- Обработка металлов давлением (ОМД). Сущность и основные методы ОМД

Содержание
- 2. Обработка материалов давлением (ОМД) – процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную
- 3. Классификация процессов обработки давлением
- 4. Схемы напряженно-деформированного состояния заготовки а – напряженное состояние; б – деформированное состояние I – линейное напряженное
- 5. Технологические свойства материалов, подвергаемых пластическому деформированию
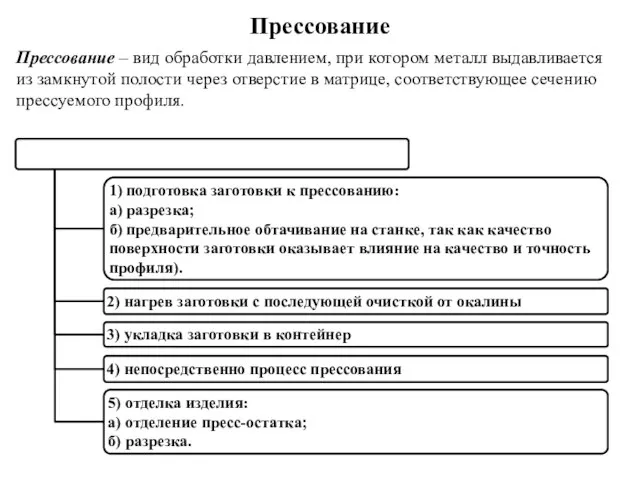
- 6. Прессование Прессование – вид обработки давлением, при котором металл выдавливается из замкнутой полости через отверстие в
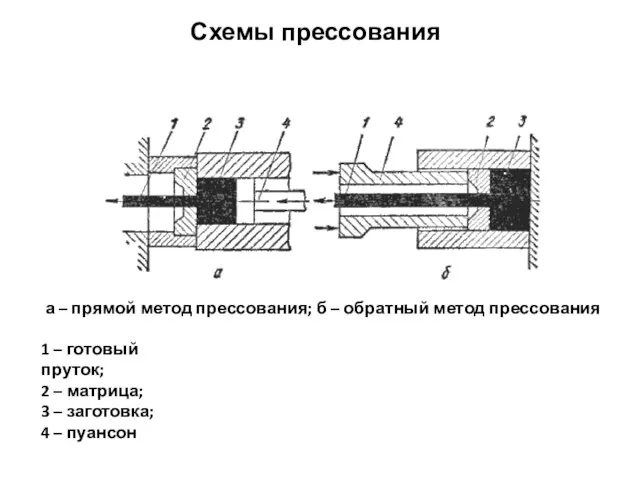
- 7. Схемы прессования а – прямой метод прессования; б – обратный метод прессования 1 – готовый пруток;
- 8. К основным преимуществам процесса относятся: - возможность обработки металлов, которые из-за низкой пластичности другими методами обработать
- 9. Схема волочения 1 – инструмент (волока); 2 – заготовка Конструкция инструмента 1 – волока; 2 –
- 10. Ковка Ковка – способ обработки давлением, при котором деформирование нагретого (реже холодного) металла осуществляется или многократными
- 11. Вспомогательные операции ковки Биллетирование – превращение слитка в болванку или заготовку: включает сбивку ребер и устранение
- 12. Основные операции ковки а – осадка; б – высадка с местным нагревом; в – высадка с
- 13. а – протяжка плоскими бойками; б – протяжка вырезными бойками; в – разгонка (увеличения ширины части
- 14. а – прошивка толстых заготовок с двух сторон; б – прошивка тонких заготовок с использованием подкладного
- 15. Схема сил, действующих при прокатке Схемы основных видов прокатки: а – продольная; б – поперечная; в
- 16. 1 – бочка; 2 – шейка; 3 – трефа а – гладкий; б – калиброванный Ручей
- 17. Оборудование прокатного производства 1 – прокатные валки; 2 – плита; 3 – трефовый шпиндель; 4 –
- 18. Горячая объемная штамповка (ГОШ) 1 – черновой ручей; 2 – подкатной ручей; 3 – протяжной ручей;
- 19. Схемы горячей объемной штамповки Схемы штамповки: а – штамповка в открытых штампах; б – штамповка в
- 20. 1 – пуансон; 2 – направляющая плита; 3 – поковка; 4 – опорная плита Схемы обрезания
- 21. Оборудование для ГОШ Конструкции закрытых молотовых штампов: а – с одним замком; б – с двумя
- 22. Штамповка на горизонтально-ковочных машинах 1 – пуансон; 2 – упор; 3 – неподвижная матрица; 4 –
- 24. Скачать презентацию
Обработка материалов давлением (ОМД) – процессы получения заготовок или деталей машин
Обработка материалов давлением (ОМД) – процессы получения заготовок или деталей машин
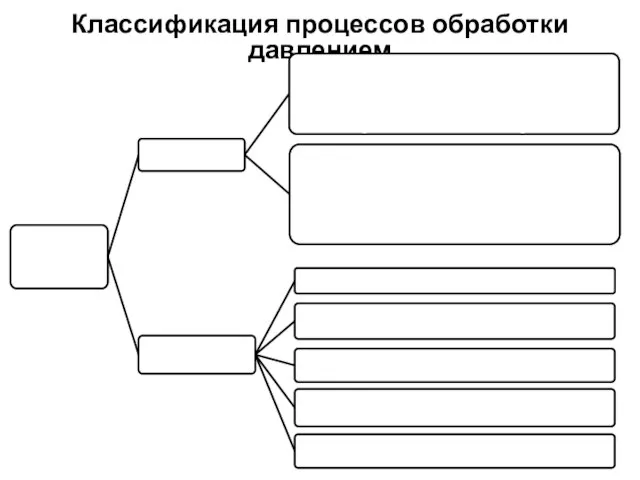
Классификация процессов обработки давлением
Классификация процессов обработки давлением
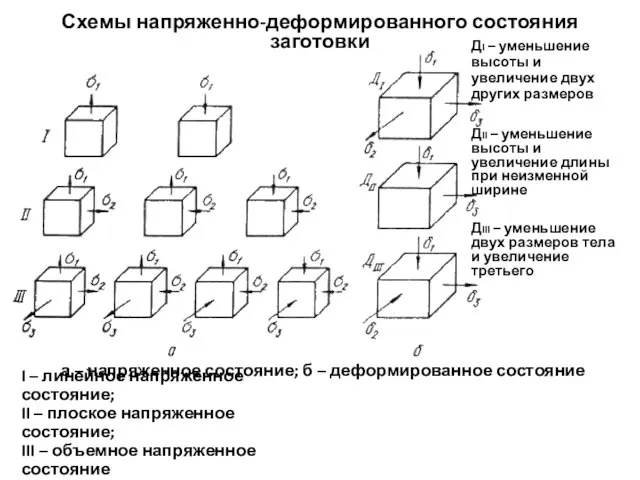
Схемы напряженно-деформированного состояния заготовки
а – напряженное состояние; б – деформированное состояние
I
Схемы напряженно-деформированного состояния заготовки
а – напряженное состояние; б – деформированное состояние
I
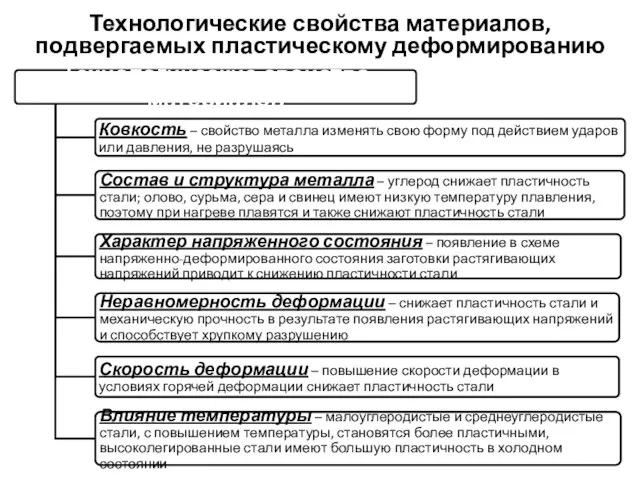
Технологические свойства материалов, подвергаемых пластическому деформированию
Технологические свойства материалов, подвергаемых пластическому деформированию
Прессование
Прессование – вид обработки давлением, при котором металл выдавливается из замкнутой
Прессование
Прессование – вид обработки давлением, при котором металл выдавливается из замкнутой
Схемы прессования
а – прямой метод прессования; б – обратный метод прессования
1
Схемы прессования
а – прямой метод прессования; б – обратный метод прессования
1
К основным преимуществам процесса относятся:
- возможность обработки металлов, которые из-за низкой
К основным преимуществам процесса относятся:
- возможность обработки металлов, которые из-за низкой
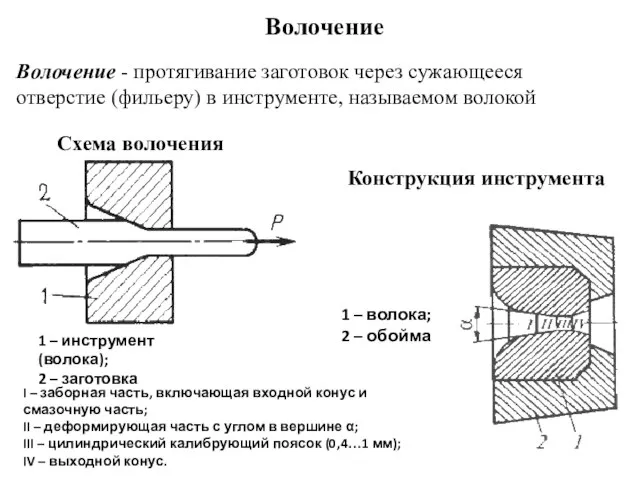
Схема волочения
1 – инструмент (волока);
2 – заготовка
Конструкция инструмента
1 – волока;
2 –
Схема волочения
1 – инструмент (волока);
2 – заготовка
Конструкция инструмента
1 – волока;
2 –
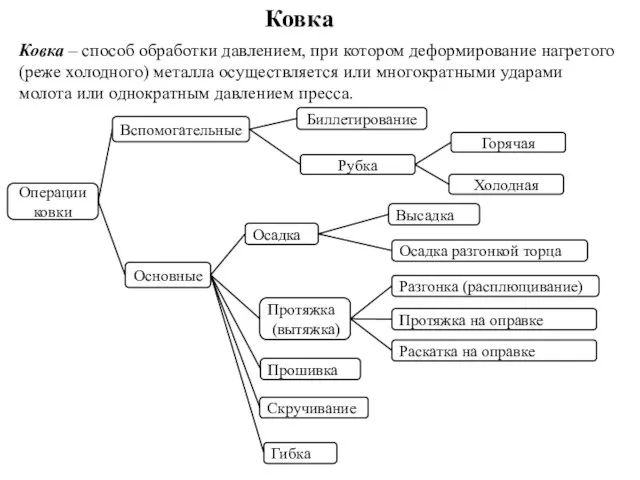
Ковка
Ковка – способ обработки давлением, при котором деформирование нагретого (реже холодного)
Ковка
Ковка – способ обработки давлением, при котором деформирование нагретого (реже холодного)
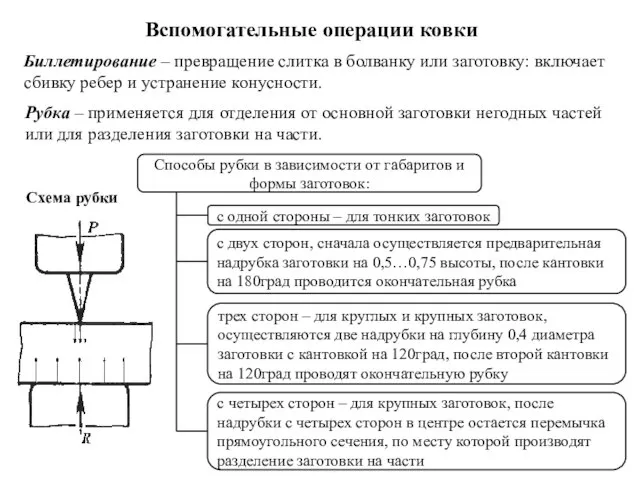
Вспомогательные операции ковки
Биллетирование – превращение слитка в болванку или заготовку: включает
Вспомогательные операции ковки
Биллетирование – превращение слитка в болванку или заготовку: включает
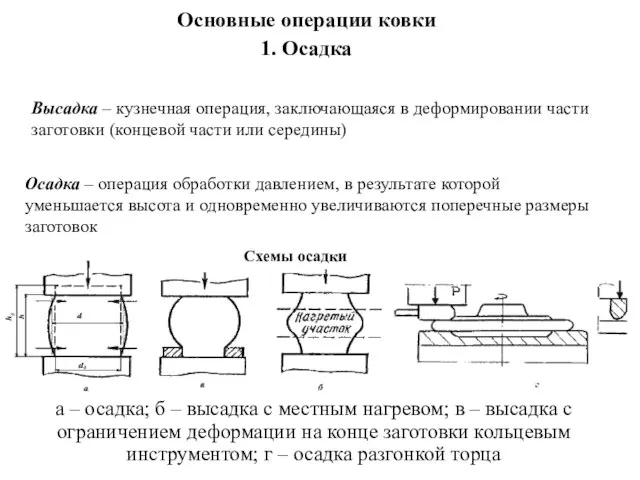
Основные операции ковки
а – осадка; б – высадка с местным нагревом;
Основные операции ковки
а – осадка; б – высадка с местным нагревом;
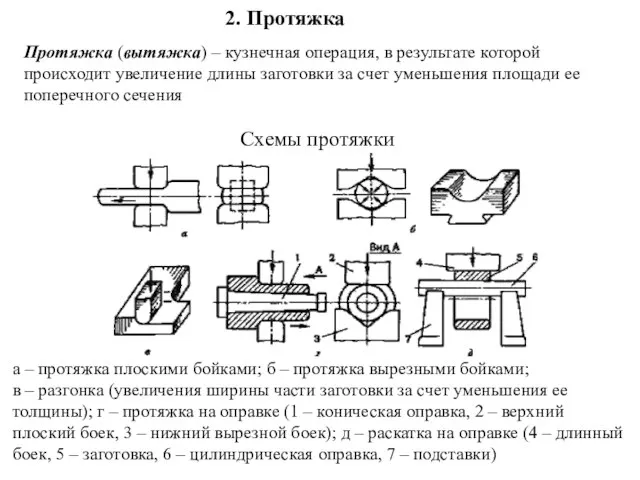
а – протяжка плоскими бойками; б – протяжка вырезными бойками;
в
а – протяжка плоскими бойками; б – протяжка вырезными бойками; в
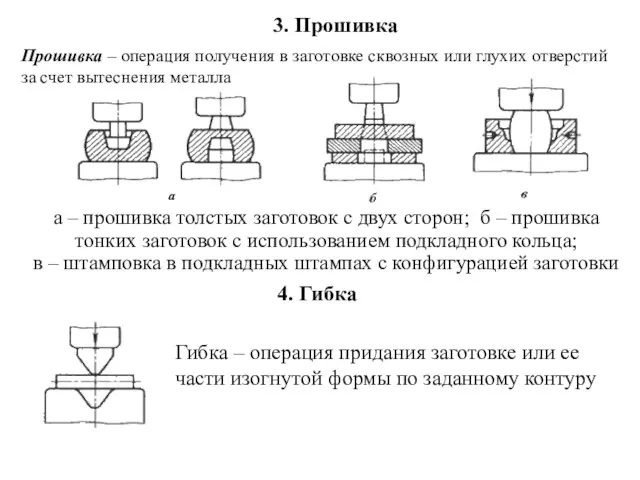
а – прошивка толстых заготовок с двух сторон; б – прошивка
а – прошивка толстых заготовок с двух сторон; б – прошивка
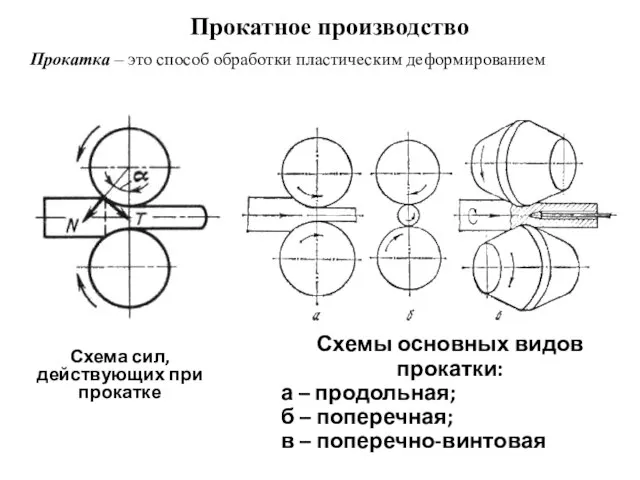
Схема сил, действующих при прокатке
Схемы основных видов прокатки:
а – продольная;
б –
Схема сил, действующих при прокатке
Схемы основных видов прокатки:
а – продольная;
б –
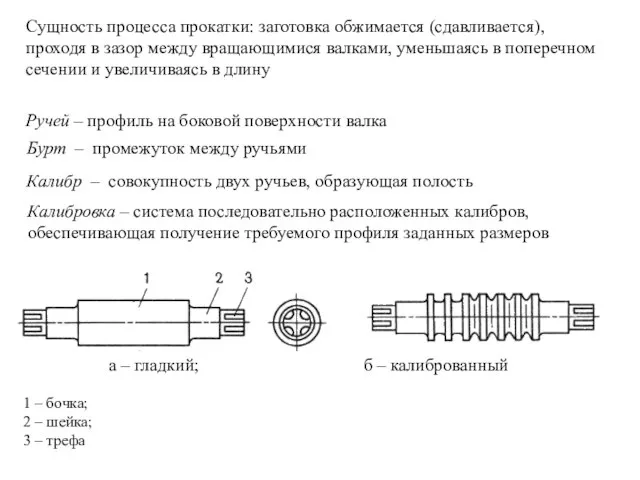
1 – бочка;
2 – шейка;
3 – трефа
а – гладкий; б –
1 – бочка;
2 – шейка;
3 – трефа
а – гладкий; б –
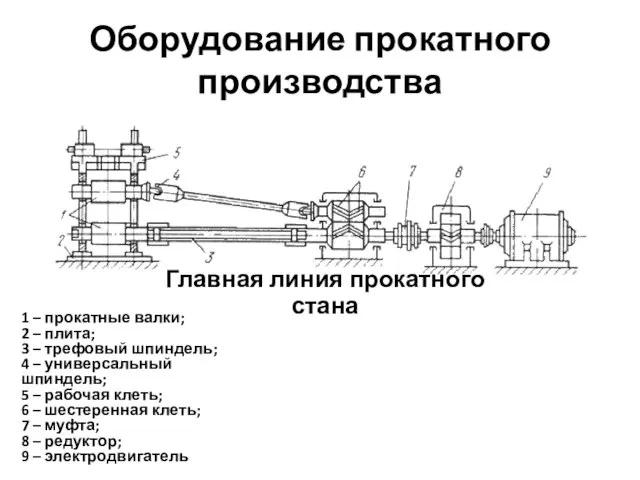
Оборудование прокатного производства
1 – прокатные валки;
2 – плита;
3 – трефовый шпиндель;
4
Оборудование прокатного производства
1 – прокатные валки;
2 – плита;
3 – трефовый шпиндель;
4

Горячая объемная штамповка (ГОШ)
1 – черновой ручей;
2 – подкатной ручей;
3 –
Горячая объемная штамповка (ГОШ)
1 – черновой ручей;
2 – подкатной ручей;
3 –
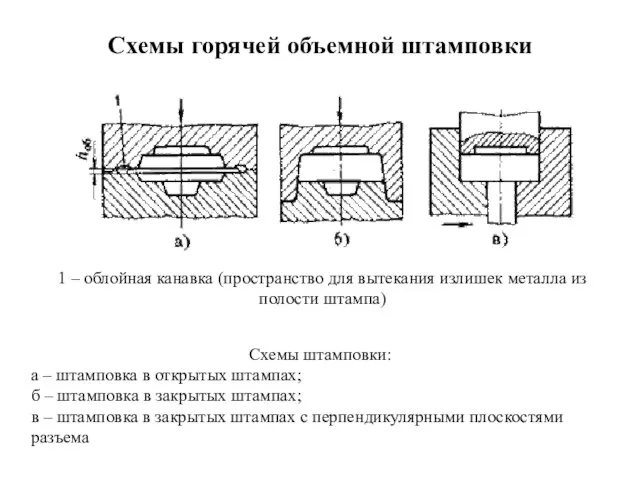
Схемы горячей объемной штамповки
Схемы штамповки:
а – штамповка в открытых штампах;
б –
Схемы горячей объемной штамповки
Схемы штамповки:
а – штамповка в открытых штампах;
б –
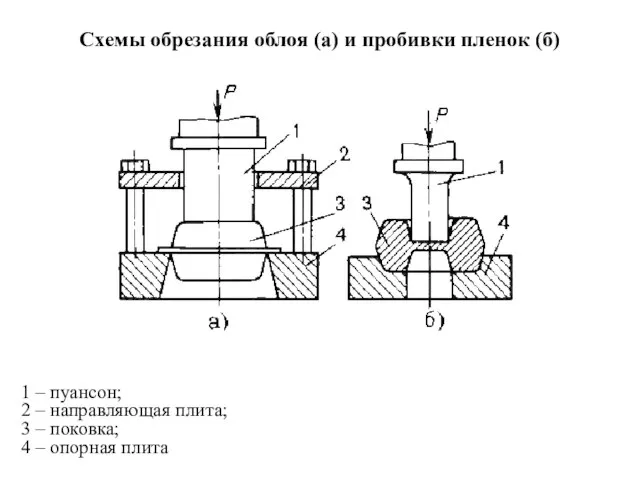
1 – пуансон;
2 – направляющая плита;
3 – поковка;
4 – опорная плита
Схемы
1 – пуансон;
2 – направляющая плита;
3 – поковка;
4 – опорная плита
Схемы
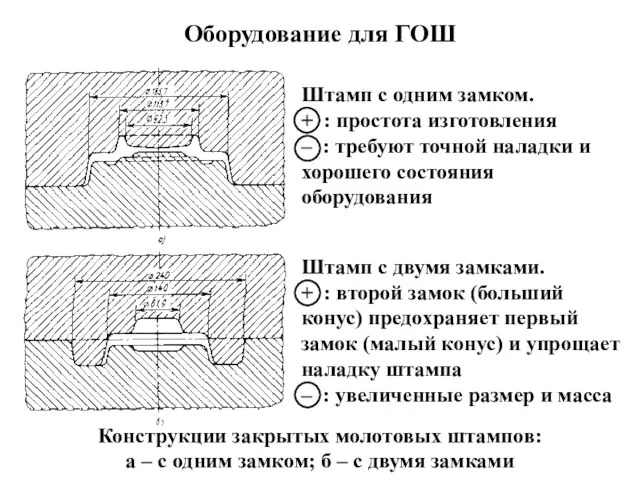
Оборудование для ГОШ
Конструкции закрытых молотовых штампов:
а – с одним замком; б
Оборудование для ГОШ
Конструкции закрытых молотовых штампов:
а – с одним замком; б
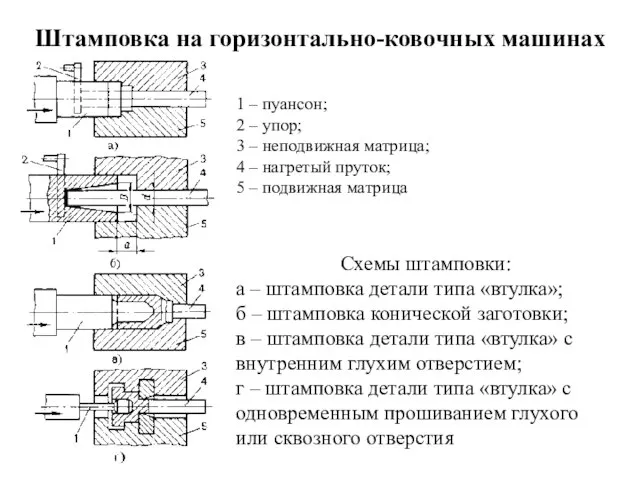
Штамповка на горизонтально-ковочных машинах
1 – пуансон;
2 – упор;
3 – неподвижная матрица;
4
Штамповка на горизонтально-ковочных машинах
1 – пуансон;
2 – упор;
3 – неподвижная матрица;
4
 Система смазки двигателя внутреннего сгорания
Система смазки двигателя внутреннего сгорания 20170407_povtorenie_razdroblennost_rusi
20170407_povtorenie_razdroblennost_rusi Живые барометры природные
Живые барометры природные DIPLOM
DIPLOM Милосердие. Цените животных
Милосердие. Цените животных 20141028_3_chast_khudozhestvennaya_kultura_egipta
20141028_3_chast_khudozhestvennaya_kultura_egipta Заповеди православной культуры
Заповеди православной культуры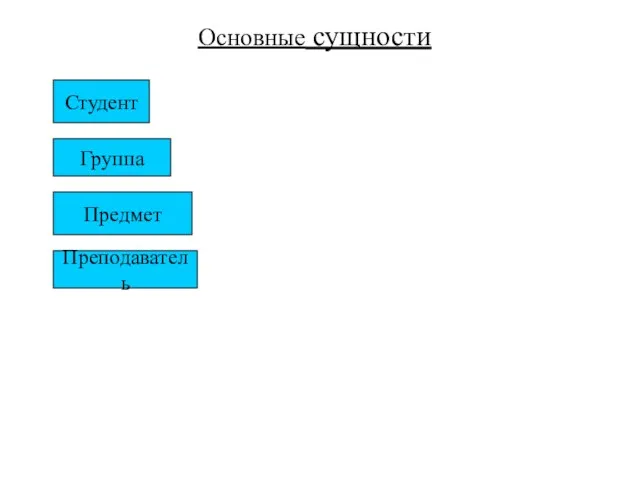 1_1
1_1 КиноЛитоВикторина От фильма к книге, от книги к фильму
КиноЛитоВикторина От фильма к книге, от книги к фильму Lucky Socks
Lucky Socks Аварийно-диспетчерские службы
Аварийно-диспетчерские службы Регистры и счетчики
Регистры и счетчики Презентация пример
Презентация пример Значение и свойства воды
Значение и свойства воды Как в старину называли ремёсла
Как в старину называли ремёсла Технология производства и свойства искусственных волокон
Технология производства и свойства искусственных волокон ProFC Ukraine
ProFC Ukraine успенье
успенье Элективный курс Твоя профессиональная карьера
Элективный курс Твоя профессиональная карьера Виды речевых ошибок и их исправление
Виды речевых ошибок и их исправление Организационно-методическое сопровождение введения обновленных ФГОС ООО
Организационно-методическое сопровождение введения обновленных ФГОС ООО Проект по технологии. Моя комната
Проект по технологии. Моя комната Полупроводниковые приборы
Полупроводниковые приборы Культура и религия
Культура и религия Организация рельефа на садово-парковом объекте. Вертикальная планировка, организация рельефа на нарушенных территориях
Организация рельефа на садово-парковом объекте. Вертикальная планировка, организация рельефа на нарушенных территориях Stil_odezhdy_sovremennykh_podrostkov_podrostkov
Stil_odezhdy_sovremennykh_podrostkov_podrostkov Роботы в современном мире
Роботы в современном мире Шеткері құрылғылар
Шеткері құрылғылар