- Лазерное оборудование и технологические комплексы

Содержание
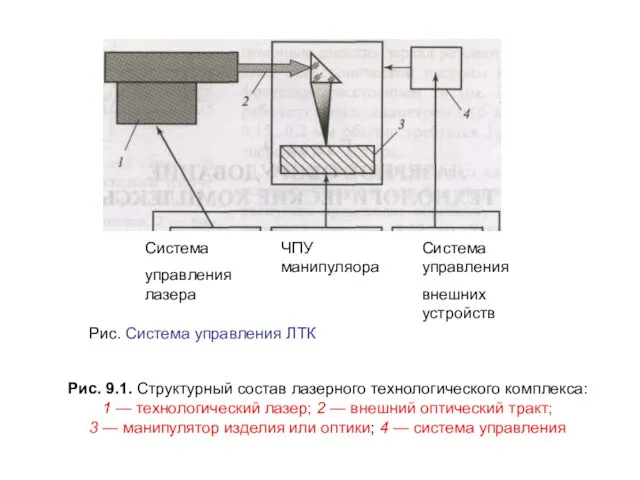
- 2. Система управления лазера ЧПУ манипуляора Система управления внешних устройств Рис. Система управления ЛТК Рис. 9.1. Структурный
- 3. . Специализированные комплексы Специализированный лазерный технологический комплекс (СЛТК) создают на основе одного отработанного технологического процесса, он
- 4. Универсальные лазерные комплексы (УЛК) УЛК используют при выполнении ряда операций или при обработке нескольких деталей в
- 5. По форме обрабатываемых изделий УЛК подразделяют на предназначенные для обработки: плоских деталей (резка, перфорация листовых материалов
- 6. УЛК с манипулятором изделий в зависимости от требуемой траектории перемещений подразделяют на системы: линейного перемещения, оснащенные
- 7. Технологический лазер / Поворотная призма Устройство перемещения по координате z 2Лазерная головка Лазерный луч Неподвижная балка
- 8. Такие системы достаточно надежны и приспособлены к заводским условиям. Постоянная длина оптического тракта, а также стационарные
- 9. Схема УЛК портального типа Портальные системы. УЛК с портальными системами в основном используют для обработки плоских
- 10. Часто к подобным системам применяют термин «летающая оптика». Система работает следующим образом: поперечина, на которой закреплен
- 11. Одной из разновидностей портальных систем являются УЛК с подвижным порталом, перемешаемым по направляющей вдоль оси X
- 12. Портальная система УЛК с подвижным порталом, перемешаемым по направляющей вдоль оси X (рис. 9.5).
- 13. Системы смешанного типа. В таких системах по одной координате перемещается оптика, а по другой — обрабатываемая
- 14. Системы для пространственной обработки. В последние годы развивались УЛК для лазерной обработки в различных пространственных положениях.
- 15. Рис. 9.8. Кинематическая схема комплекса
- 16. Комплекс предназначен для перфорации отверстий и вырезки окон в деталях сложной конфигурации (жаровых трубах, экранах, изготовленных
- 17. Системы лазер—робот. Необходимость обеспечения достаточно сложной траектории движения лазерного луча по нескольким координатам решается путем совмещения
- 18. В зависимости от состава оборудования, входящего в ЛТК, систему лазер— робот можно использовать не только как
- 19. Схема системы лазер-робот «Кобра»: 1 — лазерная головка; 2 — лучепровод; 3 — захват робота
- 20. Комбинированные системы В состав таких систем, кроме лазера, входят другие машины и инструменты. Наибольшее распространение получили
- 22. Скачать презентацию
Система
управления лазера
ЧПУ манипуляора
Система управления
внешних устройств
Рис. Система управления ЛТК
Рис. 9.1. Структурный состав
Система
управления лазера
ЧПУ манипуляора
Система управления
внешних устройств
Рис. Система управления ЛТК
Рис. 9.1. Структурный состав
. Специализированные комплексы
Специализированный лазерный технологический комплекс (СЛТК) создают на основе одного
. Специализированные комплексы
Специализированный лазерный технологический комплекс (СЛТК) создают на основе одного
Универсальные лазерные комплексы (УЛК)
УЛК используют при выполнении ряда операций или при
Универсальные лазерные комплексы (УЛК)
УЛК используют при выполнении ряда операций или при

По форме обрабатываемых изделий УЛК подразделяют на предназначенные для обработки:
плоских
По форме обрабатываемых изделий УЛК подразделяют на предназначенные для обработки:
плоских

УЛК с манипулятором изделий в зависимости от требуемой траектории перемещений подразделяют
УЛК с манипулятором изделий в зависимости от требуемой траектории перемещений подразделяют

Технологический лазер
/ Поворотная призма
Устройство перемещения по координате z
2Лазерная головка
Лазерный луч
Неподвижная балка
Устройство
Технологический лазер
/ Поворотная призма
Устройство перемещения по координате z
2Лазерная головка
Лазерный луч
Неподвижная балка
Устройство
Такие системы достаточно надежны и приспособлены к заводским условиям. Постоянная длина
Такие системы достаточно надежны и приспособлены к заводским условиям. Постоянная длина

Схема УЛК портального типа
Портальные системы.
УЛК с портальными системами в основном
Схема УЛК портального типа
Портальные системы.
УЛК с портальными системами в основном

Часто к подобным системам применяют термин «летающая оптика».
Система работает следующим
Часто к подобным системам применяют термин «летающая оптика».
Система работает следующим
Одной из разновидностей портальных систем являются УЛК с подвижным порталом, перемешаемым
Одной из разновидностей портальных систем являются УЛК с подвижным порталом, перемешаемым

Портальная система УЛК с подвижным порталом, перемешаемым по направляющей вдоль оси
Портальная система УЛК с подвижным порталом, перемешаемым по направляющей вдоль оси

Системы смешанного типа.
В таких системах по одной координате перемещается оптика,
Системы смешанного типа.
В таких системах по одной координате перемещается оптика,
Системы для пространственной обработки.
В последние годы развивались УЛК для лазерной
Системы для пространственной обработки.
В последние годы развивались УЛК для лазерной

Рис. 9.8. Кинематическая схема комплекса
Рис. 9.8. Кинематическая схема комплекса

Комплекс предназначен для перфорации отверстий и вырезки окон в деталях сложной
Комплекс предназначен для перфорации отверстий и вырезки окон в деталях сложной

Системы лазер—робот.
Необходимость обеспечения достаточно сложной траектории движения лазерного луча по
Системы лазер—робот.
Необходимость обеспечения достаточно сложной траектории движения лазерного луча по
В зависимости от состава оборудования, входящего в ЛТК, систему лазер— робот
В зависимости от состава оборудования, входящего в ЛТК, систему лазер— робот

Схема системы лазер-робот «Кобра»: 1 — лазерная головка; 2 — лучепровод;
Схема системы лазер-робот «Кобра»: 1 — лазерная головка; 2 — лучепровод;

Комбинированные системы
В состав таких систем, кроме лазера, входят другие машины и
Комбинированные системы
В состав таких систем, кроме лазера, входят другие машины и
 класс карантин №1
класс карантин №1 Презентация
Презентация Святые Земли Русской
Святые Земли Русской Лентообмотка кабельных сборок и жгутов. Обмотка по длине жгута
Лентообмотка кабельных сборок и жгутов. Обмотка по длине жгута Православные религиозные учреждения Москвы
Православные религиозные учреждения Москвы Церковь Невеста Христа
Церковь Невеста Христа 20180424_prezentatsiya_o_pizanskoy_bashne1
20180424_prezentatsiya_o_pizanskoy_bashne1 Повышение выработки на установке 37/1-5 ОЗСМ, ПАО Газпром нефть
Повышение выработки на установке 37/1-5 ОЗСМ, ПАО Газпром нефть 20130809_grig
20130809_grig Лучший друг
Лучший друг Современные требования работодателя
Современные требования работодателя Современные технологии сельского хозяйства
Современные технологии сельского хозяйства 20151206_prezentatsiya_mal._prints
20151206_prezentatsiya_mal._prints Разработка модели женского летнего платья в системе автоматизированного проектирования швейных изделий
Разработка модели женского летнего платья в системе автоматизированного проектирования швейных изделий Моделирование фартука
Моделирование фартука Групп-фолап
Групп-фолап Деревья (средняя группа)
Деревья (средняя группа) Исследования реакций адаптаций организма к высоким температурам
Исследования реакций адаптаций организма к высоким температурам 12 июня - День России
12 июня - День России Проблемы проектирования теплозащиты наружных стен
Проблемы проектирования теплозащиты наружных стен Стретчинг
Стретчинг 90411-4-grishechkina-ie-gotovaya-dlya-pechati-1
90411-4-grishechkina-ie-gotovaya-dlya-pechati-1 Габарит на железнодорожном транспорте
Габарит на железнодорожном транспорте Сдача электроподвижного состава на линии
Сдача электроподвижного состава на линии Опасные насекомые Крыма
Опасные насекомые Крыма Ислам как мировая религия
Ислам как мировая религия На поставку плоскошлифовального с прямоугольным столом и горизонтальным шпинделем модели 3Л722А(В)Ф2 -70
На поставку плоскошлифовального с прямоугольным столом и горизонтальным шпинделем модели 3Л722А(В)Ф2 -70 Рецензия. Что это такое и как написать рецензию
Рецензия. Что это такое и как написать рецензию