- Литье в земляные формы

Содержание
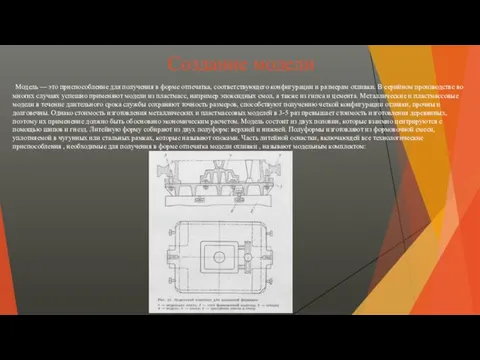
- 2. Создание модели Модель — это приспособление для получения в форме отпечатка, соответствующего конфигурации и размерам отливки.
- 3. а – чертёж детали; б – чертёж отливки; в – модель отливки; г – стержень; д
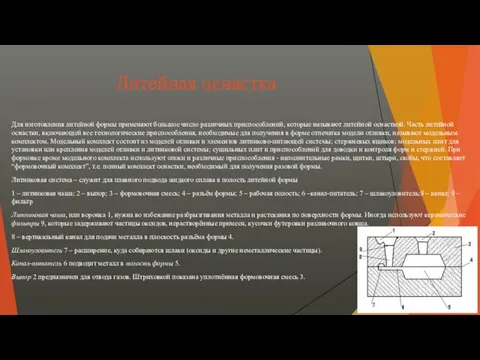
- 4. Литейная оснастка Для изготовления литейной формы применяют большое число различных приспособлений, которые называют литейной оснасткой. Часть
- 5. Формовка Процесс изготовления литейных форм называется формовкой. Изготовление форм, стержней и сборка формы - наиболее ответственные
- 6. Сборка и заливка формы металлом После формовки всех элементов, приступают к сборке формы. Полуформы и стержни,
- 7. Плавильные печи Перед отливкой производят подготовку исходных материалов к плавке: сортировку, дробление, шихтовку — взвешивание отдельных
- 9. Скачать презентацию
Создание модели
Модель — это приспособление для получения в форме отпечатка,
Создание модели
Модель — это приспособление для получения в форме отпечатка,
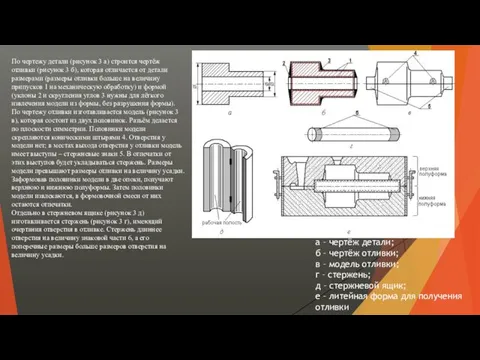
а – чертёж детали;
б – чертёж отливки;
в – модель
а – чертёж детали;
б – чертёж отливки;
в – модель
Литейная оснастка
Для изготовления литейной формы применяют большое число различных приспособлений, которые
Литейная оснастка
Для изготовления литейной формы применяют большое число различных приспособлений, которые
Формовка
Процесс изготовления литейных форм называется формовкой. Изготовление форм, стержней и
Формовка
Процесс изготовления литейных форм называется формовкой. Изготовление форм, стержней и

Сборка и заливка формы металлом
После формовки всех элементов, приступают к
Сборка и заливка формы металлом
После формовки всех элементов, приступают к

Плавильные печи
Перед отливкой производят подготовку исходных материалов к плавке: сортировку, дробление,
Плавильные печи
Перед отливкой производят подготовку исходных материалов к плавке: сортировку, дробление,
 Презентация Microsoft PowerPoint
Презентация Microsoft PowerPoint Основы светской этики
Основы светской этики Компьютер мечты
Компьютер мечты Гимнастика для глаз (ЗОЖ)
Гимнастика для глаз (ЗОЖ) Что такое Музей?
Что такое Музей? КВИЗ по сериалу
КВИЗ по сериалу Тема_1
Тема_1 Классификация многоэтажной жилой недвижимости
Классификация многоэтажной жилой недвижимости Игровой бар
Игровой бар Строительство и эксплуатация зданий и сооружений
Строительство и эксплуатация зданий и сооружений День семьи, любви и верности в России. День памяти святых Петра и Февронии
День семьи, любви и верности в России. День памяти святых Петра и Февронии 20140429_master-klass_otvetstvennost_pered_budushchim_ispolzovanie_trkm
20140429_master-klass_otvetstvennost_pered_budushchim_ispolzovanie_trkm История становления источников исламского права и уммы
История становления источников исламского права и уммы Первый день творения
Первый день творения Judith_Butler
Judith_Butler Prezentatsia Береговые войска
Prezentatsia Береговые войска Линейный компрессор LG. Сервисное руководство
Линейный компрессор LG. Сервисное руководство - Стратегическое упр 2
- Стратегическое упр 2 Usually and today
Usually and today Общая структура и функции коммутационного узла. Лекция 5
Общая структура и функции коммутационного узла. Лекция 5 Математика 3
Математика 3 Конференция ЭСКАТО по транспорту 5 - 9 декабря 2016 года
Конференция ЭСКАТО по транспорту 5 - 9 декабря 2016 года Инженерно-гидрометеорологические изыскания Тема 7. Изыскания линий электропередач (ЛЭП)
Инженерно-гидрометеорологические изыскания Тема 7. Изыскания линий электропередач (ЛЭП) Правила застройки и землепользования г. Ангарска
Правила застройки и землепользования г. Ангарска Аттестационная работа. Включение в программу занятий со студентами по дисциплине Профессионально важные качества педагога
Аттестационная работа. Включение в программу занятий со студентами по дисциплине Профессионально важные качества педагога Программа технического перевооружения теплового хозяйства
Программа технического перевооружения теплового хозяйства Сложение смешанных дробей с разными знаменателямиПР№3
Сложение смешанных дробей с разными знаменателямиПР№3 Материаловедение. Диаграмма состояния Fe-Fe3C. (Тема 6)
Материаловедение. Диаграмма состояния Fe-Fe3C. (Тема 6)