- Обработка на агрегатных станвках

Содержание
- 2. Схемы обработки корпуса на агрегатном станке с поворотным столом н переустановкой заготовки
- 3. Схемы обработки корпуса на агрегатном станке с поворотным столом
- 4. Определяют режимы резания в следующем порядке. 1. Рассчитывают длины ходов для каждого инструмента Li, L2 и
- 5. Определяют режимы резания в следующем порядке. 5. Определяют расчетные минутные подачи для каждого шпинделя: Sм1 =
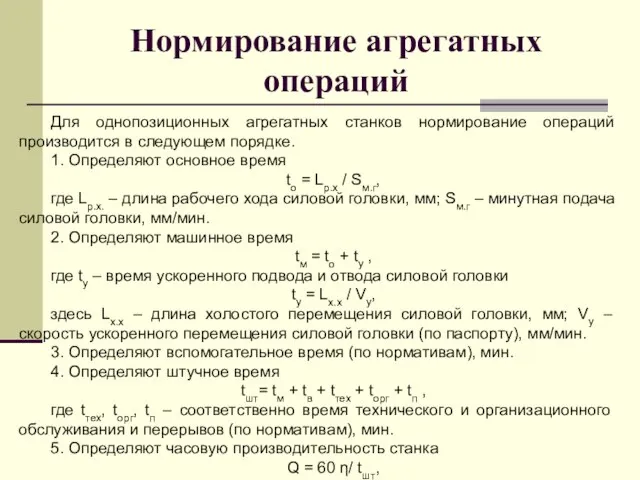
- 6. Нормирование агрегатных операций Для однопозиционных агрегатных станков нормирование операций производится в следующем порядке. 1. Определяют основное
- 7. Нормирование агрегатных операций Нормирование операций для многопозиционных станков по сравнению с однопозиционными имеет следующие особенности: 1.
- 8. Последовательность разработки технологического процесса обработки на автоматической линии
- 10. Скачать презентацию

Схемы обработки корпуса на агрегатном станке с поворотным столом н переустановкой
Схемы обработки корпуса на агрегатном станке с поворотным столом н переустановкой
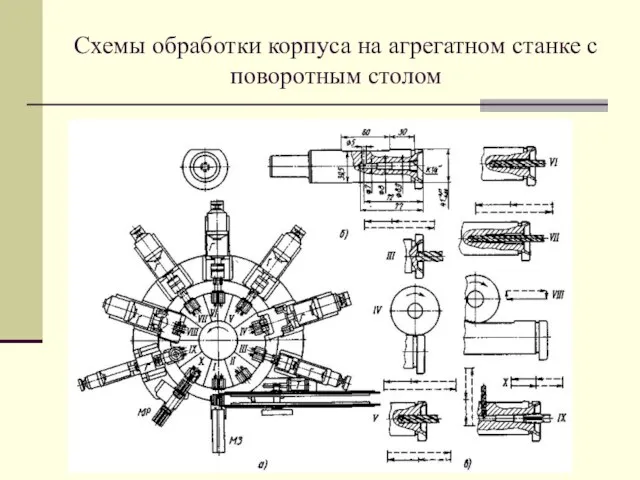
Схемы обработки корпуса на агрегатном станке с поворотным столом
Схемы обработки корпуса на агрегатном станке с поворотным столом
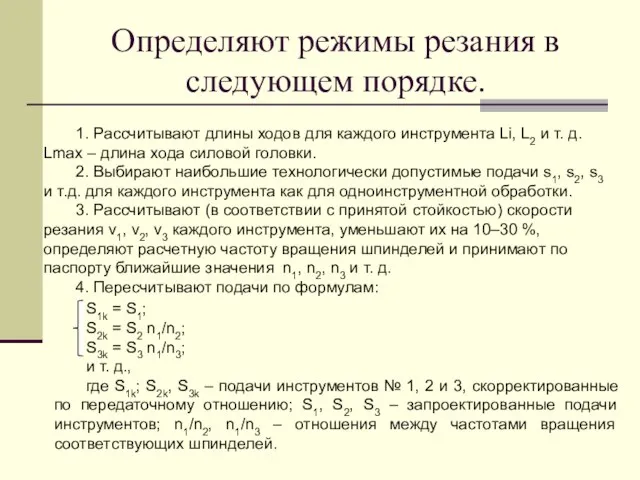
Определяют режимы резания в следующем порядке.
1. Рассчитывают длины ходов для
Определяют режимы резания в следующем порядке.
1. Рассчитывают длины ходов для
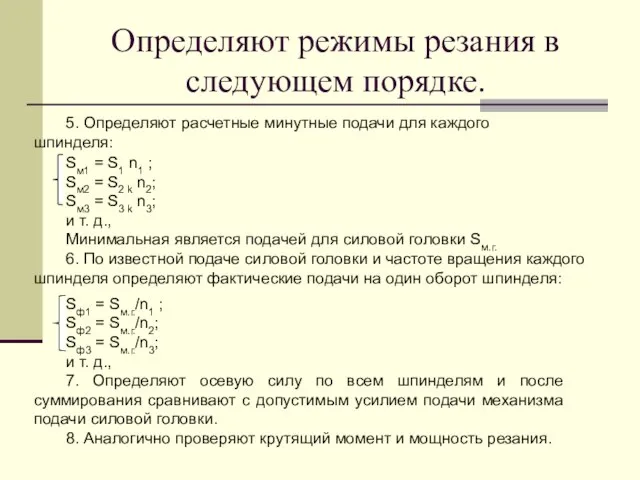
Определяют режимы резания в следующем порядке.
5. Определяют расчетные минутные подачи для
Определяют режимы резания в следующем порядке.
5. Определяют расчетные минутные подачи для
Нормирование агрегатных операций
Для однопозиционных агрегатных станков нормирование операций производится в
Нормирование агрегатных операций
Для однопозиционных агрегатных станков нормирование операций производится в
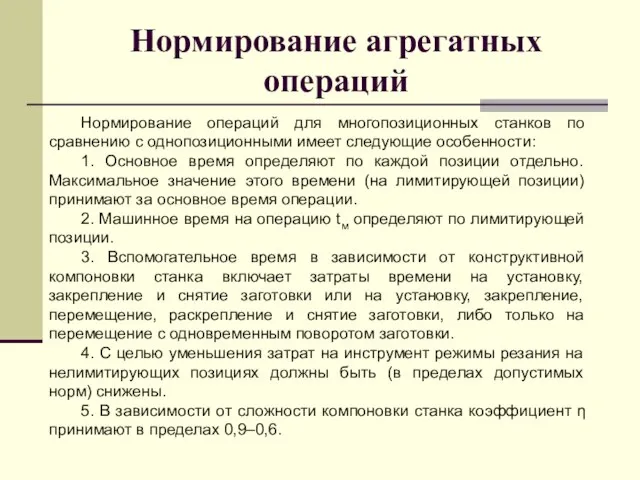
Нормирование агрегатных операций
Нормирование операций для многопозиционных станков по сравнению с однопозиционными
Нормирование агрегатных операций
Нормирование операций для многопозиционных станков по сравнению с однопозиционными
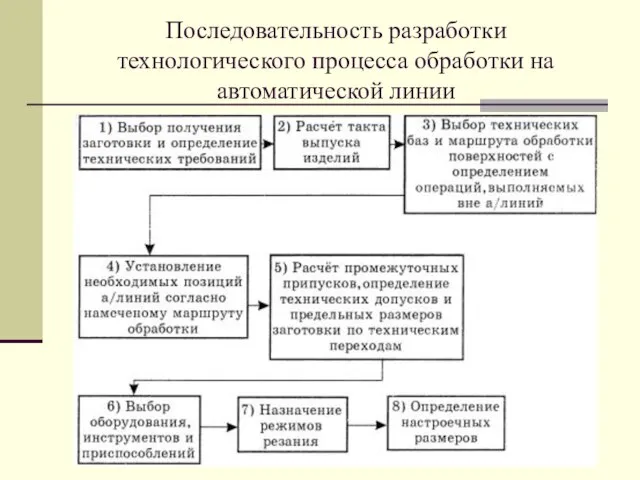
Последовательность разработки технологического процесса обработки на автоматической линии
Последовательность разработки технологического процесса обработки на автоматической линии
 муж.моделир
муж.моделир рисуем рыбку СКАЛЯРИЮ
рисуем рыбку СКАЛЯРИЮ Розробка ідеального календарного графіка робіт
Розробка ідеального календарного графіка робіт папа
папа Компактный производственный комплекс Компрессор
Компактный производственный комплекс Компрессор Инновационная экономика и технологическое предпринимательство. Шаблон проекта
Инновационная экономика и технологическое предпринимательство. Шаблон проекта Птицы. Кто какая птица. Викторина
Птицы. Кто какая птица. Викторина 03. функціональні гастроінтестинальні розлади у дітей
03. функціональні гастроінтестинальні розлади у дітей Современные услуги связи
Современные услуги связи Приклади реалізації. Проектування нових будівель
Приклади реалізації. Проектування нових будівель Юрий Гагарин в судьбе моей страны
Юрий Гагарин в судьбе моей страны С днем защиты животных
С днем защиты животных Объемные изображения в скульптуре
Объемные изображения в скульптуре Технологические схемы возведения монолитных зданий
Технологические схемы возведения монолитных зданий Особенности работы пивного сомелье на предприятии общественного питания для обеспечения качества и безопасности закупаемого пива
Особенности работы пивного сомелье на предприятии общественного питания для обеспечения качества и безопасности закупаемого пива Бурение скважины на Южно-Лиственском месторождении с применением алмазных долот
Бурение скважины на Южно-Лиственском месторождении с применением алмазных долот мастер-класс
мастер-класс 20170822_opasnye_internet_soobshchestva
20170822_opasnye_internet_soobshchestva Интерактивный плакат
Интерактивный плакат Организация и управление в энергетике
Организация и управление в энергетике Удомельский район в годы Великой Отечественной войны
Удомельский район в годы Великой Отечественной войны Представители параллельных систем
Представители параллельных систем Завод GreenMech
Завод GreenMech Разработка сайта ООО Селфри Франчайзинг
Разработка сайта ООО Селфри Франчайзинг A Frog, a Stick
A Frog, a Stick Разработка мобильного приложения для автоматизации клиентского обслуживания
Разработка мобильного приложения для автоматизации клиентского обслуживания Муравьиная зарядка
Муравьиная зарядка Современная электрическая нагрузка квартиры на примере пассивных потребителей активной мощности
Современная электрическая нагрузка квартиры на примере пассивных потребителей активной мощности