- Desing of plastic products

Содержание
- 2. The times we live in are often known as the “Computer Age.” It could also be
- 3. UNLIKE METALS, THE PROPERTIES OF MOST PLASTICS VARY CONSIDERABLY WITHIN NORMAL OPERATING TEMPERATURES. A PARTICULAR ACRYLONITRILE
- 4. WHAT DOES THIS MEAN TO THE DESIGN ENGINEER? BASICALLY, IT MEANS THERE WILL BE MORE WORK
- 5. OTHER EXPOSURES CAN CAUSE PROBLEMS WITH PLASTIC COMPONENTS AS WELL. ULTRAVIOLET LIGHT CAUSES OR CATALYZES CHEMICAL
- 6. THAT IS NOT TO SUGGEST ANY SKULLDUGGERY ON THE PART OF THE TEST ENGINEERS; IT IS
- 7. EVEN IF THE MATERIAL MAINTAINED ITS PROPERTIES THROUGHOUT THE PRODUCT’S TEMPERATURE RANGE AND THE DATA WAS
- 8. NONETHELESS, THE FACT THAT PLASTIC PARTS CAN BE SUCCESSFULLY DESIGNED IS ATTESTED TO BY THE WIDE
- 9. BASIC DESIGN CONSIDERATIONS In order to avoid unpleasant surprises which can cause a design to fail,
- 10. A CERTAIN DEGREE OF RISK IS INHERENT IN PLASTICS DESIGN BECAUSE THE COST IN TIME AND
- 11. PROCESS SELECTION Plastics product designers are primarily interested in the ability of a given process to
- 12. PROCESS SELECTION Beyond the fundamental design requirements, cost becomes the most significant factor in selecting the
- 13. As a broad statement, processes that require a higher initial investment in tooling produce parts at
- 14. The product design engineer is, therefore, keenly interested in the volume at which the additional investment
- 15. One may presume that the larger and/or more complex the part, the greater the investment will
- 16. DESIGN FOR MULTIPLE PART ASSEMBLIES The first step is to ensure that the parts fit together
- 17. DESIGN FOR MULTIPLE PART ASSEMBLIES That involves the determination of the fitments after the relationship of
- 18. DESIGN FOR MULTIPLE PART ASSEMBLIES The thermoplastic processes generally operate with a cool mold, with the
- 19. Deviations from drawing tolerances can be approved if they turn out to be excessively tight when
- 20. PLASTICS SPECIFICATIONS AND DRAFTING PRACTICES The number or letter should be located in a place where
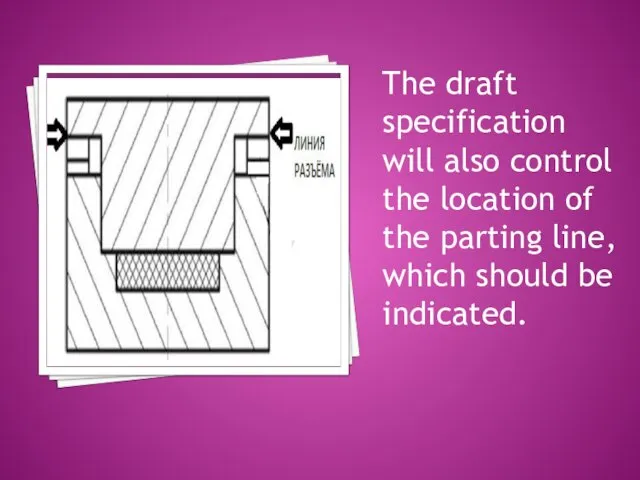
- 21. The draft specification controls the way the mold is built as the direction of draft normally
- 22. The draft specification will also control the location of the parting line, which should be indicated.
- 23. EJECTOR LOCATIONS Ejection devices for plastic parts can range from screwdrivers used to pry parts out
- 24. However, ejectors cost money and leave marks on the surface of the moldment. Therefore, there is
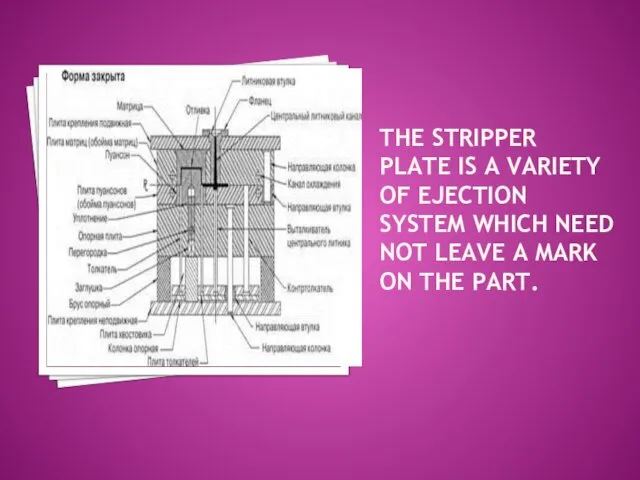
- 25. THE STRIPPER PLATE IS A VARIETY OF EJECTION SYSTEM WHICH NEED NOT LEAVE A MARK ON
- 26. Parts from processes in which material flows in the mold nearly always have knit lines and
- 27. The material specification is, perhaps, the most critical of all the specifications. A material deviation can
- 28. The pressure for substitutions arises from market conditions. Material shortages and price increases force processors to
- 29. REGRIND LIMITATION Thermoplastics are capable of nearly 100% material utilization by regrinding sprues, runners, and reject
- 30. The engineer should be alert to the fact that the use of regrind runs the risk
- 31. CONCLUSION There are several aspects of plastics specifications and drawings (or files) which are particular to
- 32. TEXT OF PRESENTATION 1) The times we live in are often known as the “Computer Age.”
- 33. 6) Even if the material maintained its properties throughout the product’s temperature range and the data
- 34. TEXT OF PRESENTATION 11) Beyond the fundamental design requirements, cost becomes the most significant factor in
- 35. TEXT OF PRESENTATION 16) That involves the determination of the fitments after the relationship of the
- 36. TEXT OF PRESENTATION 23) However, ejectors cost money and leave marks on the surface of the
- 37. QUESTIONS 1) Во сколько раз увеличился объем производства пластмассы? 2) В чем отличие металлов от пластмасс?
- 38. QUESTIONS 10) Из каких трёх взаимосвязанных компонентов состоит стоимость продукта? 11) Почему в качестве общего описания,
- 39. QUESTIONS 16) Для чего нужно установление тождественности объекта при построении более чем одной полости? 17) Как
- 40. QUESTIONS 24) Что такое выталкивающая плита? 25) Почему допускается выталкивание в более нагретую часть? 26) Как
- 41. KEYWORDS Plastic the mold Ejector Specification System Moldment Desing Temperature Products Engineer material
- 42. REFERENCES 1. Cadillac Plastic & Chemical Co., Troy, Mich. 2. Terry A. Richardson, "Machining and Finishing,"
- 44. Скачать презентацию
The times we live in are often known as the “Computer
The times we live in are often known as the “Computer
UNLIKE METALS, THE PROPERTIES OF MOST PLASTICS VARY CONSIDERABLY WITHIN NORMAL
UNLIKE METALS, THE PROPERTIES OF MOST PLASTICS VARY CONSIDERABLY WITHIN NORMAL
WHAT DOES THIS MEAN TO THE DESIGN ENGINEER? BASICALLY, IT MEANS
WHAT DOES THIS MEAN TO THE DESIGN ENGINEER? BASICALLY, IT MEANS
OTHER EXPOSURES CAN CAUSE PROBLEMS WITH PLASTIC COMPONENTS AS WELL. ULTRAVIOLET
OTHER EXPOSURES CAN CAUSE PROBLEMS WITH PLASTIC COMPONENTS AS WELL. ULTRAVIOLET
THAT IS NOT TO SUGGEST ANY SKULLDUGGERY ON THE PART OF
THAT IS NOT TO SUGGEST ANY SKULLDUGGERY ON THE PART OF
EVEN IF THE MATERIAL MAINTAINED ITS PROPERTIES THROUGHOUT THE PRODUCT’S TEMPERATURE
EVEN IF THE MATERIAL MAINTAINED ITS PROPERTIES THROUGHOUT THE PRODUCT’S TEMPERATURE
NONETHELESS, THE FACT THAT PLASTIC PARTS CAN BE SUCCESSFULLY DESIGNED IS
NONETHELESS, THE FACT THAT PLASTIC PARTS CAN BE SUCCESSFULLY DESIGNED IS
BASIC DESIGN CONSIDERATIONS
In order to avoid unpleasant surprises which can cause
BASIC DESIGN CONSIDERATIONS
In order to avoid unpleasant surprises which can cause
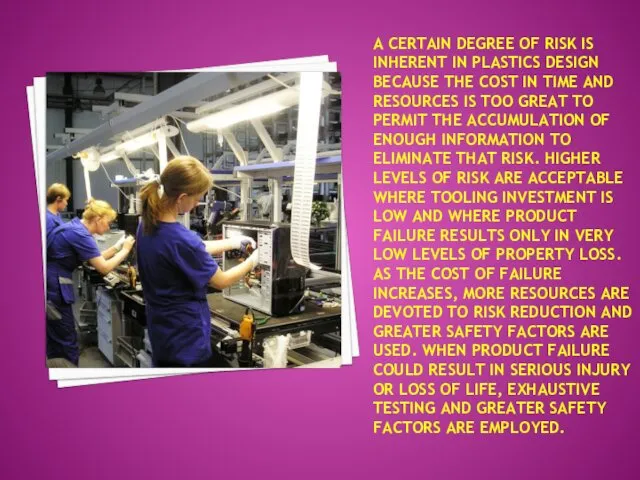
A CERTAIN DEGREE OF RISK IS INHERENT IN PLASTICS DESIGN BECAUSE
A CERTAIN DEGREE OF RISK IS INHERENT IN PLASTICS DESIGN BECAUSE
PROCESS SELECTION
Plastics product designers are primarily interested in the ability of
PROCESS SELECTION
Plastics product designers are primarily interested in the ability of
PROCESS SELECTION
Beyond the fundamental design requirements, cost becomes the most
PROCESS SELECTION
Beyond the fundamental design requirements, cost becomes the most
As a broad statement, processes that require a higher initial
As a broad statement, processes that require a higher initial
The product design engineer is, therefore, keenly interested in the volume
The product design engineer is, therefore, keenly interested in the volume
One may presume that the larger and/or more complex the part,
One may presume that the larger and/or more complex the part,
DESIGN FOR MULTIPLE PART ASSEMBLIES
The first step is to ensure that
DESIGN FOR MULTIPLE PART ASSEMBLIES
The first step is to ensure that
DESIGN FOR MULTIPLE PART ASSEMBLIES
That involves the determination of the fitments
DESIGN FOR MULTIPLE PART ASSEMBLIES
That involves the determination of the fitments
DESIGN FOR MULTIPLE PART ASSEMBLIES
The thermoplastic processes generally operate with a
DESIGN FOR MULTIPLE PART ASSEMBLIES
The thermoplastic processes generally operate with a
Deviations from drawing tolerances can be approved if they turn out
Deviations from drawing tolerances can be approved if they turn out
PLASTICS SPECIFICATIONS AND DRAFTING PRACTICES
The number or letter should be located
PLASTICS SPECIFICATIONS AND DRAFTING PRACTICES
The number or letter should be located
The draft specification controls the way the mold is built as
The draft specification controls the way the mold is built as
The draft specification will also control the location of the parting
The draft specification will also control the location of the parting
EJECTOR LOCATIONS
Ejection devices for plastic parts can range from screwdrivers used
EJECTOR LOCATIONS
Ejection devices for plastic parts can range from screwdrivers used
However, ejectors cost money and leave marks on the surface
However, ejectors cost money and leave marks on the surface
THE STRIPPER PLATE IS A VARIETY OF EJECTION SYSTEM WHICH NEED
THE STRIPPER PLATE IS A VARIETY OF EJECTION SYSTEM WHICH NEED
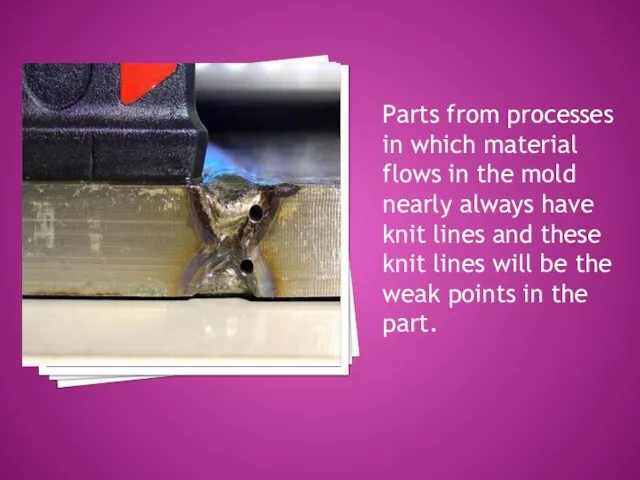
Parts from processes in which material flows in the mold nearly
Parts from processes in which material flows in the mold nearly
The material specification is, perhaps, the most critical of all the
The material specification is, perhaps, the most critical of all the
The pressure for substitutions arises from market conditions. Material shortages and
The pressure for substitutions arises from market conditions. Material shortages and

REGRIND LIMITATION
Thermoplastics are capable of nearly 100% material utilization by regrinding
REGRIND LIMITATION
Thermoplastics are capable of nearly 100% material utilization by regrinding
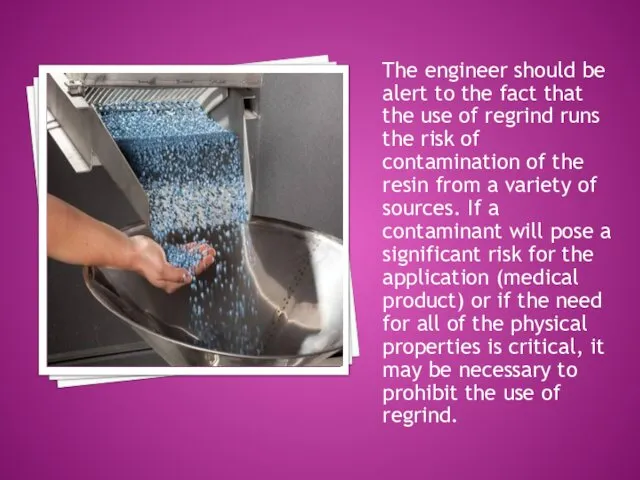
The engineer should be alert to the fact that the use
The engineer should be alert to the fact that the use

CONCLUSION
There are several aspects of plastics specifications and drawings (or files)
CONCLUSION
There are several aspects of plastics specifications and drawings (or files)
TEXT OF PRESENTATION
1) The times we live in are often known
TEXT OF PRESENTATION
1) The times we live in are often known
6) Even if the material maintained its properties throughout the product’s
6) Even if the material maintained its properties throughout the product’s
TEXT OF PRESENTATION
11) Beyond the fundamental design requirements, cost becomes the
TEXT OF PRESENTATION
11) Beyond the fundamental design requirements, cost becomes the
TEXT OF PRESENTATION
16) That involves the determination of the fitments after
TEXT OF PRESENTATION
16) That involves the determination of the fitments after
TEXT OF PRESENTATION
23) However, ejectors cost money and leave marks on
TEXT OF PRESENTATION
23) However, ejectors cost money and leave marks on
QUESTIONS
1) Во сколько раз увеличился объем производства пластмассы?
2) В чем отличие
QUESTIONS
1) Во сколько раз увеличился объем производства пластмассы?
2) В чем отличие
QUESTIONS
10) Из каких трёх взаимосвязанных компонентов состоит стоимость продукта?
11) Почему в
QUESTIONS
10) Из каких трёх взаимосвязанных компонентов состоит стоимость продукта?
11) Почему в
QUESTIONS
16) Для чего нужно установление тождественности объекта при построении более чем
QUESTIONS
16) Для чего нужно установление тождественности объекта при построении более чем
QUESTIONS
24) Что такое выталкивающая плита?
25) Почему допускается выталкивание в более нагретую
QUESTIONS
24) Что такое выталкивающая плита?
25) Почему допускается выталкивание в более нагретую
KEYWORDS
Plastic
the mold
Ejector
Specification
System
Moldment
Desing
Temperature
Products
Engineer
material
KEYWORDS
Plastic
the mold
Ejector
Specification
System
Moldment
Desing
Temperature
Products
Engineer
material
REFERENCES
1. Cadillac Plastic & Chemical Co., Troy, Mich.
2. Terry A.
REFERENCES
1. Cadillac Plastic & Chemical Co., Troy, Mich.
2. Terry A.
Похожие презентации
 Шиномонтаж 4 колеса
Шиномонтаж 4 колеса Инструкция по прохождению медицинского осмотра для иногородних студентов, проживающих в общежитиях КФУ
Инструкция по прохождению медицинского осмотра для иногородних студентов, проживающих в общежитиях КФУ
 Будущее развитие человека
Будущее развитие человека Расскажу вам о себе. Литвинова Анна
Расскажу вам о себе. Литвинова Анна Ярославский участок СДПО
Ярославский участок СДПО Книги-юбиляры 2020
Книги-юбиляры 2020 20161215_kartinki_s_vystavki
20161215_kartinki_s_vystavki Фотоотчет отряда Доброе сердце
Фотоотчет отряда Доброе сердце Электронный учебно-методический комплекс География
Электронный учебно-методический комплекс География Здоровому всё здорово
Здоровому всё здорово Técnicas y Manualidades en el tratamiento de los tejidos blandos Musculoesquelético
Técnicas y Manualidades en el tratamiento de los tejidos blandos Musculoesquelético Системы жизнеобеспечения городов. Газоснабжение
Системы жизнеобеспечения городов. Газоснабжение Podgotovka_k_vkhodnoy_diagnosticheskoy_6 (1)
Podgotovka_k_vkhodnoy_diagnosticheskoy_6 (1) 20170814_prezentatsya_k_uroku
20170814_prezentatsya_k_uroku По святым местам России
По святым местам России Самокат-экскурсовод
Самокат-экскурсовод Портфолио Нигматьяновой Алсу
Портфолио Нигматьяновой Алсу Схема финансирования проектов термомодернизации бюджетных зданий на основе ЭСКО-модели
Схема финансирования проектов термомодернизации бюджетных зданий на основе ЭСКО-модели Электроремонтный участок цеха
Электроремонтный участок цеха Wigilia bożego narodzeniaWigilia Bożego Narodzenia
Wigilia bożego narodzeniaWigilia Bożego Narodzenia Технологические возможности станков с ЧПУ
Технологические возможности станков с ЧПУ bff21-bc2b3109
bff21-bc2b3109 user_file_561e97c0bc0b0
user_file_561e97c0bc0b0 Платонов
Платонов Цікавинки
Цікавинки класс цветок. соцветия. плоды и семена
класс цветок. соцветия. плоды и семена Концентрациялау (жинағыш) столдарда байыту
Концентрациялау (жинағыш) столдарда байыту