- Луковичная диаграмма

Содержание
- 2. Методика проектирования ресурсо- и энергосберегающих ХТС. «Луковичная» диаграмма Ввиду большой сложности процедура системного проектирования ХТС не
- 3. Процесс проектирования начинают с химического реактора. Он же и формируют внутренний круг «луковичной» диаграммы (рис. 2).
- 4. В результате выполнения проекта системы химических реакторов становятся известными такие величины как выход конечного продукта, степени
- 5. Рис. 1.4 Рис.3 Второй слой система разделения и рециркуляция После выполнения второго слоя становятся известными материальный
- 6. па Рис 4. Третий слой диаграммы Как видно из рис.4 , часть требуемой тепловой нагрузки ХТС
- 7. После того, как выполнен проект теплообменной системы процесса, становятся известными параметры внешних энергоносителей, необходимые для достижения
- 8. Рис 1.6 Рис. 5 Четвертый слой диаграммы Печь Турбина
- 9. Графическая схема луковичной диаграммы показывает, что любое улучшение или ухудшение слоя луковичного проекта вызывает соответствующий отклик
- 10. Интеграция тепловых потоков -пинч анализ Потребление энергоресурсов во многих случаях на 30 – 50% больше, чем
- 11. Рис. 1 Рис. 1 Иерархическая структура ХТС Минимальный элемент в структуре ХТС – единичный аппарат (теплообменник,
- 12. До настоящего времени в большинстве случаев вопросы энергосбережения решают на начальном (аппаратном) уровне или на невысоком
- 13. Одним из основных затруднений при поиске оптимальной ХТС для задач промышленного масштаба является огромное число ее
- 14. Первое направление основано на поиске оптимальной ХТС строгими алгоритмическими методами с решением сложных оптимизационных задач. Второе
- 15. Изменение эксергии определяется по формуле из которой следует, что уменьшение движущей силы приведет к росту использования
- 16. Введение в пинч-анализ Все технологические потоки ХТС можно разделить на две группы. В одну из них
- 17. рис1
- 18. Горячие технологические потоки принято обозначать вектором, направленным справа налево в температурно-энтальпийных координатах. Это связано с тем,
- 19. Если теплоемкость вещества потока в пределах изменения температуры [Т1, Т2] остается постоянной, то Произведение удельной теплоемкости
- 20. Рассмотрим систему из двух тепловых потоков. На рис. (внизу) представлена энтальпийная диаграмма этих технологических потоков –
- 21. Разность между конечной температурой потока 1 и начальной температурой потока 2 равна 10 °C. Свяжем потоки
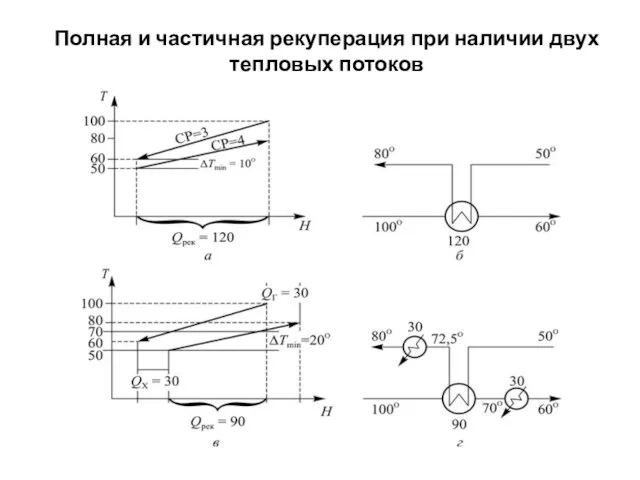
- 22. РИ Полная и частичная рекуперация при наличии двух тепловых потоков
- 23. Если выбрать теплообменник таким образом, чтобы минимальная температурная разность потоков в нем была 20 °C, то
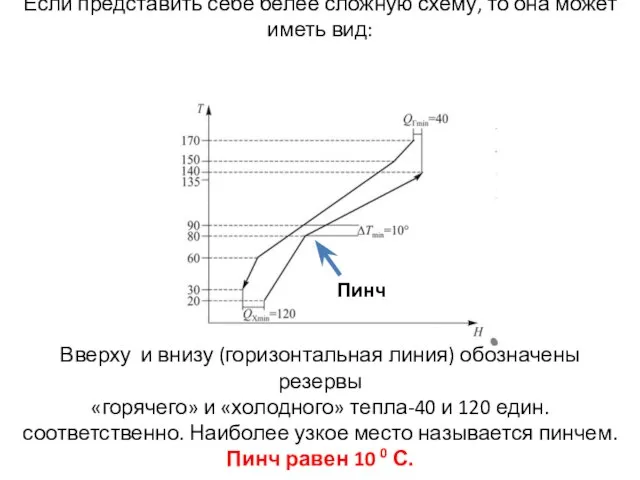
- 25. Если представить себе белее сложную схему, то она может иметь вид: Вверху и внизу (горизонтальная линия)
- 26. На следующем рисунке видно , что сдвигая температурно-энтальпийные кривые по оси энтальпий можно регулировать соотношение «холодной»
- 27. В области пинча действуют наименьшие движущие силы теплопередачи, поэтому это самая стесненная область для возможных размещений.
- 28. Проектирование тепловой сети подчиняется СР правилам. Например, сеть должна соответствовать условиям. СРнагрев ≤ СРхолод (выше пинча)
- 29. Предположим, что при проектировании принято решение компенсировать охлаждение участка А теплом из участка В. После удаления
- 30. Известно, что основной размер аппарата определяют по формуле Так как пинч анализ предполагает уменьшение движущей силы
- 32. Установление малых значений ΔТmin требует использование теплообменников, работающих в чисто противоточном режиме. Для кожухотрубчатых теплообменников не
- 34. Скачать презентацию
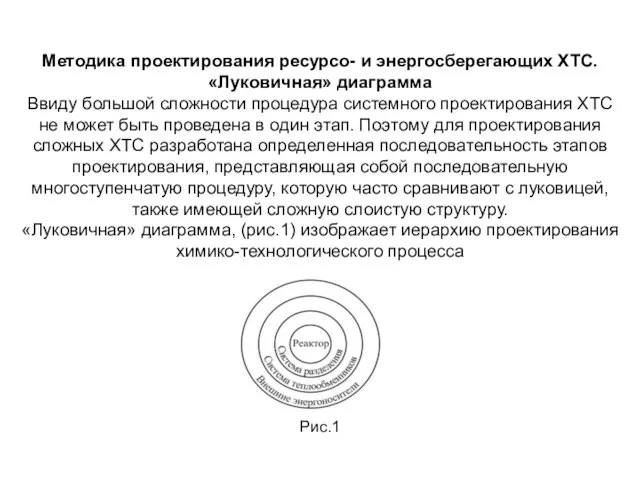
Методика проектирования ресурсо- и энергосберегающих ХТС. «Луковичная» диаграмма
Ввиду большой сложности процедура
Методика проектирования ресурсо- и энергосберегающих ХТС. «Луковичная» диаграмма Ввиду большой сложности процедура
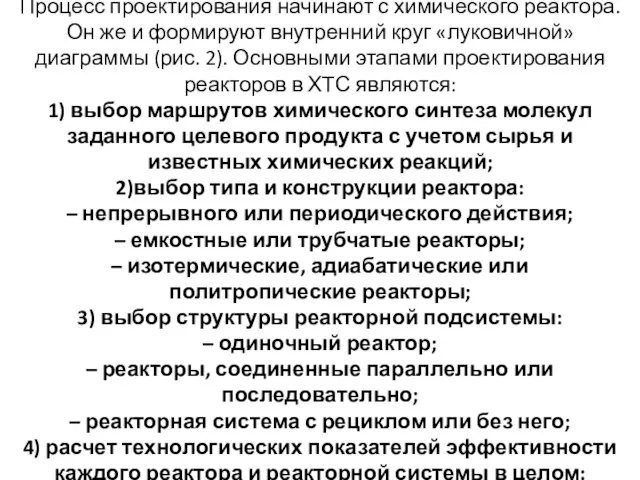
Процесс проектирования начинают с химического реактора.
Он же и формируют внутренний круг
Процесс проектирования начинают с химического реактора. Он же и формируют внутренний круг

В результате выполнения проекта системы химических реакторов становятся известными такие величины
В результате выполнения проекта системы химических реакторов становятся известными такие величины

Рис. 1.4
Рис.3 Второй слой система разделения и рециркуляция
После выполнения второго слоя
Рис. 1.4 Рис.3 Второй слой система разделения и рециркуляция После выполнения второго слоя

па
Рис 4. Третий слой диаграммы
Как видно из рис.4 , часть требуемой тепловой
па Рис 4. Третий слой диаграммы Как видно из рис.4 , часть требуемой тепловой
После того, как выполнен проект теплообменной системы процесса, становятся известными параметры
После того, как выполнен проект теплообменной системы процесса, становятся известными параметры

Рис 1.6
Рис. 5 Четвертый слой диаграммы
Печь
Турбина
Рис 1.6
Рис. 5 Четвертый слой диаграммы
Печь
Турбина
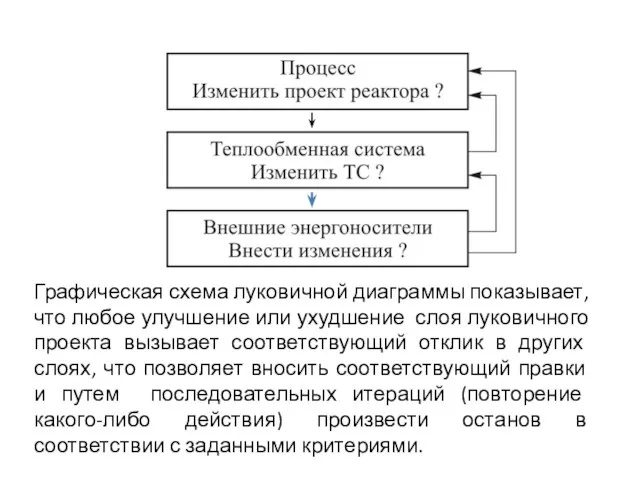
Графическая схема луковичной диаграммы показывает, что любое улучшение или ухудшение слоя
Графическая схема луковичной диаграммы показывает, что любое улучшение или ухудшение слоя
Интеграция тепловых потоков -пинч анализ
Потребление энергоресурсов во многих случаях на 30 – 50%
Интеграция тепловых потоков -пинч анализ
Потребление энергоресурсов во многих случаях на 30 – 50%

Рис. 1
Рис. 1 Иерархическая структура ХТС
Минимальный элемент в структуре ХТС – единичный
Рис. 1 Рис. 1 Иерархическая структура ХТС Минимальный элемент в структуре ХТС – единичный

До настоящего времени в большинстве случаев вопросы энергосбережения решают на начальном
До настоящего времени в большинстве случаев вопросы энергосбережения решают на начальном

Одним из основных затруднений при поиске оптимальной ХТС для задач промышленного
Одним из основных затруднений при поиске оптимальной ХТС для задач промышленного
Первое направление основано на поиске оптимальной ХТС строгими алгоритмическими методами с
Первое направление основано на поиске оптимальной ХТС строгими алгоритмическими методами с
Изменение эксергии определяется по формуле
из которой следует, что уменьшение движущей
Изменение эксергии определяется по формуле
из которой следует, что уменьшение движущей
Введение в пинч-анализ
Все технологические потоки ХТС можно разделить на две группы.
Введение в пинч-анализ Все технологические потоки ХТС можно разделить на две группы.
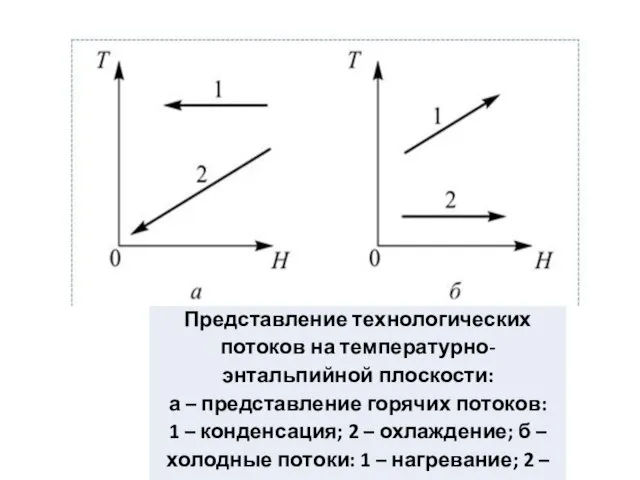
рис1
рис1
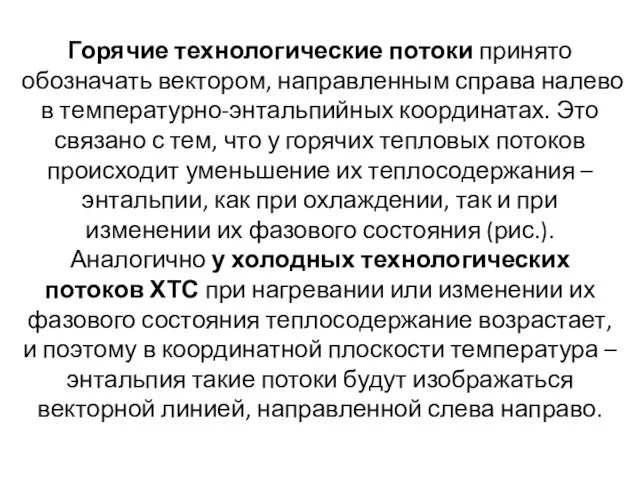
Горячие технологические потоки принято обозначать вектором, направленным справа налево в температурно-энтальпийных
Горячие технологические потоки принято обозначать вектором, направленным справа налево в температурно-энтальпийных
![Если теплоемкость вещества потока в пределах изменения температуры [Т1, Т2] остается](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/568592/slide-18.jpg)
Если теплоемкость вещества потока в пределах изменения температуры [Т1, Т2] остается постоянной,
Если теплоемкость вещества потока в пределах изменения температуры [Т1, Т2] остается постоянной,
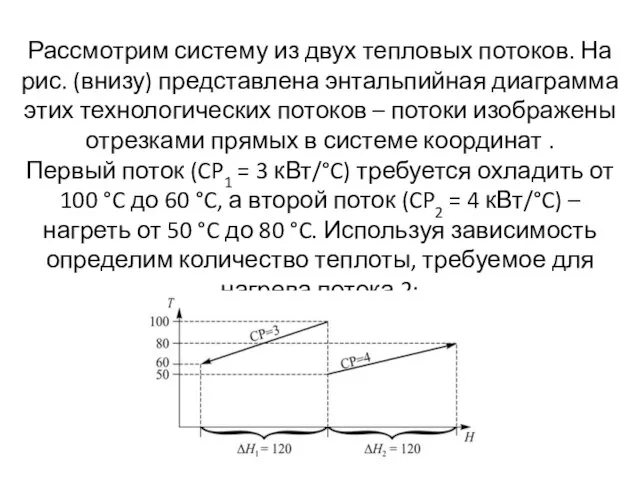
Рассмотрим систему из двух тепловых потоков. На рис. (внизу) представлена энтальпийная диаграмма
Рассмотрим систему из двух тепловых потоков. На рис. (внизу) представлена энтальпийная диаграмма
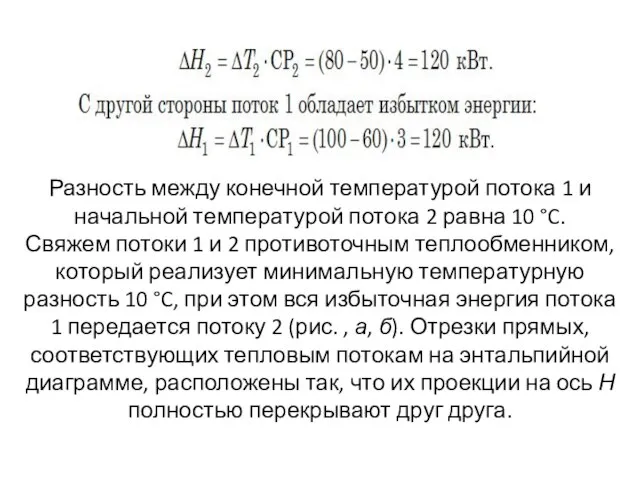
Разность между конечной температурой потока 1 и начальной температурой потока 2
Разность между конечной температурой потока 1 и начальной температурой потока 2
РИ
Полная и частичная рекуперация при наличии двух тепловых потоков
РИ
Полная и частичная рекуперация при наличии двух тепловых потоков
Если выбрать теплообменник таким образом, чтобы минимальная температурная разность потоков в
Если выбрать теплообменник таким образом, чтобы минимальная температурная разность потоков в
Если представить себе белее сложную схему, то она может иметь вид:
Вверху
Если представить себе белее сложную схему, то она может иметь вид: Вверху
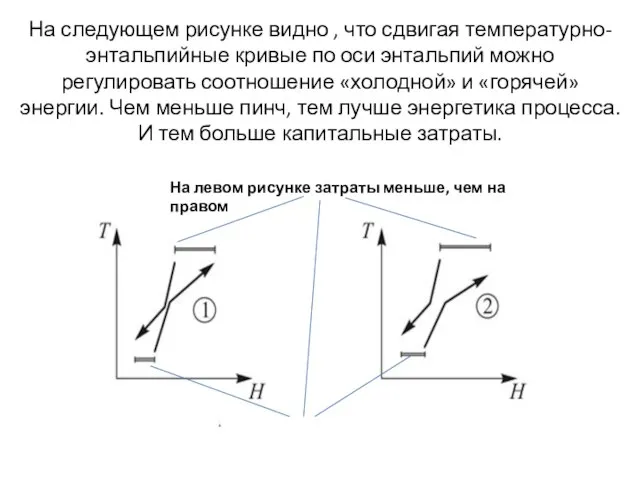
На следующем рисунке видно , что сдвигая температурно-энтальпийные кривые по оси
На следующем рисунке видно , что сдвигая температурно-энтальпийные кривые по оси
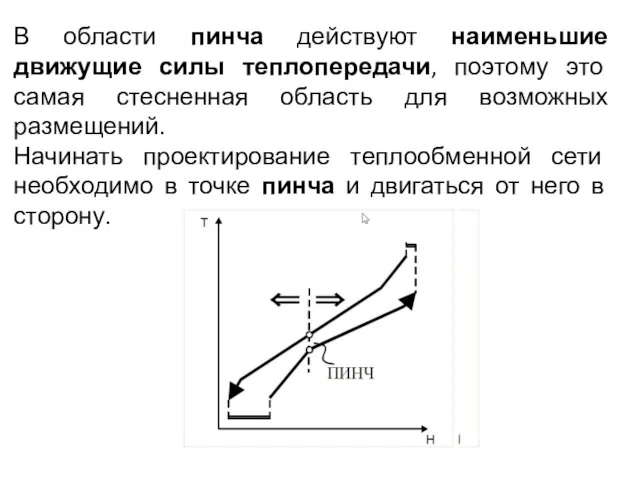
В области пинча действуют наименьшие движущие силы теплопередачи, поэтому это самая
В области пинча действуют наименьшие движущие силы теплопередачи, поэтому это самая
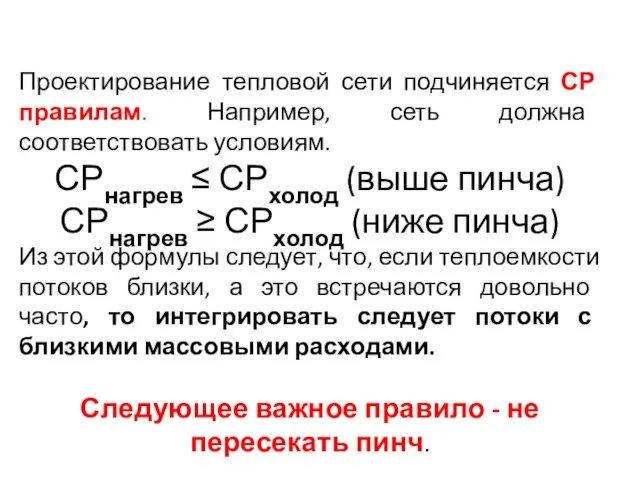
Проектирование тепловой сети подчиняется СР правилам. Например, сеть должна соответствовать условиям.
СРнагрев
Проектирование тепловой сети подчиняется СР правилам. Например, сеть должна соответствовать условиям.
СРнагрев
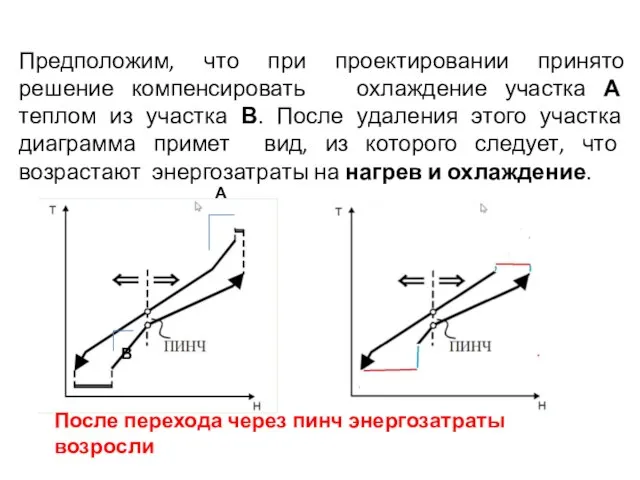
Предположим, что при проектировании принято решение компенсировать охлаждение участка А теплом
Предположим, что при проектировании принято решение компенсировать охлаждение участка А теплом
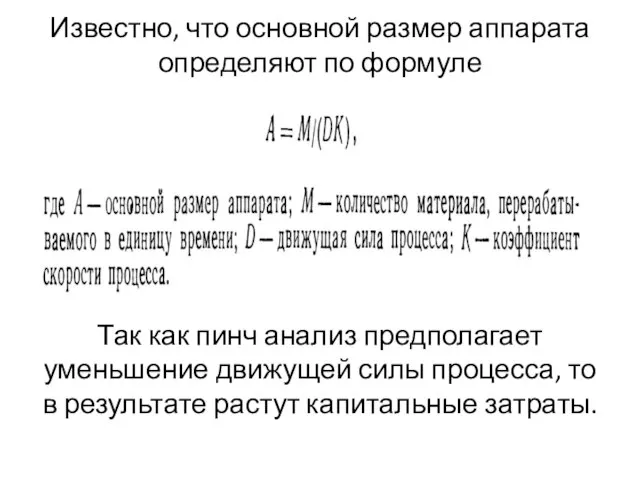
Известно, что основной размер аппарата определяют по формуле
Так как пинч анализ
Известно, что основной размер аппарата определяют по формуле Так как пинч анализ

Установление малых значений ΔТmin требует использование теплообменников, работающих в чисто противоточном
Установление малых значений ΔТmin требует использование теплообменников, работающих в чисто противоточном
 Настольная игра Буга-шыдыраа (Бычьи шахматы)
Настольная игра Буга-шыдыраа (Бычьи шахматы) Газовая сварка стали. Предохранительный затвор
Газовая сварка стали. Предохранительный затвор лепим с детками
лепим с детками Смирнова и Хромина, ФСО ПСХ-1,2-2018 НБ, Новость ПГНИУ
Смирнова и Хромина, ФСО ПСХ-1,2-2018 НБ, Новость ПГНИУ 20130507_prezent._o_taylande_pererabotannaya_chast_4
20130507_prezent._o_taylande_pererabotannaya_chast_4 ПРЕЗЕНТАЦИЯ УЧЕБНОГО ПРОЕКТА ОТКРЫТКА
ПРЕЗЕНТАЦИЯ УЧЕБНОГО ПРОЕКТА ОТКРЫТКА Эффективная организация обучения в начальной школе
Эффективная организация обучения в начальной школе Роль и назначение разметки
Роль и назначение разметки 1.1. - Презентация - методика ВКР - ЭИМ - обновлено 2022
1.1. - Презентация - методика ВКР - ЭИМ - обновлено 2022 Стратегии развития библиотечного дела в Российской Федерации на период до 2030 года
Стратегии развития библиотечного дела в Российской Федерации на период до 2030 года Фигурки
Фигурки Личные местоимения 3 класс
Личные местоимения 3 класс 20121026_usilenie_vlasti_nomenklatury_v_brezhnevskuyu_epohu
20121026_usilenie_vlasti_nomenklatury_v_brezhnevskuyu_epohu Инверторы. Свойства инверторов
Инверторы. Свойства инверторов 20160601_zashchita_prav_cheloveka
20160601_zashchita_prav_cheloveka Соматосенсорный анализатор (кожная и болевая рецепция). Нейрофизиология боли. Анализаторы вкуса и обоняния
Соматосенсорный анализатор (кожная и болевая рецепция). Нейрофизиология боли. Анализаторы вкуса и обоняния Приложение_ББС 6 -Баннер (1285495 v1)
Приложение_ББС 6 -Баннер (1285495 v1) 20161221_metody_sotsiologii_pravka
20161221_metody_sotsiologii_pravka 0859074c5f8074ef
0859074c5f8074ef Модуль Set ESB. Простая интеграция
Модуль Set ESB. Простая интеграция Презентация Отдела поддержки пользователей
Презентация Отдела поддержки пользователей Реконструкция магистрального нефтепровода БТС2 Унеча – Усть-Луга
Реконструкция магистрального нефтепровода БТС2 Унеча – Усть-Луга Надцарство Eukaryota
Надцарство Eukaryota Вставка в контейнер для наливных грузов
Вставка в контейнер для наливных грузов 20160410_amunitsiya_rimskogo_legionera2
20160410_amunitsiya_rimskogo_legionera2 Кейс по цб компаний Газпром и русснефть
Кейс по цб компаний Газпром и русснефть Вертикали_7_классы_на_Рябиновой_25_08_2022_итог_4
Вертикали_7_классы_на_Рябиновой_25_08_2022_итог_4 ПОУ 9 класс
ПОУ 9 класс