- Инструменты для обработки отверстий

Содержание
- 2. Отверстия, применяемые в деталях машин, различают по форме поперечного и продоль-ного сечения, размерам, требуемой точности и
- 3. Траектория движения главной режущей кромки при обработке отверстий движение подачи Ds главное движение резания Dr Кинематический
- 4. При обработке отверстий встречаются следующие основные проблемы: Стесненное стружкообразование; Затрудненный отвод стружки; Увод режущего инструмента; Вибрации.
- 5. Свёрла
- 6. Сверло – осевой режущий инструмент для образования отверстий в сплошном материале и увеличения диаметра имеющегося отверстия
- 7. Спиральные сверла
- 8. Конструктивные элементы спирального сверла 5 –лапка. 1 - режущая часть; 2 -транспортирующая часть 3 – шейка;
- 9. Режущая часть сверла 1- главные (2); 2 – вспомогательные (ленточка на 0,5 s) ; 3 –
- 10. Угол 2ϕ - оказывает влияние на стойкость инструмента, величину осевой силы и крутящего момента.
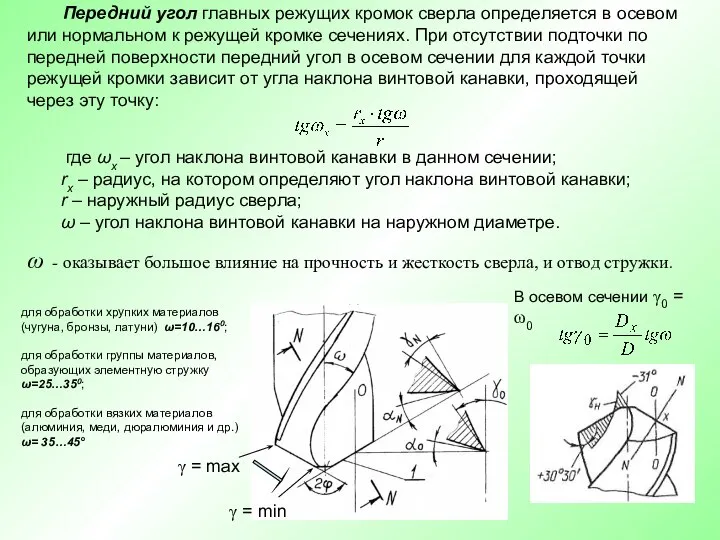
- 11. Передний угол главных режущих кромок сверла определяется в осевом или нормальном к режущей кромке сечениях. При
- 12. Задний угол образуется на режущей части сверла на главных и поперечной режущих кромках и находится между
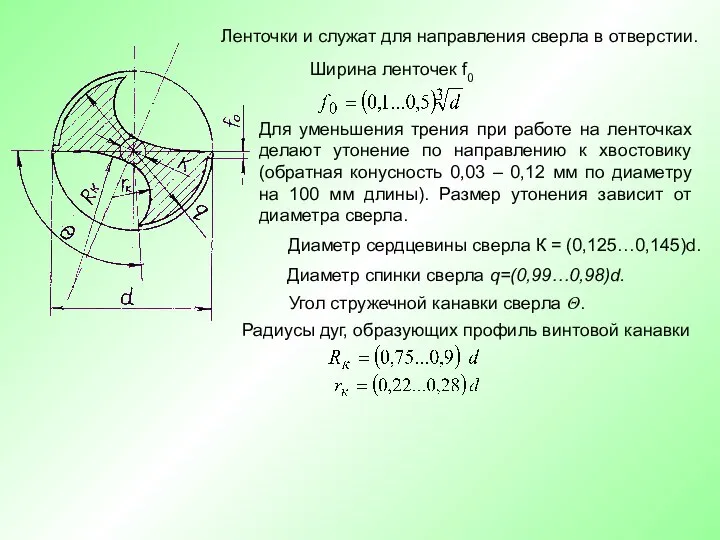
- 13. Ширина ленточек f0 Ленточки и служат для направления сверла в отверстии. Для уменьшения трения при работе
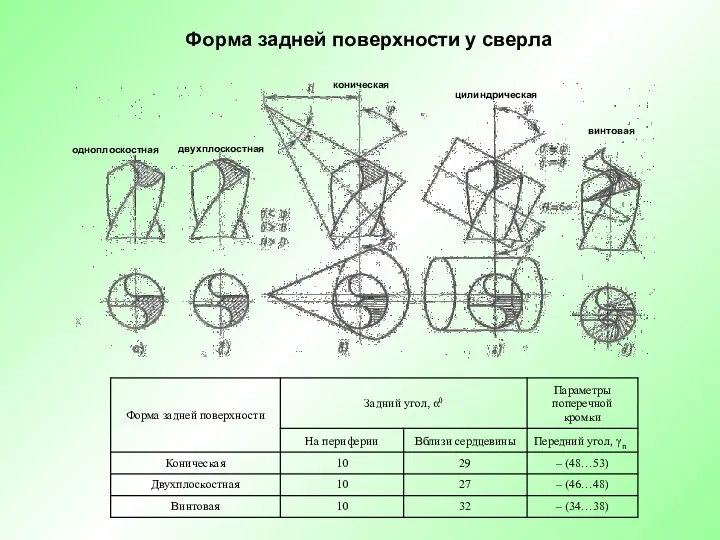
- 14. Форма задней поверхности у сверла одноплоскостная двухплоскостная коническая цилиндрическая винтовая
- 15. Методы улучшения геометрических параметров рабочей части сверла сверла с криволинейными режущими кромками сверла с ломаными режущими
- 16. Форма стружечных канавок Геометрическая жесткость сечения где F – площадь поперечного сечения, мм2; lp – полярный
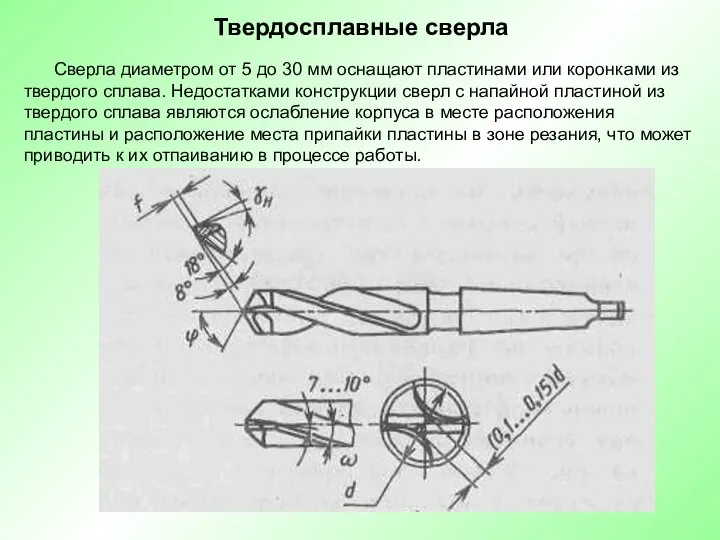
- 17. Твердосплавные сверла Сверла диаметром от 5 до 30 мм оснащают пластинами или коронками из твердого сплава.
- 18. У твердосплавных сверл диаметром от 3 до 12 мм рабочую часть делают из твердого сплава и
- 19. Перовые сверла Режущую часть этих сверл выполняют в виде пластин из быстрорежущей стали или оснащают пластинами
- 20. Сверла для глубокого сверления Под глубоким сверлением понимается сверление отверстий на глубину, превышающую диаметр сверла в
- 21. Спиральные сверла с отверстиями для подвода смазывающе-охлаждающей жидкости
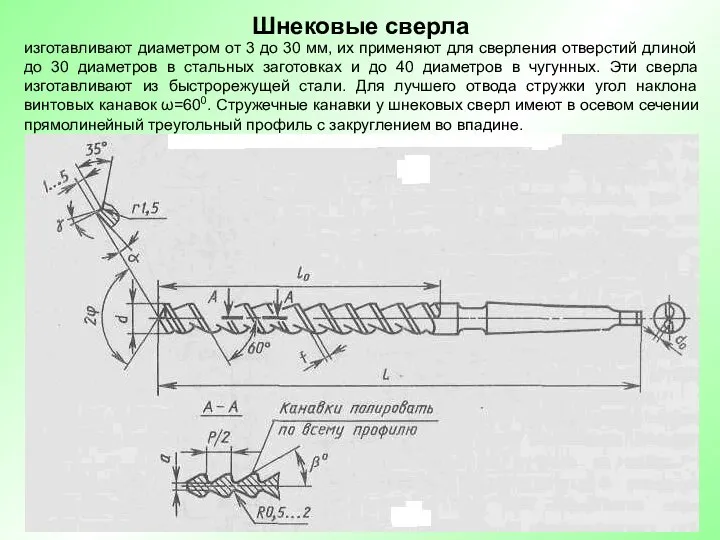
- 22. Шнековые сверла изготавливают диаметром от 3 до 30 мм, их применяют для сверления отверстий длиной до
- 23. Увеличенный угол наклона винтовой канавки Форма канавок треугольная. В осевом сечении профиль канавки образован двумя прямыми,
- 24. Технология изготовления спиральных сверл
- 25. Сверла одностороннего резания. делят на сверла с внутренним подводом СОЖ и наружным отводом стружки и на
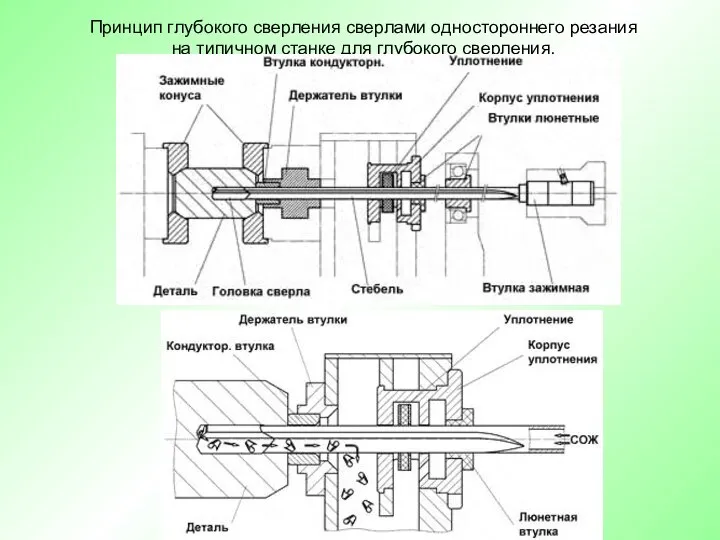
- 26. Принцип глубокого сверления сверлами одностороннего резания на типичном станке для глубокого сверления.
- 27. Сверло с внутренним подводом СОЖ и наружным отводом стружки
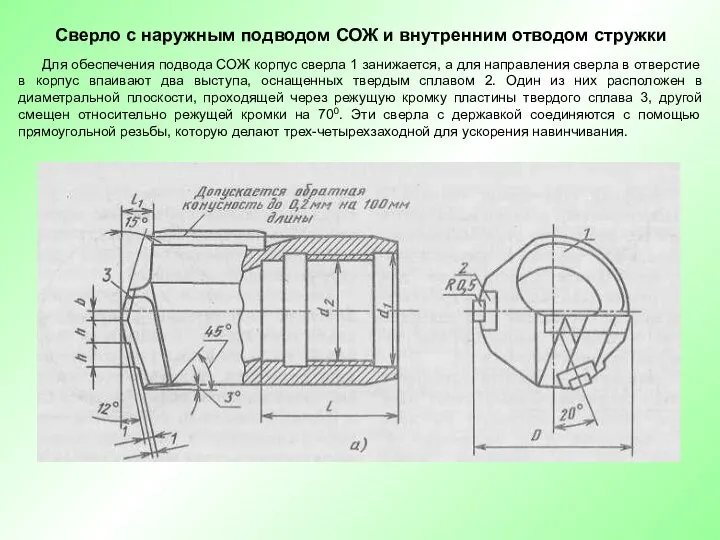
- 28. Сверло с наружным подводом СОЖ и внутренним отводом стружки Для обеспечения подвода СОЖ корпус сверла 1
- 29. Применяется для отверстий больших диаметров. Возможно сверление отверстий с соотношением длины отверстия к его диаметру свыше
- 30. Эжекторные сверла Подвод смазывающе-охлаждающей жидкости в рабочую зону сверла производится через кольцевой зазор, образованный наружной и
- 31. Р=2..3 МПа 70% 30% Сверла обеспечивают точность обработки отверстий по 9–11-му квалитетам и параметр шероховатости поверхности
- 32. Головки кольцевого сверления предназначены для обработки отверстий диаметром от 30 мм и выше. Головки диаметром от
- 33. Пластина, установленная на одном пере, обеспечивает рассверливание отверстия по центру, вторая пластина смещена к периферии сверла
- 34. Сверла с СМП
- 36. Конструкции сверл
- 37. Зенкеры и зенковки. Зенкеры – осевой режущий инструмент, предназначенный для повышения точности формы отверстия, полученных после
- 38. Рабочая часть зенкера состоит из: задней поверхности 1; главной задней поверхности 2; вспомогательной задней поверхности (ленточки)
- 39. Конструкция насадного зенкера Конструкция зенкера, оснащенного твердосплавными пластинами
- 40. Диаметр зенкера для обработки отверстий устанавливают в зависимости от его назначения. Диаметр зенкера № 1, предназначенного
- 41. Зенковка – многолезвийный режущий инструмент, предназначенный для обработки: цилиндрических углублений под головки винтов и др.; конических
- 44. Развертка - осевой режущий инструмент для повышения точности формы и размеров отверстия и снижения шероховатости поверхности.
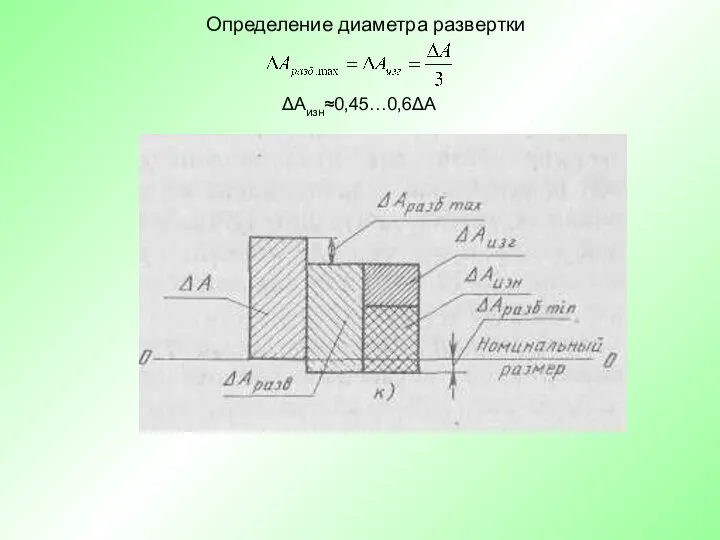
- 48. ΔАизн≈0,45…0,6ΔА Определение диаметра развертки
- 49. Конические развертки применяют для превращения цилиндрического отверстия в коническое или для калибрования конического отверстия, предварительно обработанного
- 50. Комбинированные инструменты для обработки отверстий. Для совмещения операций и переходов при обработке цилиндрических и ступенчатых отверстий
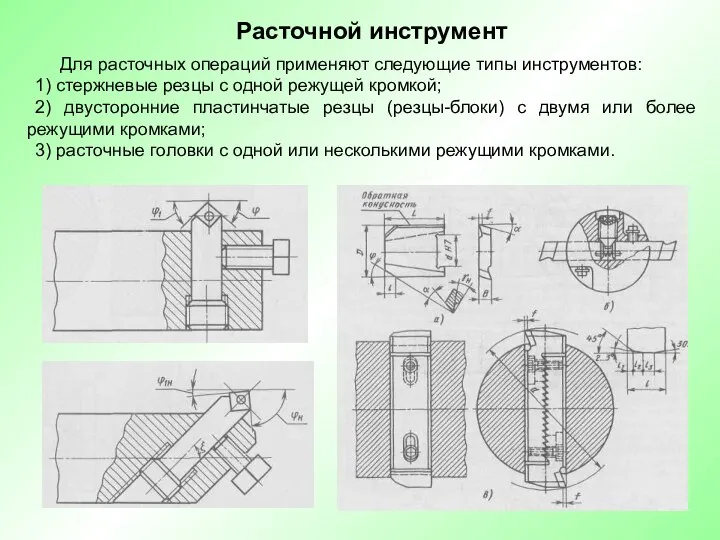
- 51. Расточной инструмент Для расточных операций применяют следующие типы инструментов: 1) стержневые резцы с одной режущей кромкой;
- 56. Инструмент для чернового растачивания
- 57. Инструмент для чистового растачивания
- 59. Скачать презентацию

Отверстия, применяемые в деталях машин, различают по форме поперечного и
Отверстия, применяемые в деталях машин, различают по форме поперечного и
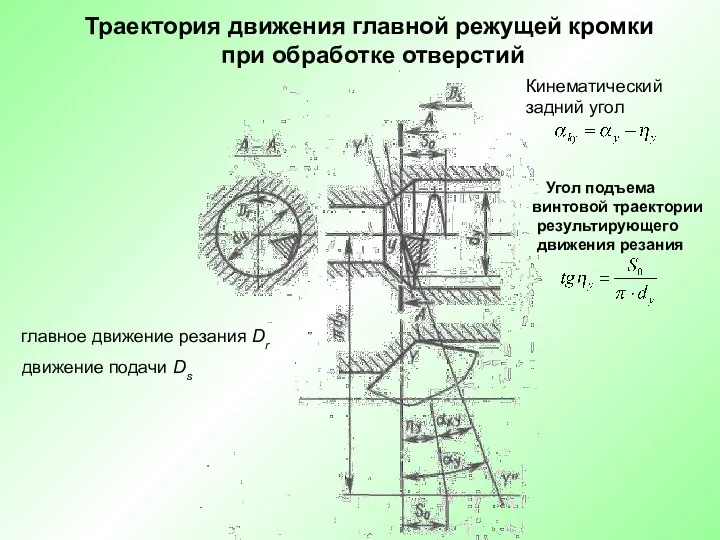
Траектория движения главной режущей кромки
при обработке отверстий
движение подачи Ds
Траектория движения главной режущей кромки
при обработке отверстий
движение подачи Ds
При обработке отверстий встречаются
следующие основные проблемы:
Стесненное стружкообразование;
Затрудненный отвод стружки;
Увод режущего
При обработке отверстий встречаются
следующие основные проблемы:
Стесненное стружкообразование;
Затрудненный отвод стружки;
Увод режущего
Свёрла
Свёрла
Сверло – осевой режущий инструмент для образования отверстий в сплошном
Сверло – осевой режущий инструмент для образования отверстий в сплошном
Спиральные сверла
Спиральные сверла

Конструктивные элементы спирального сверла
5 –лапка.
1 - режущая часть;
2 -транспортирующая часть
3 –
Конструктивные элементы спирального сверла
5 –лапка.
1 - режущая часть;
2 -транспортирующая часть
3 –

Режущая часть сверла
1- главные (2);
2 – вспомогательные
(ленточка на
Режущая часть сверла
1- главные (2);
2 – вспомогательные
(ленточка на

Угол 2ϕ - оказывает влияние на стойкость инструмента, величину
осевой
Угол 2ϕ - оказывает влияние на стойкость инструмента, величину
осевой
Передний угол главных режущих кромок сверла определяется в осевом или нормальном
Передний угол главных режущих кромок сверла определяется в осевом или нормальном

Задний угол образуется на режущей части сверла на главных и
Задний угол образуется на режущей части сверла на главных и
Ширина ленточек f0
Ленточки и служат для направления сверла в отверстии.
Для
Ширина ленточек f0
Ленточки и служат для направления сверла в отверстии.
Для
Форма задней поверхности у сверла
одноплоскостная
двухплоскостная
коническая
цилиндрическая
винтовая
Форма задней поверхности у сверла
одноплоскостная
двухплоскостная
коническая
цилиндрическая
винтовая

Методы улучшения геометрических параметров рабочей части сверла
сверла с криволинейными
режущими
Методы улучшения геометрических параметров рабочей части сверла
сверла с криволинейными
режущими

Форма стружечных канавок
Геометрическая жесткость сечения
где F – площадь поперечного
Форма стружечных канавок
Геометрическая жесткость сечения
где F – площадь поперечного
Твердосплавные сверла
Сверла диаметром от 5 до 30 мм оснащают пластинами
Твердосплавные сверла
Сверла диаметром от 5 до 30 мм оснащают пластинами

У твердосплавных сверл диаметром от 3 до 12 мм рабочую
У твердосплавных сверл диаметром от 3 до 12 мм рабочую

Перовые сверла
Режущую часть этих сверл выполняют в виде пластин из
Перовые сверла
Режущую часть этих сверл выполняют в виде пластин из
Сверла для глубокого сверления
Под глубоким сверлением понимается сверление отверстий на
Сверла для глубокого сверления
Под глубоким сверлением понимается сверление отверстий на

Спиральные сверла с отверстиями для подвода
смазывающе-охлаждающей жидкости
Спиральные сверла с отверстиями для подвода
смазывающе-охлаждающей жидкости
Шнековые сверла
изготавливают диаметром от 3 до 30 мм, их применяют
Шнековые сверла
изготавливают диаметром от 3 до 30 мм, их применяют
Увеличенный угол наклона винтовой канавки
Форма канавок треугольная. В осевом сечении
Увеличенный угол наклона винтовой канавки
Форма канавок треугольная. В осевом сечении
Технология изготовления спиральных сверл
Технология изготовления спиральных сверл
Сверла одностороннего резания.
делят на сверла с внутренним подводом СОЖ и
Сверла одностороннего резания.
делят на сверла с внутренним подводом СОЖ и
Принцип глубокого сверления сверлами одностороннего резания
на типичном станке для глубокого сверления.
Принцип глубокого сверления сверлами одностороннего резания
на типичном станке для глубокого сверления.

Сверло с внутренним подводом СОЖ и наружным отводом стружки
Сверло с внутренним подводом СОЖ и наружным отводом стружки
Сверло с наружным подводом СОЖ и внутренним отводом стружки
Для обеспечения
Сверло с наружным подводом СОЖ и внутренним отводом стружки
Для обеспечения

Применяется для отверстий больших диаметров. Возможно сверление отверстий с соотношением
Применяется для отверстий больших диаметров. Возможно сверление отверстий с соотношением

Эжекторные сверла
Подвод смазывающе-охлаждающей жидкости в рабочую зону сверла производится
Эжекторные сверла
Подвод смазывающе-охлаждающей жидкости в рабочую зону сверла производится
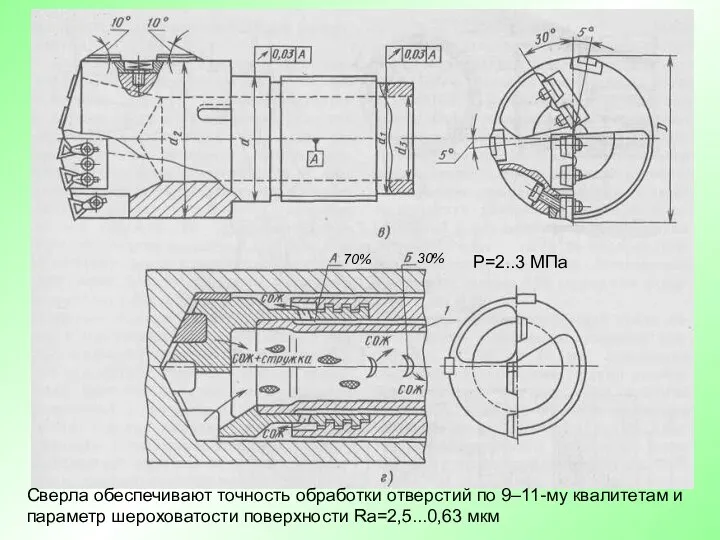
Р=2..3 МПа
70%
30%
Сверла обеспечивают точность обработки отверстий по 9–11-му
Р=2..3 МПа
70%
30%
Сверла обеспечивают точность обработки отверстий по 9–11-му

Головки кольцевого сверления
предназначены для обработки отверстий диаметром от 30
Головки кольцевого сверления
предназначены для обработки отверстий диаметром от 30

Пластина, установленная на одном пере, обеспечивает рассверливание отверстия по центру,
Пластина, установленная на одном пере, обеспечивает рассверливание отверстия по центру,

Сверла с СМП
Сверла с СМП

Конструкции сверл
Конструкции сверл

Зенкеры и зенковки.
Зенкеры – осевой режущий инструмент, предназначенный для повышения
Зенкеры и зенковки.
Зенкеры – осевой режущий инструмент, предназначенный для повышения
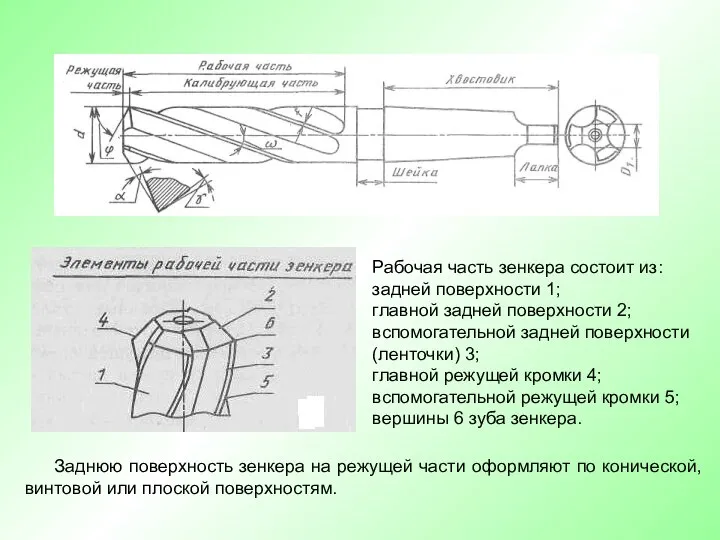
Рабочая часть зенкера состоит из: задней поверхности 1;
главной задней поверхности 2;
Рабочая часть зенкера состоит из: задней поверхности 1;
главной задней поверхности 2;

Конструкция насадного зенкера
Конструкция зенкера, оснащенного
твердосплавными пластинами
Конструкция насадного зенкера
Конструкция зенкера, оснащенного
твердосплавными пластинами
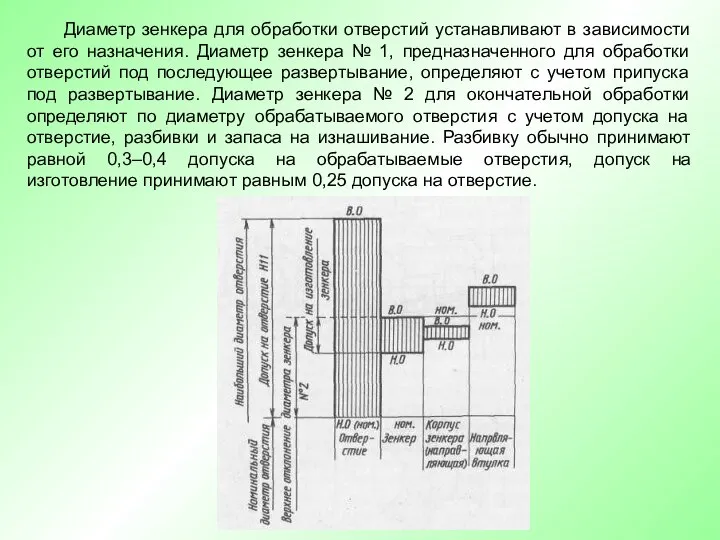
Диаметр зенкера для обработки отверстий устанавливают в зависимости от его
Диаметр зенкера для обработки отверстий устанавливают в зависимости от его
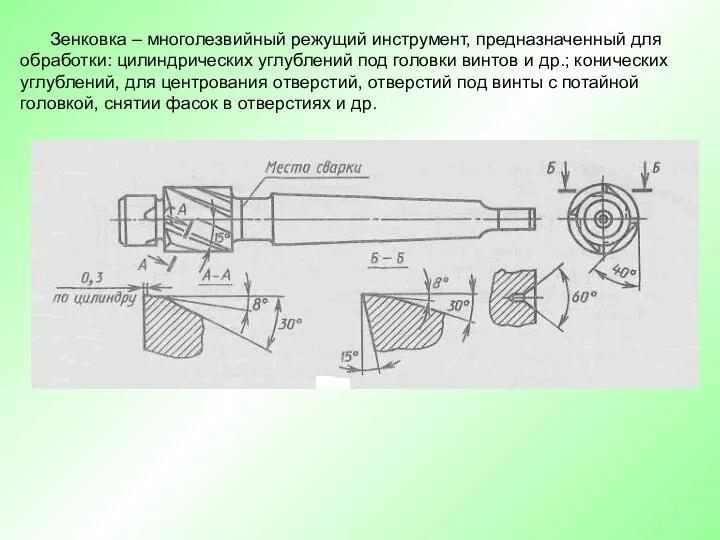
Зенковка – многолезвийный режущий инструмент, предназначенный для обработки: цилиндрических углублений
Зенковка – многолезвийный режущий инструмент, предназначенный для обработки: цилиндрических углублений



Развертка
- осевой режущий инструмент для повышения точности формы и размеров
Развертка
- осевой режущий инструмент для повышения точности формы и размеров



ΔАизн≈0,45…0,6ΔА
Определение диаметра развертки
ΔАизн≈0,45…0,6ΔА
Определение диаметра развертки
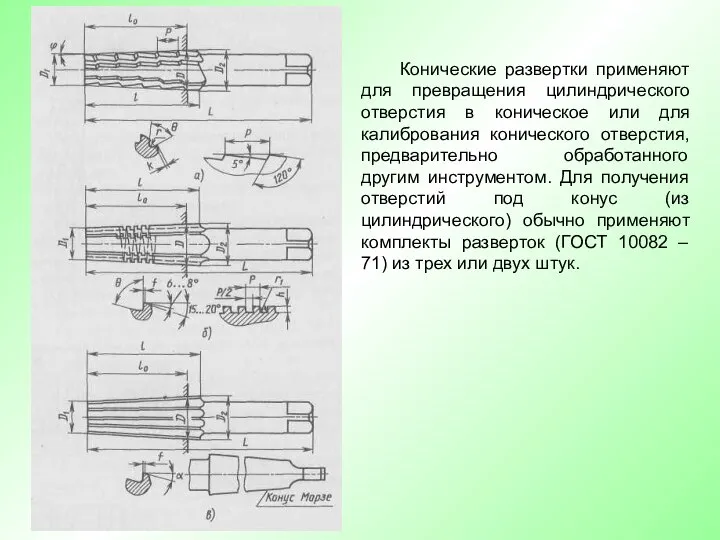
Конические развертки применяют для превращения цилиндрического отверстия в коническое или
Конические развертки применяют для превращения цилиндрического отверстия в коническое или

Комбинированные инструменты для обработки отверстий.
Для совмещения операций и переходов при
Комбинированные инструменты для обработки отверстий.
Для совмещения операций и переходов при
Расточной инструмент
Для расточных операций применяют следующие типы инструментов:
1) стержневые резцы
Расточной инструмент
Для расточных операций применяют следующие типы инструментов:
1) стержневые резцы





Инструмент для чернового растачивания
Инструмент для чернового растачивания
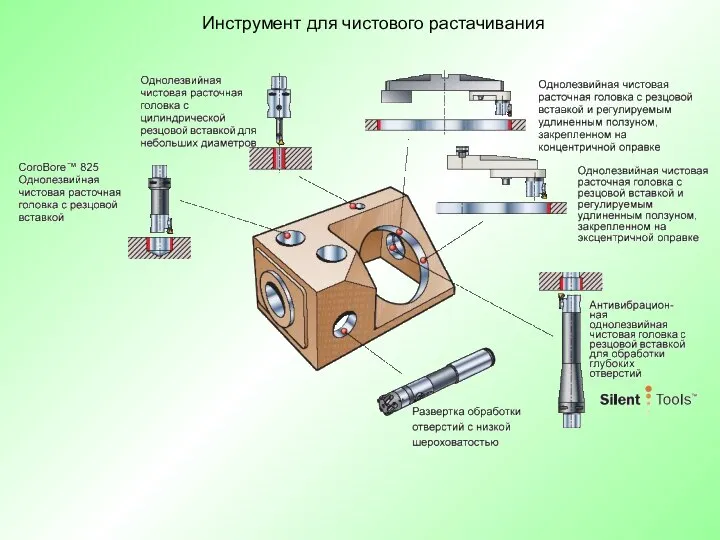
Инструмент для чистового растачивания
Инструмент для чистового растачивания
 Метод и приёмы наглядного обучения истории
Метод и приёмы наглядного обучения истории Мой класс- мои одноклассники
Мой класс- мои одноклассники Основы гидроэнергетики
Основы гидроэнергетики Центральный процессор. CPU. Что такое сокет
Центральный процессор. CPU. Что такое сокет 20151003_zh-sh_prezentatsiya_microsoft_office_powerpoint_-_kopiya
20151003_zh-sh_prezentatsiya_microsoft_office_powerpoint_-_kopiya Физические свойства тканей
Физические свойства тканей Учебно-методический центр военно-патриотического воспитания молодежи АВАНГАРД
Учебно-методический центр военно-патриотического воспитания молодежи АВАНГАРД Основы аграрной метнологии
Основы аграрной метнологии Методические разъяснения к проектированию дополнительных общеобразовательных общеразвивающих программ и их оформлению в АИС
Методические разъяснения к проектированию дополнительных общеобразовательных общеразвивающих программ и их оформлению в АИС СШ 13 Лидер года
СШ 13 Лидер года В этот день 8 марта
В этот день 8 марта Творчество Джона Фаулза Калинина А.А.гр.7171
Творчество Джона Фаулза Калинина А.А.гр.7171 _Подача заявления 1 этап
_Подача заявления 1 этап Архитектура судна
Архитектура судна Крым 2015 Интурист
Крым 2015 Интурист 20160319_urok_pro_vampilovu
20160319_urok_pro_vampilovu 20140913_novaya_papka
20140913_novaya_papka На красной странице звери и птицы
На красной странице звери и птицы Star cafe
Star cafe Получении выписки из государственного сводного реестра лицензий на сайте Росалкогольрегулирования (https://fsrar.gov.ru/)
Получении выписки из государственного сводного реестра лицензий на сайте Росалкогольрегулирования (https://fsrar.gov.ru/) TRIK Studio
TRIK Studio Технологии скрепления книжных блоков
Технологии скрепления книжных блоков Звери и птицы весной
Звери и птицы весной Жұлдызды сәт ойыны
Жұлдызды сәт ойыны День знаний
День знаний Выполнение столярных работ
Выполнение столярных работ Актуальные вопросы реализации 225-ФЗ
Актуальные вопросы реализации 225-ФЗ 20130306_konflikt_proekt_
20130306_konflikt_proekt_