- Обработка материалов точением

Содержание
- 2. 1. Основные сведения о точении. 2. Конструктивные части и геометрические параметры токарного резца. 3. Элементы режима
- 3. Резание – процесс местного сжатия и сдвига материала режущим клином (резцом) с последующим образованием стружки. Целью
- 4. 4.1. Деформирование. В процессе резания будущий элемент стружки вначале деформируется упруго, затем пластически и отделяется от
- 5. В зависимости от физико-механических свойств обрабатывае-мого материала и условий резания образуется 3 вида стружки: 1. сливная
- 6. 2. суставчатая (скалывания) стружка – образуется при обра-ботке менее пластичных твердых материалов со средними скоростями резания,
- 7. 3. стружка надлома (элементная) – образуется при обработке хрупких материалов (бронза, чугун, неметаллические материа-лы). Она состоит
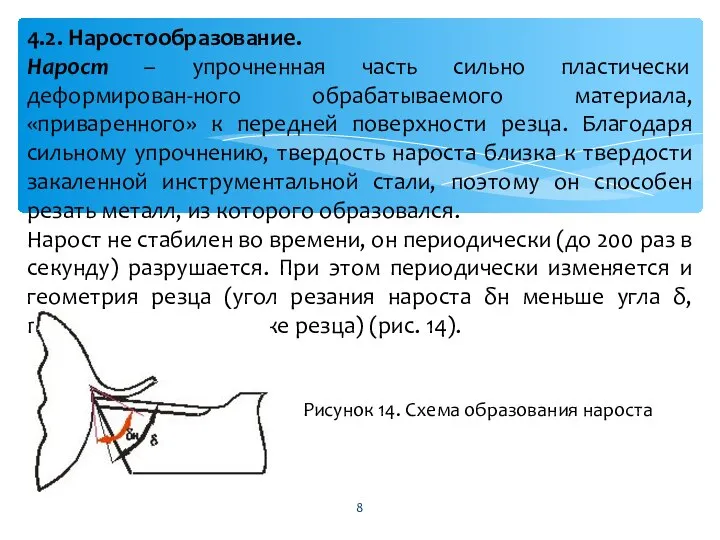
- 8. 4.2. Наростообразование. Нарост – упрочненная часть сильно пластически деформирован-ного обрабатываемого материала, «приваренного» к передней поверхности резца.
- 9. При черновой обработке нарост оказывает благоприятное воз-действие: защищает резец, уменьшает силы резания (благодаря уменьшению угла резания).
- 10. 4.3. Тепловые явления Выделение теплоты при резании происходит вследствие плас-тического деформирования металла: – трения стружки о
- 11. Для охлаждения инструмента и снижения трения контактирую-щих поверхностей инструмента и детали применяют смазочно-охлаждающие жидкости (СОЖ). При
- 12. 4.4. Износ и стойкость инструмента В процессе резания металла резец изнашивается. Различают несколько видов износа: 1.
- 13. Допустимой величиной износа называется такая величина шири-ны площадки h3, при которой дальнейшая работа инструмента должна быть
- 14. Между скоростью резания V и стойкостью Т существует связь: V=С/Тm, где С – коэффициент, зависящий от
- 15. При обработке резанием металл оказывает сопротивление режущему инструменту, которое преодолевается силой резания, приложенной к передней поверхности
- 16. При продольном точении силу резания Р (рис. 16) обычно раскладывают на три составляющие Pz, Рх и
- 17. Равнодействующая трех составляющих сил . По опытным данным для резцов с углом в плане φ =
- 18. Наибольшей составляющей является сила Рz. Она создает крутящий момент на обрабатываемой детали, который опре-деляют по формуле
- 19. В процессе резания резец и деталь испытывают некоторую упругую деформацию, что приводит к частичному сжатию (перемещению)
- 21. Скачать презентацию
1. Основные сведения о точении.
2. Конструктивные части и геометрические параметры токарного
1. Основные сведения о точении.
2. Конструктивные части и геометрические параметры токарного
Резание – процесс местного сжатия и сдвига материала режущим клином (резцом)
Резание – процесс местного сжатия и сдвига материала режущим клином (резцом)
4.1. Деформирование.
В процессе резания будущий элемент стружки вначале деформируется упруго, затем
4.1. Деформирование.
В процессе резания будущий элемент стружки вначале деформируется упруго, затем
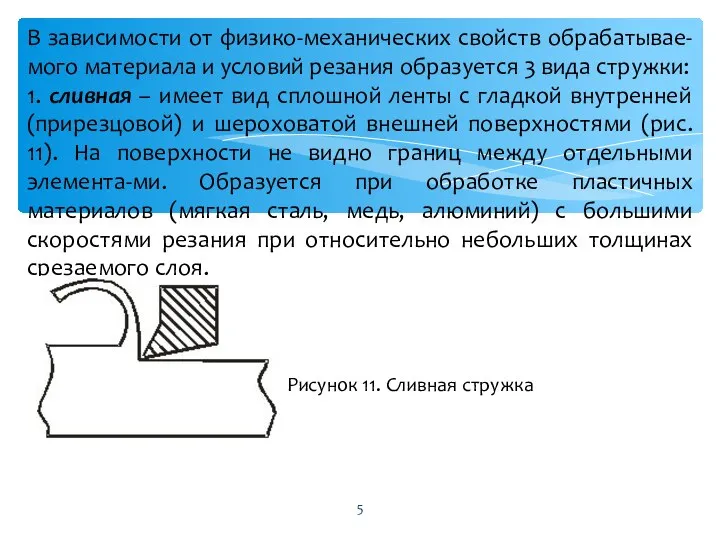
В зависимости от физико-механических свойств обрабатывае-мого материала и условий резания образуется
В зависимости от физико-механических свойств обрабатывае-мого материала и условий резания образуется
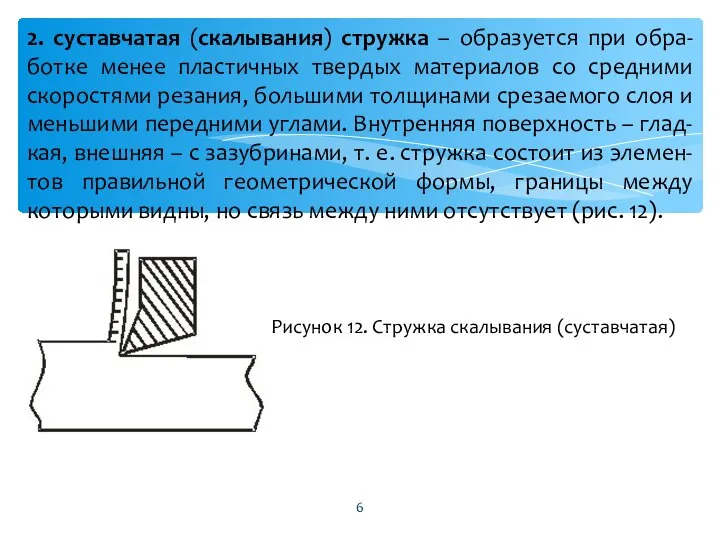
2. суставчатая (скалывания) стружка – образуется при обра-ботке менее пластичных твердых
2. суставчатая (скалывания) стружка – образуется при обра-ботке менее пластичных твердых
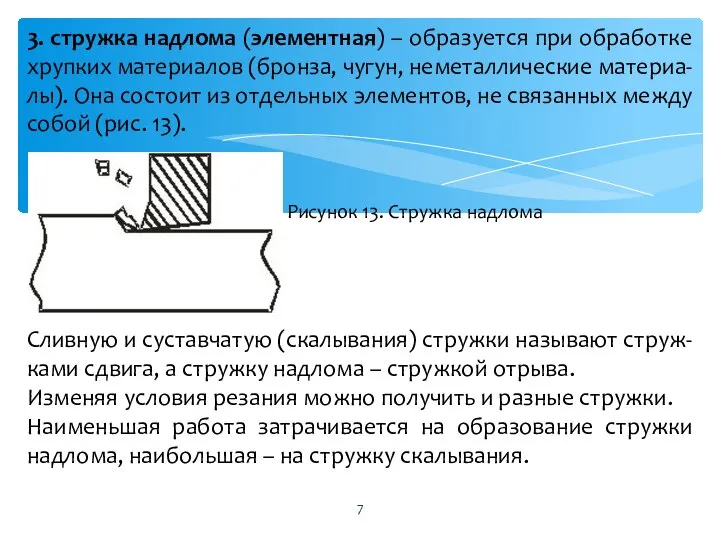
3. стружка надлома (элементная) – образуется при обработке хрупких материалов (бронза,
3. стружка надлома (элементная) – образуется при обработке хрупких материалов (бронза,
4.2. Наростообразование.
Нарост – упрочненная часть сильно пластически деформирован-ного обрабатываемого материала, «приваренного»
4.2. Наростообразование.
Нарост – упрочненная часть сильно пластически деформирован-ного обрабатываемого материала, «приваренного»
При черновой обработке нарост оказывает благоприятное воз-действие: защищает резец, уменьшает силы
При черновой обработке нарост оказывает благоприятное воз-действие: защищает резец, уменьшает силы
4.3. Тепловые явления
Выделение теплоты при резании происходит вследствие плас-тического деформирования металла:
–
4.3. Тепловые явления
Выделение теплоты при резании происходит вследствие плас-тического деформирования металла:
–
Для охлаждения инструмента и снижения трения контактирую-щих поверхностей инструмента и детали
Для охлаждения инструмента и снижения трения контактирую-щих поверхностей инструмента и детали
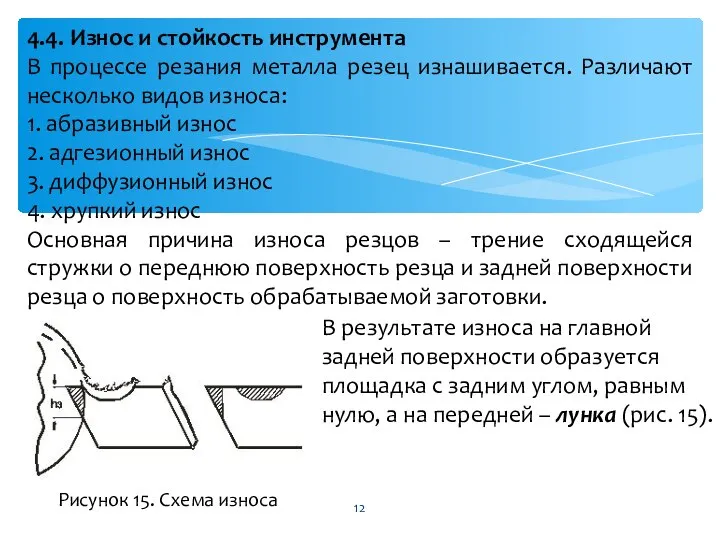
4.4. Износ и стойкость инструмента
В процессе резания металла резец изнашивается. Различают
4.4. Износ и стойкость инструмента
В процессе резания металла резец изнашивается. Различают
Допустимой величиной износа называется такая величина шири-ны площадки h3, при которой
Допустимой величиной износа называется такая величина шири-ны площадки h3, при которой
Между скоростью резания V и стойкостью Т существует связь:
V=С/Тm,
где С
Между скоростью резания V и стойкостью Т существует связь:
V=С/Тm,
где С
При обработке резанием металл оказывает сопротивление режущему инструменту, которое преодолевается силой
При обработке резанием металл оказывает сопротивление режущему инструменту, которое преодолевается силой
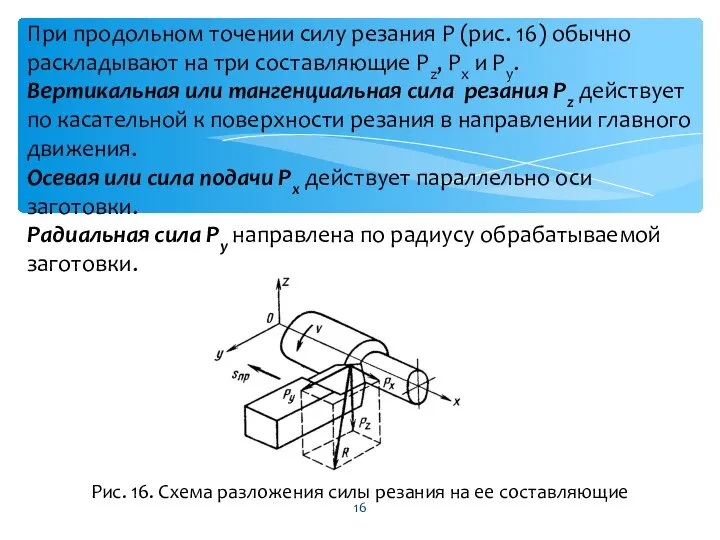
При продольном точении силу резания Р (рис. 16) обычно раскладывают на
При продольном точении силу резания Р (рис. 16) обычно раскладывают на
Равнодействующая трех составляющих сил
.
По опытным данным для резцов с
Равнодействующая трех составляющих сил
.
По опытным данным для резцов с
Наибольшей составляющей является сила Рz. Она создает крутящий момент на обрабатываемой
Наибольшей составляющей является сила Рz. Она создает крутящий момент на обрабатываемой
В процессе резания резец и деталь испытывают некоторую упругую деформацию, что
В процессе резания резец и деталь испытывают некоторую упругую деформацию, что
 Презентация2
Презентация2 Система охлаждения ноутбука
Система охлаждения ноутбука Ультра-современный винный завод Cantina Antinori Winery в Италии
Ультра-современный винный завод Cantina Antinori Winery в Италии Техносфера. Полезная модель
Техносфера. Полезная модель Congenital dislocation of the hip
Congenital dislocation of the hip Наша библиотека
Наша библиотека My feelings during the first day at school
My feelings during the first day at school Наречия, противоположные и близкие по значению
Наречия, противоположные и близкие по значению Шаблон презентации
Шаблон презентации Подготовка к промежуточной аттестации
Подготовка к промежуточной аттестации О чём звонят колокола Хатыни?
О чём звонят колокола Хатыни? Отчет за февраль департамента городского хозяйства
Отчет за февраль департамента городского хозяйства История нашей школьной формы
История нашей школьной формы 20151003_zh-sh_prezentatsiya_microsoft_office_powerpoint_-_kopiya
20151003_zh-sh_prezentatsiya_microsoft_office_powerpoint_-_kopiya Особенности морской добычи нефти и газа
Особенности морской добычи нефти и газа 20150223_master-klass_k_itogovomu_uroku_po_poeme_mertvye_dushi
20150223_master-klass_k_itogovomu_uroku_po_poeme_mertvye_dushi Решение текстовых задач путем моделирования
Решение текстовых задач путем моделирования Владимир Николаевич Войнович
Владимир Николаевич Войнович Неизбирательные методы анализа ОЧВ
Неизбирательные методы анализа ОЧВ Расчет и характеристики асинхронных машин. Асинхронный двигатель. Строение. Разновидности
Расчет и характеристики асинхронных машин. Асинхронный двигатель. Строение. Разновидности Комбинационные цифровые устройства
Комбинационные цифровые устройства Проектирование электроснабжения химического комбината
Проектирование электроснабжения химического комбината Раздельные пункты
Раздельные пункты Клавиатура. Типы клавиатур
Клавиатура. Типы клавиатур ПономаренкоГалль4.06
ПономаренкоГалль4.06 Разработка технологии производства бесшовных труб 25х2,5 мм
Разработка технологии производства бесшовных труб 25х2,5 мм Устройство и принцип действия синхронных машин
Устройство и принцип действия синхронных машин Chameleon
Chameleon