Формовочные материалы и смеси. Производство отливок в песчано-глинистые формы. Литейное производство
- Формовочные материалы и смеси. Производство отливок в песчано-глинистые формы. Литейное производство

Содержание
- 2. Основные термины и определения Литейным производством называется отрасль машиностроения, занимающаяся изготовлением фасонных деталей или заготовок путем
- 3. Основные термины и определения 1.Отливки получают в литейной форме, полость которой соответствует конфигурации отливки. Литейная форма
- 4. Основные термины и определения 2. Форму изготовляют из формовочной смеси, состоящей из формовочных материалов. Формовочная смесь
- 5. Последовательность технологического процесса: - изготовление модели; - приготовление формовочных и стержневых смесей; - изготовление стержней и
- 6. Последовательность технологического процесса
- 7. Технологический процесс изготовления отливки Этот метод применяется для литья из стали, меди, бронзы и алюминия.
- 8. Основы конструирования отливки При конструировании конструктор должен выбрать конфигурацию детали с учетом условий работы машины, для
- 9. Эскиз детали
- 10. АНАЛИЗ ОТЛИВКИ Масса отливки составляет 20,3 кг. Отливка относится к первому классу точности, поверхности которых обеспечиваются
- 11. Стержневой ящик Стержни предназначены для формирования внутренних отверстий в отливке и устанавливаются в форме при ее
- 12. Эскиз литейной формы для отливки нижняя полуформа; верхняя полуформа; опока; стержень; литниковая чаша с воронкой; стояк
- 14. Скачать презентацию
Основные термины и определения
Литейным производством называется отрасль машиностроения, занимающаяся изготовлением фасонных
Основные термины и определения
Литейным производством называется отрасль машиностроения, занимающаяся изготовлением фасонных

Основные термины и определения
1.Отливки получают в литейной форме, полость которой соответствует
Основные термины и определения
1.Отливки получают в литейной форме, полость которой соответствует

Основные термины и определения
2. Форму изготовляют из формовочной смеси, состоящей из
Основные термины и определения
2. Форму изготовляют из формовочной смеси, состоящей из
Последовательность технологического процесса:
- изготовление модели;
- приготовление формовочных и стержневых смесей;
- изготовление
Последовательность технологического процесса:
- изготовление модели;
- приготовление формовочных и стержневых смесей;
- изготовление
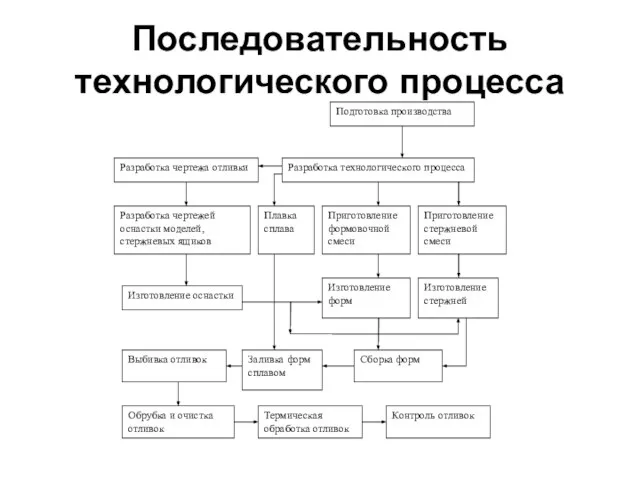
Последовательность технологического процесса
Последовательность технологического процесса

Технологический процесс изготовления отливки
Этот метод применяется для литья из стали, меди,
Технологический процесс изготовления отливки
Этот метод применяется для литья из стали, меди,
Основы конструирования отливки
При конструировании конструктор должен выбрать конфигурацию детали с
Основы конструирования отливки
При конструировании конструктор должен выбрать конфигурацию детали с

Эскиз детали
Эскиз детали

АНАЛИЗ ОТЛИВКИ
Масса отливки составляет 20,3 кг. Отливка относится к первому классу
АНАЛИЗ ОТЛИВКИ
Масса отливки составляет 20,3 кг. Отливка относится к первому классу
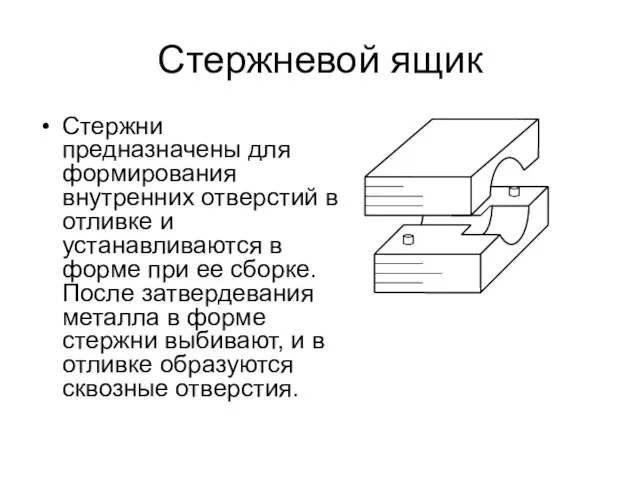
Стержневой ящик
Стержни предназначены для формирования внутренних отверстий в отливке и
Стержневой ящик
Стержни предназначены для формирования внутренних отверстий в отливке и

Эскиз литейной формы для отливки
нижняя полуформа;
верхняя полуформа;
опока;
стержень;
литниковая чаша с воронкой;
стояк
Эскиз литейной формы для отливки
нижняя полуформа;
верхняя полуформа;
опока;
стержень;
литниковая чаша с воронкой;
стояк
 Орнамент. Символика в орнаменте
Орнамент. Символика в орнаменте 20130115_lgov-3_chast
20130115_lgov-3_chast МДК 01.02 Вовк Елизар
МДК 01.02 Вовк Елизар 17020
17020 Серафим Саровский Преподобный (1759-1833)
Серафим Саровский Преподобный (1759-1833) La Tomatina
La Tomatina Проект Жилой квартал
Проект Жилой квартал Производственная практика. Технологический процесс сборки и сварки в CO2 декоративной подставки под учебную доску
Производственная практика. Технологический процесс сборки и сварки в CO2 декоративной подставки под учебную доску Автоматизированные системы различного назначения, примеры их использования. Лекция 15. Тема 2.3
Автоматизированные системы различного назначения, примеры их использования. Лекция 15. Тема 2.3 Проф.образование в РФ
Проф.образование в РФ Сухой трансформатор
Сухой трансформатор Тригонометрические уравнения - задания
Тригонометрические уравнения - задания Арабский мир в средние века
Арабский мир в средние века Творчество Константина Коровина (1861-1939)
Творчество Константина Коровина (1861-1939) Копысов Глеб. Фотоальбом
Копысов Глеб. Фотоальбом Общее контрольное упражнение на единой полосе препятствий
Общее контрольное упражнение на единой полосе препятствий 20140116_logopedicheskie_skazki
20140116_logopedicheskie_skazki Подготовка к эксплуатации и освоение скважин
Подготовка к эксплуатации и освоение скважин Физические свойства древесины
Физические свойства древесины Проскомидия. Приготовление к проскомидии
Проскомидия. Приготовление к проскомидии Конкурс Большая Москва. Лекция №3
Конкурс Большая Москва. Лекция №3 ПФР предварительная запись
ПФР предварительная запись 2_5208862995727260775
2_5208862995727260775 Пуджа
Пуджа 11. CSS Bootstrap
11. CSS Bootstrap Промо-акция по смесителям VITRA 2015
Промо-акция по смесителям VITRA 2015 20170202_pasport
20170202_pasport 20160118_bludnyy_syn
20160118_bludnyy_syn