- Комбинированные способы механической обработки

Содержание
- 2. План лекции 1 Комбинированные инструменты для обработки отверстий 2 Комбинированные способы механической обработки
- 3. Осевой режущий инструмент Применение комбинированных инструментов при обработке ступенчатых отверстий: значительно уменьшает отклонение от соосности ступеней
- 4. Осевой режущий инструмент При обработке цилиндрических отверстий широко применяют инструменты, являющиеся соединением инструментов разных типов: сверло
- 5. Осевой режущий инструмент Конструктивные и геометрические параметры таких инструментов выбирают аналогично инструментам соответствующего типа. Недостатком этих
- 6. Осевой режущий инструмент В зависимости от размеров обрабатываемых отверстий используют как цельные инструменты, так и инструменты
- 7. Основные направления проектирования специального режущего инструмента для обработки отверстий 1. Размещение режущих пластин, каждая из которых
- 8. Расточные инструменты Расточной инструмент обычно представляет собой модульную конструкцию, состоящую из базового держателя, адаптера и режущей
- 9. Расточные инструменты Выбор инструмента для однолезвийной, многолезвийной и ступенчатой обработки отверстий достаточно широк и зависит от
- 10. Расточные инструменты
- 11. Расточные инструменты
- 12. Расточные резцы
- 13. Схемы резания, применяемые при обработки отверстий многолезвийными расточными головками t = t1 + t2 + …
- 14. Расточные инструменты
- 15. Расточные резцы Рисунок 23.3-Чистовая расточная головка и резец для нее фирмы «Сандвик Коромант» Минимально возможное отверстие
- 16. Классификация комбинированных способов обработки Для качественного улучшения производства необходимо широкое внедрение комбинированных способов обработки. Такие способы
- 17. Комбинированные способы по виду рабочей части режущего инструмента Особенностями комбинированных способов, отличающихся режущими инструментами, являются согласование
- 18. Комбинированные способы по виду рабочей части режущего инструмента а - иглофрезерование и точение; б и в
- 19. Комбинированные способы по форме и расположению режущих кромок инструмента Способы одной и той же группы могут
- 20. Комбинированные способы по форме и расположению режущих кромок инструмента Многорезцовое точение, групповое фрезерование, комбинированное сверление и
- 21. Комбинированные способы по форме и расположению режущих кромок инструмента Для расширения технологических возможностей комбинированных способов применяется
- 22. Комбинированные способы по форме и расположению режущих кромок инструмента Последовательная обработка выполняется за один установ заготовки
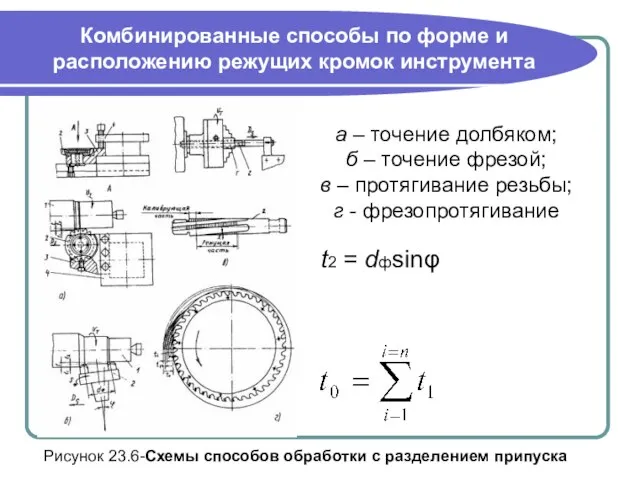
- 23. Комбинированные способы по форме и расположению режущих кромок инструмента а – точение долбяком; б – точение
- 24. Комбинированные способы по форме и расположению режущих кромок инструмента Наиболее простые комбинации сводятся к разделению припуска
- 26. Скачать презентацию

План лекции
1 Комбинированные инструменты для обработки отверстий
2 Комбинированные способы механической обработки
План лекции
1 Комбинированные инструменты для обработки отверстий
2 Комбинированные способы механической обработки
Осевой режущий инструмент
Применение комбинированных инструментов при
обработке ступенчатых отверстий:
значительно уменьшает отклонение
Осевой режущий инструмент
Применение комбинированных инструментов при
обработке ступенчатых отверстий:
значительно уменьшает отклонение

Осевой режущий инструмент
При обработке цилиндрических отверстий широко применяют инструменты, являющиеся соединением
Осевой режущий инструмент
При обработке цилиндрических отверстий широко применяют инструменты, являющиеся соединением

Осевой режущий инструмент
Конструктивные и геометрические параметры
таких инструментов выбирают аналогично
инструментам
Осевой режущий инструмент
Конструктивные и геометрические параметры
таких инструментов выбирают аналогично
инструментам

Осевой режущий инструмент
В зависимости от размеров
обрабатываемых отверстий
используют как цельные
Осевой режущий инструмент
В зависимости от размеров
обрабатываемых отверстий
используют как цельные
Основные направления проектирования специального режущего инструмента для обработки отверстий
1. Размещение режущих
Основные направления проектирования специального режущего инструмента для обработки отверстий
1. Размещение режущих

Расточные инструменты
Расточной инструмент обычно
представляет собой модульную
конструкцию, состоящую
из
Расточные инструменты
Расточной инструмент обычно
представляет собой модульную
конструкцию, состоящую
из

Расточные инструменты
Выбор инструмента для однолезвийной, многолезвийной и ступенчатой обработки отверстий достаточно
Расточные инструменты
Выбор инструмента для однолезвийной, многолезвийной и ступенчатой обработки отверстий достаточно

Расточные инструменты
Расточные инструменты

Расточные инструменты
Расточные инструменты

Расточные резцы
Расточные резцы
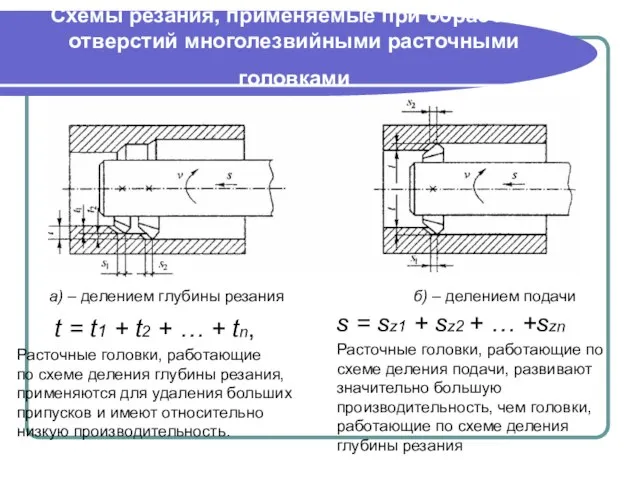
Схемы резания, применяемые при обработки отверстий многолезвийными расточными головками
t =
Схемы резания, применяемые при обработки отверстий многолезвийными расточными головками
t =

Расточные инструменты
Расточные инструменты

Расточные резцы
Рисунок 23.3-Чистовая расточная головка и резец для нее
фирмы «Сандвик
Расточные резцы
Рисунок 23.3-Чистовая расточная головка и резец для нее
фирмы «Сандвик
Классификация комбинированных способов обработки
Для качественного улучшения производства необходимо широкое внедрение комбинированных
Классификация комбинированных способов обработки
Для качественного улучшения производства необходимо широкое внедрение комбинированных
Комбинированные способы по виду рабочей части режущего инструмента
Особенностями комбинированных способов, отличающихся
Комбинированные способы по виду рабочей части режущего инструмента
Особенностями комбинированных способов, отличающихся

Комбинированные способы по виду рабочей части режущего инструмента
а - иглофрезерование
Комбинированные способы по виду рабочей части режущего инструмента
а - иглофрезерование
Комбинированные способы по форме и расположению режущих кромок инструмента
Способы одной и
Комбинированные способы по форме и расположению режущих кромок инструмента
Способы одной и
Комбинированные способы по форме и расположению режущих кромок инструмента
Многорезцовое точение, групповое
Комбинированные способы по форме и расположению режущих кромок инструмента
Многорезцовое точение, групповое
Комбинированные способы по форме и расположению режущих кромок инструмента
Для расширения технологических
Комбинированные способы по форме и расположению режущих кромок инструмента
Для расширения технологических

Комбинированные способы по форме и расположению режущих кромок инструмента
Последовательная обработка выполняется
Комбинированные способы по форме и расположению режущих кромок инструмента
Последовательная обработка выполняется
Комбинированные способы по форме и расположению режущих кромок инструмента
а – точение
Комбинированные способы по форме и расположению режущих кромок инструмента
а – точение
Комбинированные способы по форме и расположению режущих кромок инструмента
Наиболее простые комбинации
Комбинированные способы по форме и расположению режущих кромок инструмента
Наиболее простые комбинации
 Состав для монтажа судовых двигателей и оборудования Loctite Fixmaster Marine Chocking. Руководство по применению
Состав для монтажа судовых двигателей и оборудования Loctite Fixmaster Marine Chocking. Руководство по применению Ресурсы и запасы полезных ископаемых
Ресурсы и запасы полезных ископаемых Государство Израиль
Государство Израиль Д.Биссет
Д.Биссет Построение системы работы в Школе православия по дисциплине Православное краеведение: наш православный Пермский край
Построение системы работы в Школе православия по дисциплине Православное краеведение: наш православный Пермский край Проповедь. Евангелие от Луки, 16:19-31
Проповедь. Евангелие от Луки, 16:19-31 OnGift
OnGift prepositions-of-place-and-position-first-part-grammar-guides
prepositions-of-place-and-position-first-part-grammar-guides Занятие №1
Занятие №1 Технологический процесс и его элементы
Технологический процесс и его элементы Цифровые вычислительные устройства и микропроцессоры приборных комплексов
Цифровые вычислительные устройства и микропроцессоры приборных комплексов Генеалогическая классификация языков
Генеалогическая классификация языков Коллаж
Коллаж Лесозаготовительная техника
Лесозаготовительная техника Диагностика
Диагностика Дистанционная адаптация в новой компании
Дистанционная адаптация в новой компании Общественная организация Федерация футбола Республики Карелия
Общественная организация Федерация футбола Республики Карелия дефекты штукатурки
дефекты штукатурки Регенерация тепловых и горючих отходов
Регенерация тепловых и горючих отходов 1+1 Лица Звезд
1+1 Лица Звезд Рабочее время и время отдыха
Рабочее время и время отдыха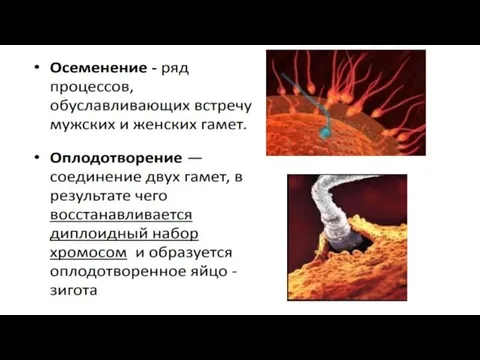 ЛЗ 11. ГИСТОЛОГИЯ. Оплодотворение
ЛЗ 11. ГИСТОЛОГИЯ. Оплодотворение Специальные способы литья. Литье в кокиль
Специальные способы литья. Литье в кокиль Обучение в области горнодобывающей промышленности в Австралии
Обучение в области горнодобывающей промышленности в Австралии Переработка изношенных автошин в г. Альметьевске
Переработка изношенных автошин в г. Альметьевске PET_p63 + reported speech
PET_p63 + reported speech Наука и образование
Наука и образование 9_klass_07_09_2022
9_klass_07_09_2022