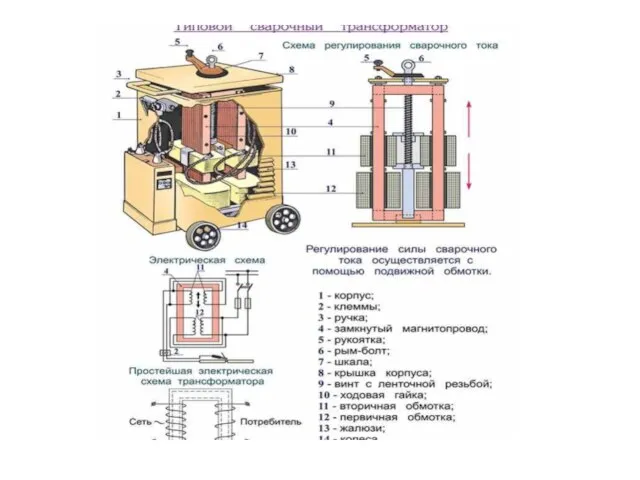
- 125. Принципиальное устройство сварочного трансформатора. Сварочные трансформаторы используются для электродуговой сварки переменным током. Сварочными устройствами постоянного тока
- 126. Конструкция сварочного трансформатора довольно проста, поэтому многие любители предпочитают не покупать, а сделать сварочный аппарат для
- 128. Какие типы сварных соединений имеются в сварной конструкции г/б 3-50. В г/б 3-50 имеются: стыковые сварные
- 129. Требования к углекислому газу, используемому при сварке. При сварке используют сварочную двуокись углерода, которая хранится и
- 130. Требования к персоналу, осуществляющему сварку сосудов работающих под давлением. Сварщик, впервые приступающий в данной организации к
- 131. Билет №16 Основные дефекты сварного шва. Методы определения и устранения. Принципиальное устройство сварочного генератора. Технология сварки
- 132. Основные дефекты сварного шва. Методы определения и устранения. Дефекты сварного шва бывают внешние и внутренние. Внешние
- 133. Принципиальное устройство сварочного генератора. Сварочный генератор – это автономная установка, применяемая для проведения сварки в условиях
- 135. Технология сварки и прихватки обечайки АГ-65. Заготовка обечайки свальцовывается в цилиндр. Цилиндр устанавливается на стенд прихватки
- 136. Методы контроля сварных соединений . Сварные швы контролируются: 1) визуально при внешнем осмотре, при котором обнаруживают
- 137. Правила клеймения сварных швов. Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполняющего эти швы. Высота
- 138. Билет №17 Сварочные флюсы, назначение, маркировка. Организация рабочего места при ручной дуговой сварке. Настройка сварочных автоматов
- 139. Сварочные флюсы, назначение, маркировка. Сварочный флюс – гранулированный порошок с размером зерен 0,2–4 мм, предназначенный для
- 140. Организация рабочего места при ручной дуговой сварке. Рабочие места сварщиков следует ограждать экранами из несгораемых материалов
- 141. Настройка сварочных автоматов и требования, предъявляемые к сварочным стендам при сварке г/б 3-50. Для сварки на
- 142. Влияние углерода на свариваемость. Один из самых значительных химических элементов в сталях. Содержание углерода в сталях
- 143. Требования, предъявляемые к сварочному оборудованию. Для выполнения сварки должно применяться исправное сварочное и вспомогательное оборудование, обеспечивающее
- 144. Билет №18 Причины поражения электрическим током и меры защиты от поражения. Способы сварки плавлением. Их краткая
- 145. Причины поражения электрическим током и меры защиты от поражения. Основные причины несчастных случаев от воздействия электрического
- 146. Способы сварки плавлением. Их краткая характеристика. Сварка плавлением – это местное расплавление соединяемых частей с использованием
- 147. Технология сборки- сварки фланца с обечайкой АГ-65, 50. Фланец сваривают с обечайкой двумя швами: наружным и
- 148. Влияние легирующих материалов на свариваемость металла. К легирующим элементам стали относятся марганец, кремний, хром, никель, молибден,
- 149. Разрешённое и расчётное давление сосудов. Гидравлические или пневматические испытания баллонов на прочность проводят испытательным давлением 2,5+0,2МПа
- 150. Билет №19 Подготовка металла перед сваркой. Способы разделки кромок. Принципиальное устройство ВДУ. Источники питания сварочной дуги
- 151. Подготовка металла перед сваркой. Способы разделки кромок. Подготовка кромок металла под сварку делается с целью обеспечения
- 153. Принципиальное устройство ВДУ. Источники питания сварочной дуги постоянного тока. Выпрямитель сварочный типа ВДУ-506 УЗ предназначен для
- 154. Источники питания сварочной дуги Классификация методов сварки. Электродуговая сварка плавлением классифицируется по следующим основным признакам: По
- 155. Техника безопасности при сварке газового баллона. К дуговой сварке газовых баллонов разрешается допускать сварщиков после соответствующего
- 156. Требования к сварочной проволоке. Сварочную электродную проволоку используют для изготовления штучных плавящихся электродов, применяемых для ручной
- 157. Периодичность технического освидетельствования баллонов. Баллоны, предназначенные для обеспечения топливом двигателей транспортных средств, на которых они установлены:
- 158. Билет №20 Автоматическая сварка под слоем флюса, ее преимущества, недостатки. Какое различие сварочных автоматов от сварочных
- 159. Автоматическая сварка под слоем флюса, ее преимущества, недостатки. Автоматическая сварка под слоем флюса характеризуется следующими особенностями:
- 161. Скачать презентацию
Билет №1
Сварочная проволока, назначение сварочной проволоки и ее маркировка.
Устройство сварочного автомата
Билет №1
Сварочная проволока, назначение сварочной проволоки и ее маркировка.
Устройство сварочного автомата

Сварочная проволока, назначение сварочной проволоки и ее маркировка.
Маркировка сварочной проволоки может
Сварочная проволока, назначение сварочной проволоки и ее маркировка.
Маркировка сварочной проволоки может
Обозначение Св-08Г2С может сообщать нам о следующем:
Буквы СВ сообщают о том,
Обозначение Св-08Г2С может сообщать нам о следующем: Буквы СВ сообщают о том,

Устройство сварочного автомата А1416.
Подвесной самоходный сварочный автомат А-1416 служит для автоматической
Устройство сварочного автомата А1416.
Подвесной самоходный сварочный автомат А-1416 служит для автоматической

Технология сварки кольцевых швов г/б 3-50.
Технология сварки кольцевых швов г/б 3-50.
Влияние примесей и способов выплавки сталей на свариваемость.
Углерод (С) – одна
Влияние примесей и способов выплавки сталей на свариваемость.
Углерод (С) – одна
Требования к персоналу, осуществляющему сварку сосудов, работающих под давлением.
К производству сварочных
Требования к персоналу, осуществляющему сварку сосудов, работающих под давлением.
К производству сварочных
Билет №2
Углеродистые стали. Изменение свойств стали в зависимости от содержания
Билет №2
Углеродистые стали. Изменение свойств стали в зависимости от содержания
Углеродистые стали. Изменение свойств стали в зависимости от содержания углерода.
Основным элементом,
Углеродистые стали. Изменение свойств стали в зависимости от содержания углерода.
Основным элементом,

Принцип сварки под слоем флюса. Основные механизмы сварных автоматов.
Способ сварки
Принцип сварки под слоем флюса. Основные механизмы сварных автоматов.
Способ сварки
Технология сварки продольного шва обечайки г/б 3-50.
Режимы сварки продольного шва:
Напряжение дуги(30…35)В.
Сила
Технология сварки продольного шва обечайки г/б 3-50.
Режимы сварки продольного шва:
Напряжение дуги(30…35)В.
Сила
Кто осуществляет поверку знаний у сварщиков на предприятии.
К аттестации допускаются сварщики
Кто осуществляет поверку знаний у сварщиков на предприятии.
К аттестации допускаются сварщики
Исправление дефектов в сварных соединениях.
Все недопустимые дефекты сварного шва
Исправление дефектов в сварных соединениях.
Все недопустимые дефекты сварного шва
Билет №3
Электрический ток. Напряжение. Сопротивление.
Сварка горизонтальных, вертикальных и потолочных швов.
Технология сборки
Билет №3
Электрический ток. Напряжение. Сопротивление.
Сварка горизонтальных, вертикальных и потолочных швов.
Технология сборки
Электрический ток. Напряжение. Сопротивление.
Электрический ток – это физический процесс направленного движения заряженных
Электрический ток. Напряжение. Сопротивление.
Электрический ток – это физический процесс направленного движения заряженных
Сварка горизонтальных, вертикальных и потолочных швов.
Сварка вертикальных, горизонтальных и потолочных швов
Сварка горизонтальных, вертикальных и потолочных швов.
Сварка вертикальных, горизонтальных и потолочных швов
Сварка вертикальных швов
Сварка вертикальных швов может производиться снизу вверх (на подъём,
Сварка вертикальных швов
Сварка вертикальных швов может производиться снизу вверх (на подъём,

Сварка горизонтальных швов
Сварка горизонтальных швов технически более сложная для выполнения, чем
Сварка горизонтальных швов
Сварка горизонтальных швов технически более сложная для выполнения, чем
Сварка потолочных швов
Сварка потолочных швов требует от сварщика высокой квалификации т.к.
Сварка потолочных швов
Сварка потолочных швов требует от сварщика высокой квалификации т.к.
Технология сборки и прихватки обечайки г/б 3-50.
Заготовка обечайки свальцовывается в цилиндр.
Технология сборки и прихватки обечайки г/б 3-50.
Заготовка обечайки свальцовывается в цилиндр.
Методы контроля сварных соединений.
Применяются следующие основные методы неразрушающего контроля сварных
Методы контроля сварных соединений.
Применяются следующие основные методы неразрушающего контроля сварных
Подготовка к контролю
Перед проведением визуального и измерительного контроля поверхность объекта в
Подготовка к контролю
Перед проведением визуального и измерительного контроля поверхность объекта в
УШС-2 универсальный шаблон сварщика
УШС-2 (без калибровки) состоит из 3-х лепестков
УШС-2 универсальный шаблон сварщика
УШС-2 (без калибровки) состоит из 3-х лепестков

Штангенциркули
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров,
Штангенциркули
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров,
Исправление дефектов в сварных соединениях.
В сварных соединениях сосудов и их
Исправление дефектов в сварных соединениях.
В сварных соединениях сосудов и их
Билет №4
Сварка. Свариваемость металлов.
Методы контроля сварных швов.
Технология сварки горловины с верхним
Билет №4
Сварка. Свариваемость металлов.
Методы контроля сварных швов.
Технология сварки горловины с верхним
Сварка. Свариваемость металлов.
Сваркой называется способность металлов образовывать неразъемные соединения при нагреве
Сварка. Свариваемость металлов.
Сваркой называется способность металлов образовывать неразъемные соединения при нагреве
Методы контроля сварных швов.
Для выявления видимых наружных дефектов сварного шва (непровары,
Методы контроля сварных швов.
Для выявления видимых наружных дефектов сварного шва (непровары,
Технология сварки горловины с верхним днищем г/б 3-50.
Сварка горловины с верхним
Технология сварки горловины с верхним днищем г/б 3-50.
Сварка горловины с верхним
Примеры маркировки сварочных соединений.
Характеристика шва проставляется над полкой, когда указывается
Примеры маркировки сварочных соединений.
Характеристика шва проставляется над полкой, когда указывается
Требования, предъявляемые к сварочному оборудованию.
Для выполнения сварки должно применяться исправное
Требования, предъявляемые к сварочному оборудованию.
Для выполнения сварки должно применяться исправное
Билет № 5
Переменный ток. Графическое изображение переменного тока. Амплитуда, период, частота.
Меры
Билет № 5
Переменный ток. Графическое изображение переменного тока. Амплитуда, период, частота.
Меры

Переменный ток. Графическое изображение переменного тока. Амплитуда, период, частота.
Переменный ток. Графическое изображение переменного тока. Амплитуда, период, частота.
Меры борьбы с дефектами в сварных швах.
Для предотвращения образования дефектов в
Меры борьбы с дефектами в сварных швах.
Для предотвращения образования дефектов в
Технология сборки и сварки башмака г/б 3-50.
Заготовку башмака свальцовывают в цилиндр
Технология сборки и сварки башмака г/б 3-50.
Заготовку башмака свальцовывают в цилиндр
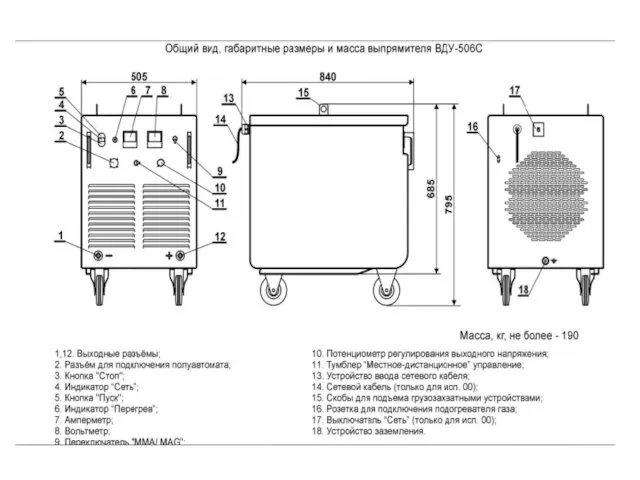
Источники питания для сварки плавящимся электродом.
Сварочный источник питания — электронное устройство, которое
Источники питания для сварки плавящимся электродом.
Сварочный источник питания — электронное устройство, которое
Правила клеймения сварных швов.
Все сварные швы подлежат клеймению, позволяющему установить сварщика,
Правила клеймения сварных швов.
Все сварные швы подлежат клеймению, позволяющему установить сварщика,
Билет №6
Способы сварки. Классификация способов сварки.
Внешние и внутренние дефекты сварных швов.
Билет №6
Способы сварки. Классификация способов сварки.
Внешние и внутренние дефекты сварных швов.
Способы сварки. Классификация способов сварки.
Все известные виды сварки принято классифицировать
Способы сварки. Классификация способов сварки.
Все известные виды сварки принято классифицировать
Виды сварки классифицируются по следующим техническим признакам:
по способу защиты металла в
Виды сварки классифицируются по следующим техническим признакам:
по способу защиты металла в
Внешние и внутренние дефекты сварных швов. Причины их образования.
К дефектам сварных
Внешние и внутренние дефекты сварных швов. Причины их образования.
К дефектам сварных
Технология сборки и сварки кольца подкладного с днищем г/б 3-50.
Свальцованное в
Технология сборки и сварки кольца подкладного с днищем г/б 3-50.
Свальцованное в
Влияние легирующих материалов на свариваемость.
Углерод
Один из самых значительных химических элементов в
Влияние легирующих материалов на свариваемость.
Углерод Один из самых значительных химических элементов в
Требования, предъявляемые к сварочным материалам.
Сварочные материалы, применяемые для сварки сосудов, должны
Требования, предъявляемые к сварочным материалам.
Сварочные материалы, применяемые для сварки сосудов, должны
Билет №7
Сварка дуговая. Температура и распределение тепла в сварочной дуге.
Особенности сварки
Билет №7
Сварка дуговая. Температура и распределение тепла в сварочной дуге.
Особенности сварки
Сварка дуговая. Температура и распределение тепла в сварочной дуге.
Дуговая сварка –
Сварка дуговая. Температура и распределение тепла в сварочной дуге.
Дуговая сварка –
Температурные зоны
Следует заметить, что при любом виде сварки, как плавящимся, так
Температурные зоны
Следует заметить, что при любом виде сварки, как плавящимся, так
Особенности сварки низкоуглеродистых сталей.
Низкоуглеродистые стали сваривать достаточно легко и это свойство можно
Особенности сварки низкоуглеродистых сталей.
Низкоуглеродистые стали сваривать достаточно легко и это свойство можно
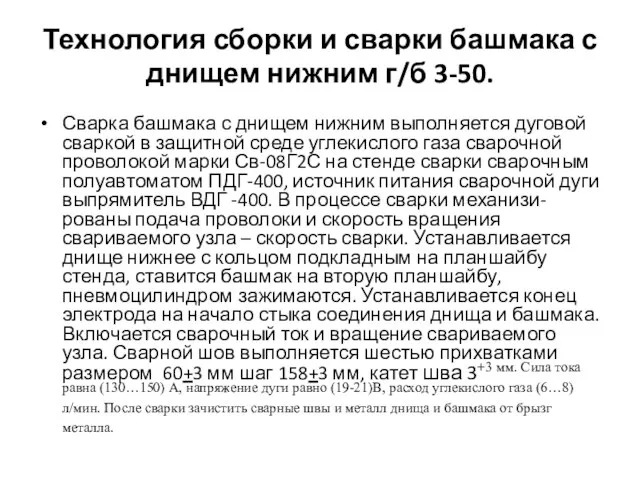
Технология сборки и сварки башмака с днищем нижним г/б 3-50.
Сварка башмака
Технология сборки и сварки башмака с днищем нижним г/б 3-50.
Сварка башмака
Спокойная сталь.
Полученная в результате раскисления сталь называется спокойной. Содержание кремния в
Спокойная сталь.
Полученная в результате раскисления сталь называется спокойной. Содержание кремния в
Кипящая сталь
Кипящая сталь.Кипящая сталь является не полностью раскисленой. Во время
Кипящая сталь
Кипящая сталь.Кипящая сталь является не полностью раскисленой. Во время
Полуспокойная сталь
Промежуточной по качественным показателям - является полуспокойная сталь.Она является
Полуспокойная сталь
Промежуточной по качественным показателям - является полуспокойная сталь.Она является
Характеристики сварных соединений.
Выбор вида сварного соединения зависит от конфигурации конечного
Характеристики сварных соединений.
Выбор вида сварного соединения зависит от конфигурации конечного
Билет №8
Напряжение дуги в зависимости от ее длины. Влияние длины дуги
Билет №8
Напряжение дуги в зависимости от ее длины. Влияние длины дуги
Напряжение дуги в зависимости от ее длины. Влияние длины дуги на
Напряжение дуги в зависимости от ее длины. Влияние длины дуги на
Влияние параметров режима сварки на форму и размеры шва
К основным
Влияние параметров режима сварки на форму и размеры шва
К основным

С повышением сварочного тока возрастает глубина провара, а ширина шва практически не изменяется.
С повышением сварочного тока возрастает глубина провара, а ширина шва практически не изменяется.
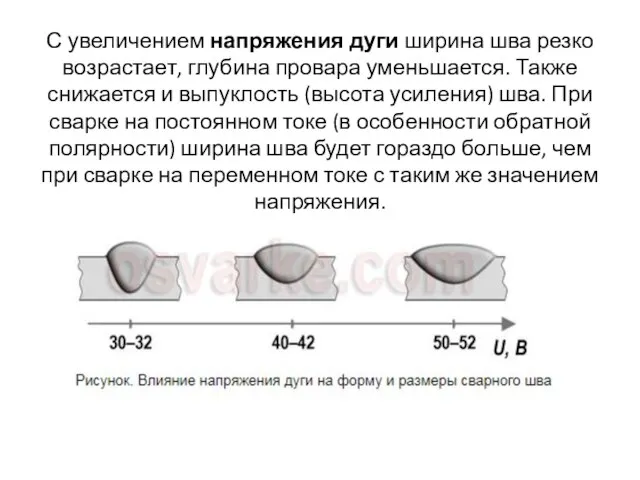
С увеличением напряжения дуги ширина шва резко возрастает, глубина провара уменьшается. Также снижается
С увеличением напряжения дуги ширина шва резко возрастает, глубина провара уменьшается. Также снижается
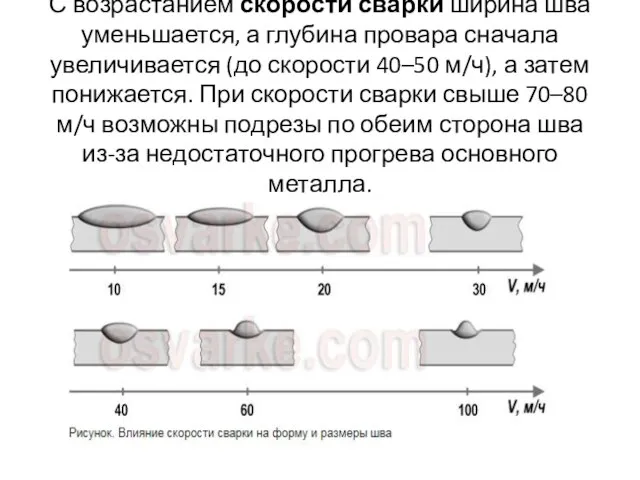
С возрастанием скорости сварки ширина шва уменьшается, а глубина провара сначала увеличивается (до
С возрастанием скорости сварки ширина шва уменьшается, а глубина провара сначала увеличивается (до
С уменьшением диаметра проволоки (при прочих равных условиях) возрастает плотность тока в электроде,
С уменьшением диаметра проволоки (при прочих равных условиях) возрастает плотность тока в электроде,
Технология прихватки кольца горловины к горловине г/б 3-50.
Прихватка кольца горловины к
Технология прихватки кольца горловины к горловине г/б 3-50.
Прихватка кольца горловины к
Термическая обработка сварных соединений
Термообработка (отжиг) сварных соединений выполняется несколькими способами, которые
Термическая обработка сварных соединений
Термообработка (отжиг) сварных соединений выполняется несколькими способами, которые
Виды контроля качества сварных соединений сосудов
Организация-изготовитель (доизготовитель), монтажная или ремонтная организация
Виды контроля качества сварных соединений сосудов
Организация-изготовитель (доизготовитель), монтажная или ремонтная организация
Билет №9
Условия необходимые для возникновения и поддержания горения дуги.
Подготовка и сборка
Билет №9
Условия необходимые для возникновения и поддержания горения дуги.
Подготовка и сборка
Условия необходимые для возникновения и поддержания горения дуги
Условия зажигания и
Условия необходимые для возникновения и поддержания горения дуги
Условия зажигания и
Первое условие
Дуга зажигается от нагревания торца электрода (катода). Когда электрод
Первое условие
Дуга зажигается от нагревания торца электрода (катода). Когда электрод
Второе условие
Вторым условием для зажигания и горения дуги является наличие
Второе условие
Вторым условием для зажигания и горения дуги является наличие
Третье условие
Третьим условием для сварки на переменном токе является наличие
Третье условие
Третьим условием для сварки на переменном токе является наличие
Четвертое условие
Четвертым условием для зажигания и горения дуги на любом роде
Четвертое условие
Четвертым условием для зажигания и горения дуги на любом роде
Подготовка и сборка изделий перед сваркой
Подготовка. Подготовка металла под сварку состоит из
Подготовка и сборка изделий перед сваркой
Подготовка. Подготовка металла под сварку состоит из
При постановке прихваток необходимо, чтобы провар корня шва был хорошим,
При постановке прихваток необходимо, чтобы провар корня шва был хорошим,
Технология ремонта дефектов в сварных швах.
К дефектам сварного шва относятся
Технология ремонта дефектов в сварных швах.
К дефектам сварного шва относятся
Оформление результатов аттестации сварщиков.
При аттестации сварщиков результаты проверки теоретических
Оформление результатов аттестации сварщиков.
При аттестации сварщиков результаты проверки теоретических
Особенности сварки сосудов, работающих под давлением.
Подготовка кромок и поверхностей под
Особенности сварки сосудов, работающих под давлением.
Подготовка кромок и поверхностей под
Билет №10
Основные требования к электродам и их покрытия (ГОСТ 9466-76)
Основные понятия
Билет №10
Основные требования к электродам и их покрытия (ГОСТ 9466-76)
Основные понятия
Основные требования к электродам и их покрытия (ГОСТ 9466-76)
Качество электродов оценивают
Основные требования к электродам и их покрытия (ГОСТ 9466-76)
Качество электродов оценивают
Основные понятия деформации и напряжения. Виды напряжений.
Деформацией называется изменение размеров и
Основные понятия деформации и напряжения. Виды напряжений.
Деформацией называется изменение размеров и
Технология сборки и сварки кольцевых швов г/б 2-27
Кольцевые швы г/б 2-27
Технология сборки и сварки кольцевых швов г/б 2-27
Кольцевые швы г/б 2-27
Разделение сталей по ГОСТ 380-71 на группы А, Б, В.
По
Разделение сталей по ГОСТ 380-71 на группы А, Б, В.
По
Порядок провидения освидетельствования баллонов.
Баллоны перед техническим освидетельствованием и ремонтом должны быть
Порядок провидения освидетельствования баллонов.
Баллоны перед техническим освидетельствованием и ремонтом должны быть
Билет №11
Зависимость между толщиной свариваемого металла, диаметром электрода и величиной сварочного
Билет №11
Зависимость между толщиной свариваемого металла, диаметром электрода и величиной сварочного
Зависимость между толщиной свариваемого металла, диаметром электрода и величиной сварочного тока.
Диаметр
Зависимость между толщиной свариваемого металла, диаметром электрода и величиной сварочного тока.
Диаметр
Магнитное дутье, меры борьбы с магнитным дутьем.
Столб горящей дуги можно
Магнитное дутье, меры борьбы с магнитным дутьем.
Столб горящей дуги можно
Технология сборки, сварки прихваток обечайки г/б 2-27.
Прихватка обечайки г/б 2-27 выполняется
Технология сборки, сварки прихваток обечайки г/б 2-27.
Прихватка обечайки г/б 2-27 выполняется
Радиографическая дефектоскопия.
Радиографическая дефектоскопия относится к методам неразрушающего контроля материалов, изделий,
Радиографическая дефектоскопия.
Радиографическая дефектоскопия относится к методам неразрушающего контроля материалов, изделий,
Непровар в корне шва: Отсутствие соединения между металлом сварного шва и
Непровар в корне шва: Отсутствие соединения между металлом сварного шва и
Смещение кромок: Смещение между двумя свариваемыми элементами, при котором их поверхности
Смещение кромок: Смещение между двумя свариваемыми элементами, при котором их поверхности
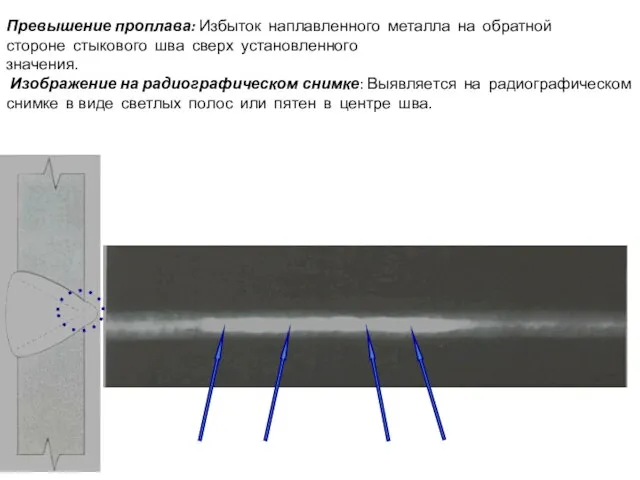
Превышение проплава: Избыток наплавленного металла на обратной
стороне стыкового шва сверх
Превышение проплава: Избыток наплавленного металла на обратной
стороне стыкового шва сверх
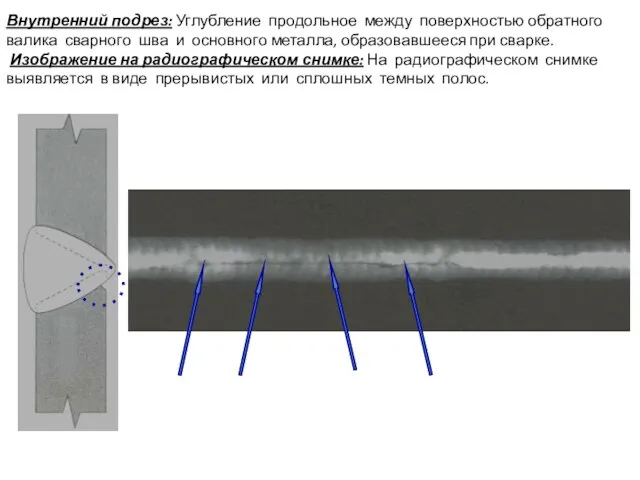
Внутренний подрез: Углубление продольное между поверхностью обратного валика сварного шва и
Внутренний подрез: Углубление продольное между поверхностью обратного валика сварного шва и
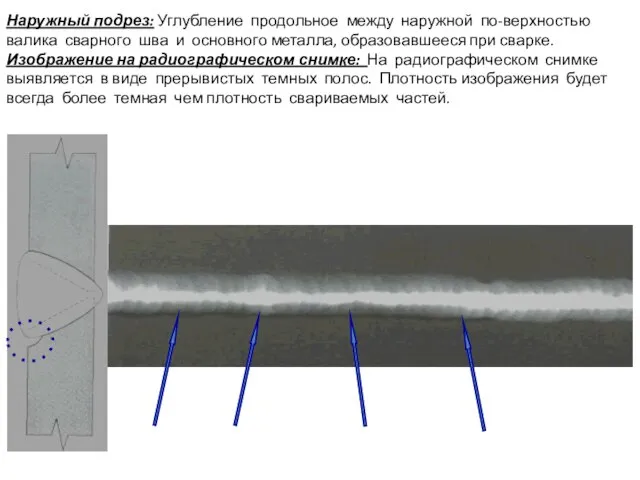
Наружный подрез: Углубление продольное между наружной по-верхностью валика сварного шва и
Наружный подрез: Углубление продольное между наружной по-верхностью валика сварного шва и
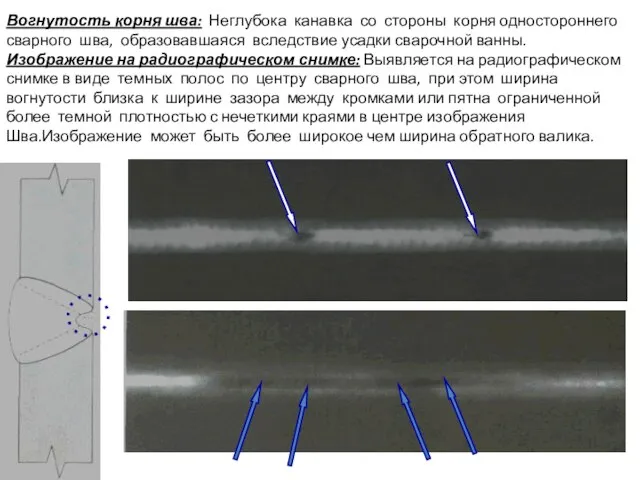
Вогнутость корня шва: Неглубока канавка со стороны корня одностороннего сварного шва,
Вогнутость корня шва: Неглубока канавка со стороны корня одностороннего сварного шва,
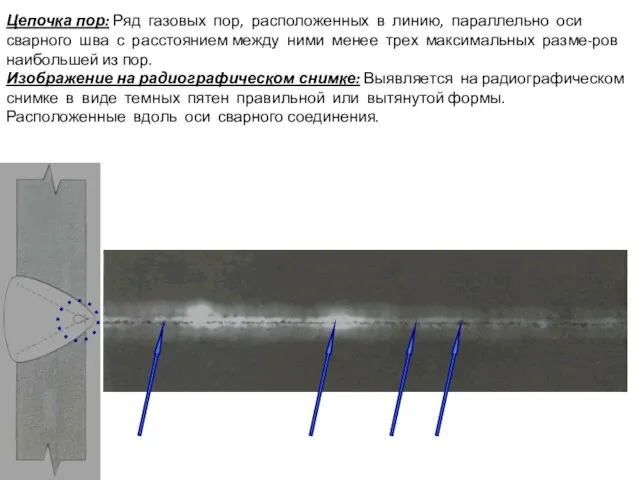
Цепочка пор: Ряд газовых пор, расположенных в линию, параллельно оси сварного
Цепочка пор: Ряд газовых пор, расположенных в линию, параллельно оси сварного
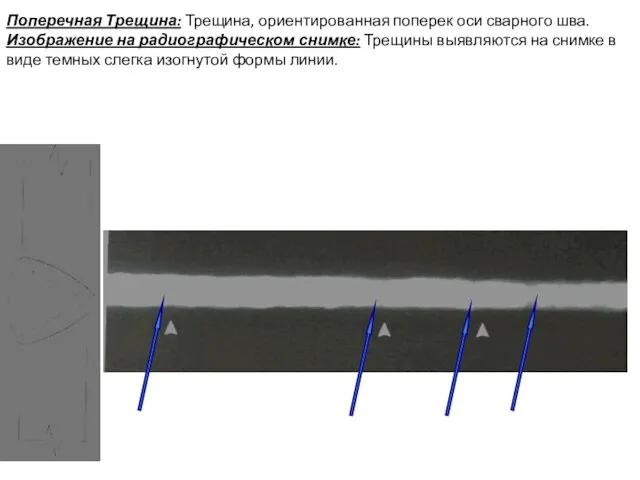
Поперечная Трещина: Трещина, ориентированная поперек оси сварного шва.
Изображение на радиографическом
Поперечная Трещина: Трещина, ориентированная поперек оси сварного шва.
Изображение на радиографическом
Критерии браковки баллонов при испытаниях.
Баллоны считают выдержавшими гидравлическое или пневматическое
Критерии браковки баллонов при испытаниях.
Баллоны считают выдержавшими гидравлическое или пневматическое
Билет №12
Типы сварных соединений.
Основные сведения о сварочной дуге.
Технология сборки и сварки
Билет №12
Типы сварных соединений.
Основные сведения о сварочной дуге.
Технология сборки и сварки

Типы сварных соединений.
Типы сварных соединений.

Основные сведения о сварочной дуге.
В 1820 г. Петров впервые зажег
Основные сведения о сварочной дуге.
В 1820 г. Петров впервые зажег
Технология сборки и сварки воротника г/б 2-27.
Сварка воротника с корпусом
Технология сборки и сварки воротника г/б 2-27.
Сварка воротника с корпусом
Срок действия результатов аттестации сварщиков.
Срок действия результатов аттестационных испытаний сварщиков
Срок действия результатов аттестации сварщиков.
Срок действия результатов аттестационных испытаний сварщиков
Периодичность технического освидетельствования баллонов
Баллоны, предназначенные для обеспечения топливом двигателей транспортных
Периодичность технического освидетельствования баллонов
Баллоны, предназначенные для обеспечения топливом двигателей транспортных
Билет №13
Типы сварных швов. Классификация швов по положению в пространстве.
Физические, механические
Билет №13
Типы сварных швов. Классификация швов по положению в пространстве.
Физические, механические

Типы сварных швов. Классификация швов по положению в пространстве.
Типы сварных швов. Классификация швов по положению в пространстве.
Физические, механические и технологические свойства металлов.
Все металлы и сплавы характеризуются
Физические, механические и технологические свойства металлов.
Все металлы и сплавы характеризуются
Технология сборки – сварки кольцевых швов АГ-50.
Баллон АГ-50 собирается на
Технология сборки – сварки кольцевых швов АГ-50.
Баллон АГ-50 собирается на
Электроды. Требования к ним.
Основные, важнейшие требования к электродам:
1. Покрытие электродов
Электроды. Требования к ним.
Основные, важнейшие требования к электродам: 1. Покрытие электродов

Пневматическое испытание сосудов и порядок их проведения.
Пневматические испытания должны проводиться
Пневматическое испытание сосудов и порядок их проведения.
Пневматические испытания должны проводиться
Билет №14
Неравномерный нагрев - причина внутренних напряжений в металле.
Принадлежности и инструмент
Билет №14
Неравномерный нагрев - причина внутренних напряжений в металле.
Принадлежности и инструмент
Неравномерный нагрев - причина внутренних напряжений в металле.
Деформации в сварных
Неравномерный нагрев - причина внутренних напряжений в металле.
Деформации в сварных
Принадлежности и инструмент сварщика при ручной дуговой сварке.
Основным инструментом сварщика
Принадлежности и инструмент сварщика при ручной дуговой сварке.
Основным инструментом сварщика
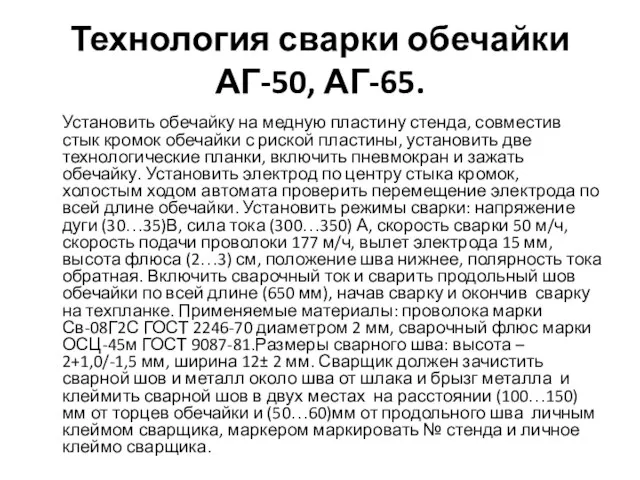
Технология сварки обечайки АГ-50, АГ-65.
Установить обечайку на медную пластину
Технология сварки обечайки АГ-50, АГ-65.
Установить обечайку на медную пластину
Группы сталей по маркам
Расшифровать марку стали довольно просто, необходимо
Группы сталей по маркам
Расшифровать марку стали довольно просто, необходимо
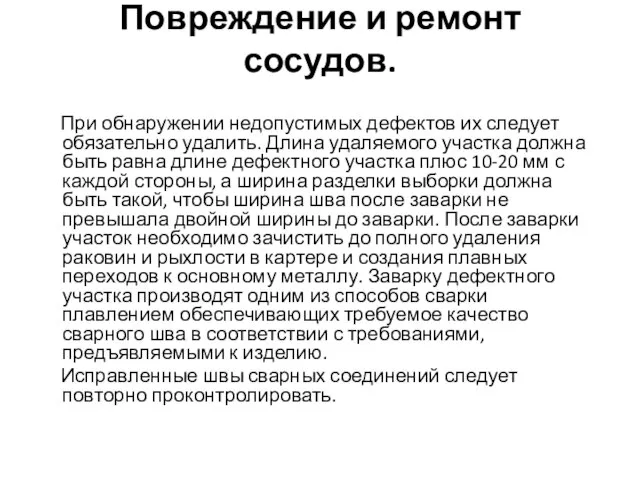
Повреждение и ремонт сосудов.
При обнаружении недопустимых дефектов их следует
Повреждение и ремонт сосудов.
При обнаружении недопустимых дефектов их следует
Билет №15
Мероприятия по уменьшению короблений.
Принципиальное устройство сварочного трансформатора.
Какие типы сварных
Билет №15
Мероприятия по уменьшению короблений.
Принципиальное устройство сварочного трансформатора.
Какие типы сварных
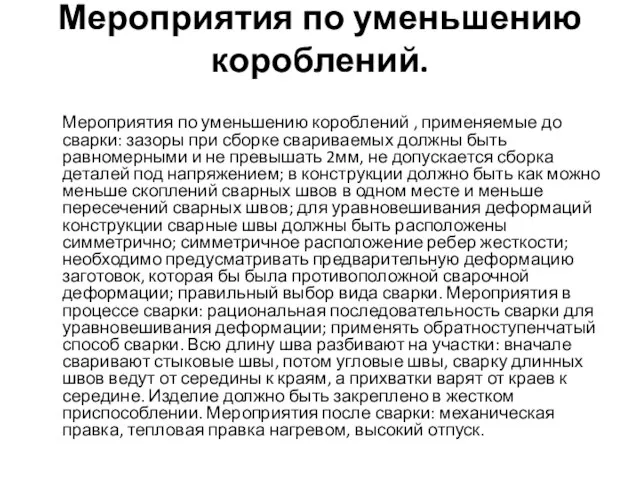
Мероприятия по уменьшению короблений.
Мероприятия по уменьшению короблений , применяемые до
Мероприятия по уменьшению короблений.
Мероприятия по уменьшению короблений , применяемые до
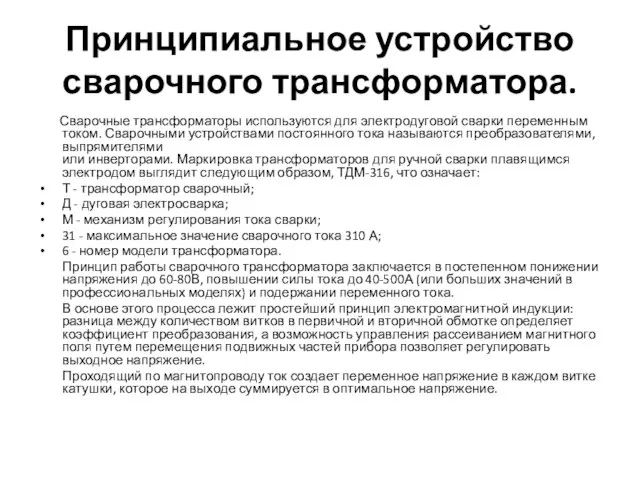
Принципиальное устройство сварочного трансформатора.
Сварочные трансформаторы используются для электродуговой сварки
Принципиальное устройство сварочного трансформатора.
Сварочные трансформаторы используются для электродуговой сварки
Конструкция сварочного трансформатора довольно проста, поэтому многие любители предпочитают не покупать,
Конструкция сварочного трансформатора довольно проста, поэтому многие любители предпочитают не покупать,
Какие типы сварных соединений имеются в сварной конструкции г/б 3-50.
В
Какие типы сварных соединений имеются в сварной конструкции г/б 3-50.
В
Требования к углекислому газу, используемому при сварке.
При сварке используют сварочную
Требования к углекислому газу, используемому при сварке.
При сварке используют сварочную
Требования к персоналу, осуществляющему сварку сосудов работающих под давлением.
Сварщик, впервые
Требования к персоналу, осуществляющему сварку сосудов работающих под давлением.
Сварщик, впервые
Билет №16
Основные дефекты сварного шва. Методы определения и устранения.
Принципиальное устройство
Билет №16
Основные дефекты сварного шва. Методы определения и устранения.
Принципиальное устройство
Основные дефекты сварного шва. Методы определения и устранения.
Дефекты сварного шва
Основные дефекты сварного шва. Методы определения и устранения.
Дефекты сварного шва
Принципиальное устройство сварочного генератора.
Сварочный генератор – это автономная установка, применяемая для
Принципиальное устройство сварочного генератора.
Сварочный генератор – это автономная установка, применяемая для

Технология сварки и прихватки обечайки АГ-65.
Заготовка обечайки свальцовывается в цилиндр.
Технология сварки и прихватки обечайки АГ-65.
Заготовка обечайки свальцовывается в цилиндр.
Методы контроля сварных соединений .
Сварные швы контролируются:
1) визуально при
Методы контроля сварных соединений .
Сварные швы контролируются:
1) визуально при
Правила клеймения сварных швов.
Все сварные швы подлежат клеймению, позволяющему установить
Правила клеймения сварных швов.
Все сварные швы подлежат клеймению, позволяющему установить
Билет №17
Сварочные флюсы, назначение, маркировка.
Организация рабочего места при ручной дуговой сварке.
Настройка
Билет №17
Сварочные флюсы, назначение, маркировка.
Организация рабочего места при ручной дуговой сварке.
Настройка
Сварочные флюсы, назначение, маркировка.
Сварочный флюс – гранулированный порошок с размером зерен
Сварочные флюсы, назначение, маркировка.
Сварочный флюс – гранулированный порошок с размером зерен
Организация рабочего места при ручной дуговой сварке.
Рабочие места сварщиков следует
Организация рабочего места при ручной дуговой сварке.
Рабочие места сварщиков следует
Настройка сварочных автоматов и требования, предъявляемые к сварочным стендам при сварке
Настройка сварочных автоматов и требования, предъявляемые к сварочным стендам при сварке
Влияние углерода на свариваемость.
Один из самых значительных химических элементов в
Влияние углерода на свариваемость.
Один из самых значительных химических элементов в
Требования, предъявляемые к сварочному оборудованию.
Для выполнения сварки должно применяться исправное
Требования, предъявляемые к сварочному оборудованию.
Для выполнения сварки должно применяться исправное
Билет №18
Причины поражения электрическим током и меры защиты от поражения.
Способы
Билет №18
Причины поражения электрическим током и меры защиты от поражения.
Способы
Причины поражения электрическим током и меры защиты от поражения.
Основные причины
Причины поражения электрическим током и меры защиты от поражения.
Основные причины
Способы сварки плавлением. Их краткая характеристика.
Сварка плавлением – это местное
Способы сварки плавлением. Их краткая характеристика.
Сварка плавлением – это местное
Технология сборки- сварки фланца с обечайкой АГ-65, 50.
Фланец сваривают с
Технология сборки- сварки фланца с обечайкой АГ-65, 50.
Фланец сваривают с
Влияние легирующих материалов на свариваемость металла.
К легирующим элементам стали относятся
Влияние легирующих материалов на свариваемость металла.
К легирующим элементам стали относятся
Разрешённое и расчётное давление сосудов.
Гидравлические или пневматические испытания баллонов на
Разрешённое и расчётное давление сосудов.
Гидравлические или пневматические испытания баллонов на
Билет №19
Подготовка металла перед сваркой. Способы разделки кромок.
Принципиальное устройство ВДУ. Источники
Билет №19
Подготовка металла перед сваркой. Способы разделки кромок.
Принципиальное устройство ВДУ. Источники
Подготовка металла перед сваркой. Способы разделки кромок.
Подготовка кромок металла под
Подготовка металла перед сваркой. Способы разделки кромок.
Подготовка кромок металла под

Принципиальное устройство ВДУ. Источники питания сварочной дуги постоянного тока.
Выпрямитель сварочный
Принципиальное устройство ВДУ. Источники питания сварочной дуги постоянного тока.
Выпрямитель сварочный
Источники питания сварочной дуги
Классификация методов сварки.
Электродуговая сварка плавлением классифицируется по следующим
Источники питания сварочной дуги
Классификация методов сварки.
Электродуговая сварка плавлением классифицируется по следующим
Техника безопасности при сварке газового баллона.
К дуговой сварке газовых баллонов
Техника безопасности при сварке газового баллона.
К дуговой сварке газовых баллонов
Требования к сварочной проволоке.
Сварочную электродную проволоку используют для изготовления штучных
Требования к сварочной проволоке.
Сварочную электродную проволоку используют для изготовления штучных
Периодичность технического освидетельствования баллонов.
Баллоны, предназначенные для обеспечения топливом двигателей транспортных
Периодичность технического освидетельствования баллонов.
Баллоны, предназначенные для обеспечения топливом двигателей транспортных
Билет №20
Автоматическая сварка под слоем флюса, ее преимущества, недостатки.
Какое различие
Билет №20
Автоматическая сварка под слоем флюса, ее преимущества, недостатки.
Какое различие
Автоматическая сварка под слоем флюса, ее преимущества, недостатки.
Автоматическая сварка под
Автоматическая сварка под слоем флюса, ее преимущества, недостатки.
Автоматическая сварка под
 Современные модели менеджмента
Современные модели менеджмента 20120306_prezentaciya_microsoft_office_powerpoint_3
20120306_prezentaciya_microsoft_office_powerpoint_3 Районный конкурс детского творчества Дорога и мы
Районный конкурс детского творчества Дорога и мы Mon parc
Mon parc What's missing
What's missing Проектирование карьеры предпринимателя в системе пассажирских автоперевозок
Проектирование карьеры предпринимателя в системе пассажирских автоперевозок Три образа России
Три образа России Метод обратной мозговой атаки
Метод обратной мозговой атаки Фотоальбом курсанта Сапожникова Михаила Валерьевича
Фотоальбом курсанта Сапожникова Михаила Валерьевича Анализ современного ассортимента швейных ниток
Анализ современного ассортимента швейных ниток Значение и свойства воды
Значение и свойства воды Будем жить с Богом
Будем жить с Богом Повторение пройденного. Костюм средневековья
Повторение пройденного. Костюм средневековья 04
04 Turg'unboyeva Nafisa
Turg'unboyeva Nafisa музыкальная студия
музыкальная студия Преподобный Сергий Радонежский
Преподобный Сергий Радонежский Эко-парк Каялов бор
Эко-парк Каялов бор урок. Проблема текста
урок. Проблема текста den_sela_295_s_knopkami_i_giperssylkami
den_sela_295_s_knopkami_i_giperssylkami Лифт
Лифт Обучение персонала, обслуживающего трубопроводы пара и горячей воды
Обучение персонала, обслуживающего трубопроводы пара и горячей воды 20130422_narkomaniya_prezentaciya
20130422_narkomaniya_prezentaciya Умножение и деление алгебраических дробей
Умножение и деление алгебраических дробей марта
марта Технология изготовления объемной открытки Мундир
Технология изготовления объемной открытки Мундир Основные понятия и задачи реконструкции
Основные понятия и задачи реконструкции Гибка тонколистового металла
Гибка тонколистового металла