- Обработка отверстий и нарезание резьбы

Содержание
- 2. Многие детали машин, приборов и механизмов имеют различные по размеру и форме отверстия, которые получают различными
- 3. Обработка отверстий
- 4. Спиральные сверла по сравнению с перовыми обладают способностью отводить стружку во время сверления и подводить охлаждающую
- 5. Углы заточки сверла для сверления некоторых материалов
- 6. Для увеличения стойкости сверла и уменьшения усилий резания при сверлении применяют многоступенчатую заточку сверл. Для того
- 7. Для сверления отверстий небольших диаметров используют ручные, электрические и пневматические дрели. Наиболее совершенным и производительным способом
- 8. Точность сверления в большей степени зависит от состояния стола сверлильного станка, поэтому стол надо оберегать от
- 9. если в столе станка имеется отверстие для прохода сверла, сверление нужно производить без подкладок; под просверливаемым
- 10. для сверления отверстия сбоку цилиндрической поверхности на ней(перпендикулярно к оси сверления)следует предварительно обрабатывать, площадку, если отверстие
- 11. Для снятия фасок у отверстия, получения конических и цилиндрических углублений под головки винтов и заклепок применяют
- 12. Развертывание можно производить как на сверлильных и токарных станках, так и вручную специальными инструментами, называемыми развертками.
- 13. Винтовую поверхность, образованную на телах вращения, называют резьбой. Резьбу широко применяют в технике как средство соединения,
- 14. Разновидности метчиков
- 15. Ручные метчики применяют для нарезания резьбы вручную. Ручные метчики для метрической и дюймовой резьбы стандартизованы и
- 16. Первый (черновой) метчик нарезает черновую резьбу, снимая при этом до 60% металла; второй (средний) метчик дает
- 17. Плашки применяют для нарезания наружной резьбы как вручную, так и на станках. В зависимости от конструкции
- 18. Оформить конспект в тетради Ответить на контрольные работы Оформлять работу письменно в тетради или в электронном
- 20. Скачать презентацию
Многие детали машин, приборов и механизмов имеют различные по размеру и
Многие детали машин, приборов и механизмов имеют различные по размеру и
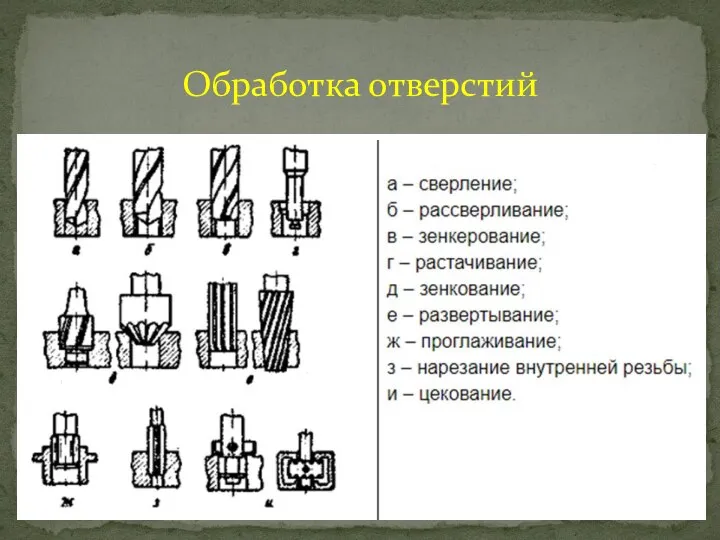
Обработка отверстий
Обработка отверстий
Спиральные сверла по сравнению с перовыми обладают способностью отводить стружку во
Спиральные сверла по сравнению с перовыми обладают способностью отводить стружку во
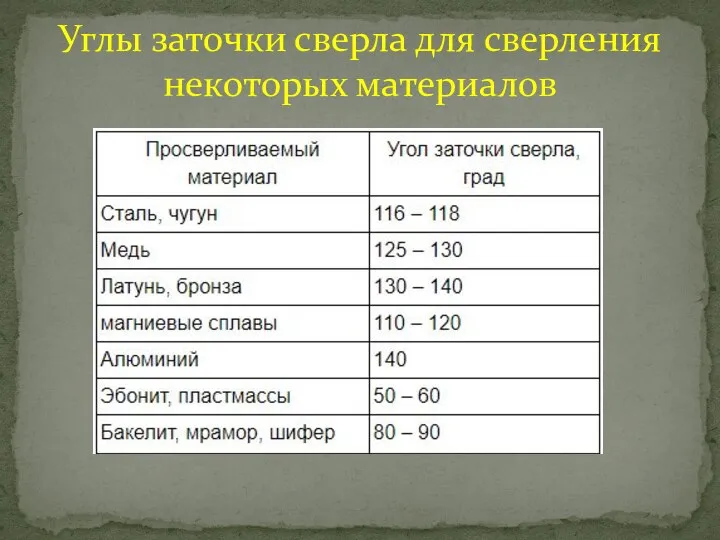
Углы заточки сверла для сверления некоторых материалов
Углы заточки сверла для сверления некоторых материалов
Для увеличения стойкости сверла и уменьшения усилий резания при сверлении применяют
Для увеличения стойкости сверла и уменьшения усилий резания при сверлении применяют
Для сверления отверстий небольших диаметров используют ручные, электрические и пневматические дрели.
Для сверления отверстий небольших диаметров используют ручные, электрические и пневматические дрели.
Точность сверления в большей степени зависит от состояния стола сверлильного станка,
Точность сверления в большей степени зависит от состояния стола сверлильного станка,
если в столе станка имеется отверстие для прохода сверла, сверление нужно
если в столе станка имеется отверстие для прохода сверла, сверление нужно
для сверления отверстия сбоку цилиндрической поверхности на ней(перпендикулярно к оси сверления)следует
для сверления отверстия сбоку цилиндрической поверхности на ней(перпендикулярно к оси сверления)следует
Для снятия фасок у отверстия, получения конических и цилиндрических углублений под
Для снятия фасок у отверстия, получения конических и цилиндрических углублений под
Развертывание можно производить как на сверлильных и токарных станках, так и
Развертывание можно производить как на сверлильных и токарных станках, так и
Винтовую поверхность, образованную на телах вращения, называют резьбой. Резьбу широко применяют
Винтовую поверхность, образованную на телах вращения, называют резьбой. Резьбу широко применяют

Разновидности метчиков
Разновидности метчиков
Ручные метчики применяют для нарезания резьбы вручную. Ручные метчики для метрической
Ручные метчики применяют для нарезания резьбы вручную. Ручные метчики для метрической
Первый (черновой) метчик нарезает черновую резьбу, снимая при этом до 60%
Первый (черновой) метчик нарезает черновую резьбу, снимая при этом до 60%
Плашки применяют для нарезания наружной резьбы как вручную, так и на
Плашки применяют для нарезания наружной резьбы как вручную, так и на
Оформить конспект в тетради
Ответить на контрольные работы
Оформлять работу письменно в тетради
Оформить конспект в тетради
Ответить на контрольные работы
Оформлять работу письменно в тетради
 Технология мукомольного производства
Технология мукомольного производства Праздник Весны. Праздник птиц. Разноцветные жуки
Праздник Весны. Праздник птиц. Разноцветные жуки Говорит ли Бог с людьми
Говорит ли Бог с людьми Ближайшее окружение ребёнка. Влияние семьи и друзей на здоровье. Жизненные навыки, благоприятствующие здоровью
Ближайшее окружение ребёнка. Влияние семьи и друзей на здоровье. Жизненные навыки, благоприятствующие здоровью презентация игра с Копатычем
презентация игра с Копатычем زائرین
زائرین 20120905_kriticheskie_vyskazyvaniya_o_komedii_b_akunina
20120905_kriticheskie_vyskazyvaniya_o_komedii_b_akunina 20161105_04-11-2016_14-11-57
20161105_04-11-2016_14-11-57 Клочкова Валерия КСОШ №2
Клочкова Валерия КСОШ №2 Дорогие наши мальчики, поздравляем вас с 23 февраля
Дорогие наши мальчики, поздравляем вас с 23 февраля System studiów: „stacjonarne I stopnia”
System studiów: „stacjonarne I stopnia” Развитие мотивационно-потребностной сферы в онтогенезе
Развитие мотивационно-потребностной сферы в онтогенезе 20111125_obshch.9kl._gosudarstvo
20111125_obshch.9kl._gosudarstvo Схемотехника аналоговых электронных устройств
Схемотехника аналоговых электронных устройств Die Presse
Die Presse Общество помощи бездомным животным Котопес
Общество помощи бездомным животным Котопес Занятие объединения Изостудия Ирис. Квиллинг
Занятие объединения Изостудия Ирис. Квиллинг 20130121_5.3.1.muzyka_i_izo
20130121_5.3.1.muzyka_i_izo Архитектура ЭВМ. Введение. Основные понятия. История развития
Архитектура ЭВМ. Введение. Основные понятия. История развития Великая Пасха
Великая Пасха Новая презентация
Новая презентация anevrizma_aorty
anevrizma_aorty Мій другий дім-це ліцей
Мій другий дім-це ліцей Пост обо мне
Пост обо мне Действия с обыкновенными дробями
Действия с обыкновенными дробями Библия и Евангелие
Библия и Евангелие Моя будущая профессия АСУ, примеры их использования
Моя будущая профессия АСУ, примеры их использования Liver pancreas
Liver pancreas