- Определение припусков на обработку

Содержание
- 2. 1. Понятие о припусках на обработку заготовок Припуск – слой материала, удаляемый с поверхности заготовки в
- 3. Припуски на обработку: Рисунок 1 – Припуск наружных поверхностей припуск на обработку размер, предшествующий обработке выполняемый
- 4. Рисунок 2 – Припуск внутренних поверхностей Рисунок 3 – Припуск наружных поверхностей вращения
- 5. Рисунок 4 – Припуск внутренних поверхностей вращения
- 6. Основные расчетные формулы для определения zmin и zmax: (1) Рисунок 5 – Схема расположения припусков
- 7. Номинальный припуск:
- 8. нижние предельные отклонения соответствующих размеров
- 9. Для наружных поверхностей вращения:
- 10. Для внутренних поверхностей вращения: , , , , .
- 11. 2. Методы определения припусков на обработку 1. опытно-статистический метод. Припуск устанавливается по стандартам и таблицам, составленным
- 12. 2. Расчетно-аналитический метод. По этому методу рассчитывается минимальный припуск на обработку на основе анализа факторов, влияющих
- 13. При расчете минимального припуска zmin учитывается: - шероховатость поверхности и дефекты поверхностного слоя, сформированные на предшествующем
- 14. - для ассиметричных припусков, При обработке наружных и внутренних поверхностей вращения векторы и могут принимать любое
- 15. Иногда некоторые составляющие формул могут быть исключены: при механической обработке из серого и ковкого чугуна слагаемое
- 16. если при этом учитывается погрешность установки, тогда: Ti – допуск на выполняемый размер.
- 17. Рисунок 6 - Схема расположения промежуточных припусков и допусков при обработке наружной цилиндрической поверхности.
- 19. Скачать презентацию
1. Понятие о припусках на обработку заготовок
Припуск – слой материала, удаляемый
Припуск – слой материала, удаляемый
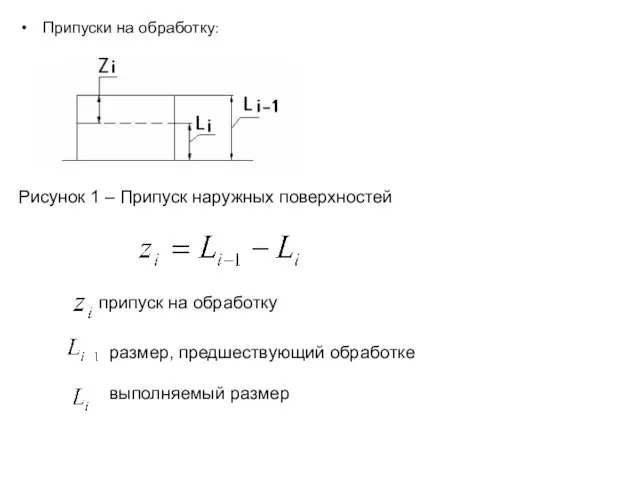
Припуски на обработку:
Рисунок 1 – Припуск наружных поверхностей
припуск на обработку
размер,
Припуски на обработку:
Рисунок 1 – Припуск наружных поверхностей
припуск на обработку
размер,
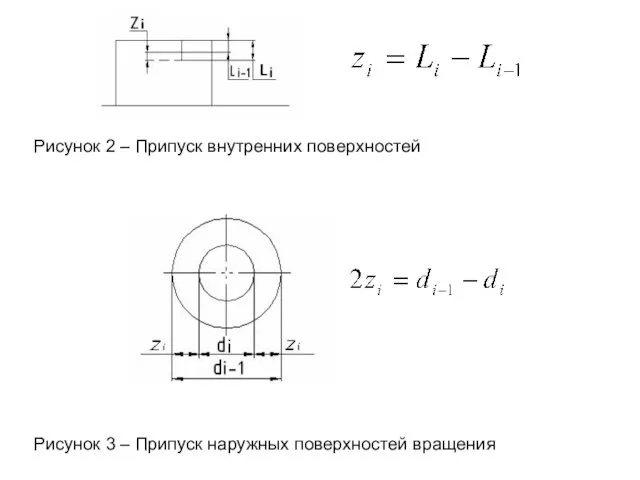
Рисунок 2 – Припуск внутренних поверхностей
Рисунок 3 – Припуск наружных поверхностей
Рисунок 2 – Припуск внутренних поверхностей
Рисунок 3 – Припуск наружных поверхностей
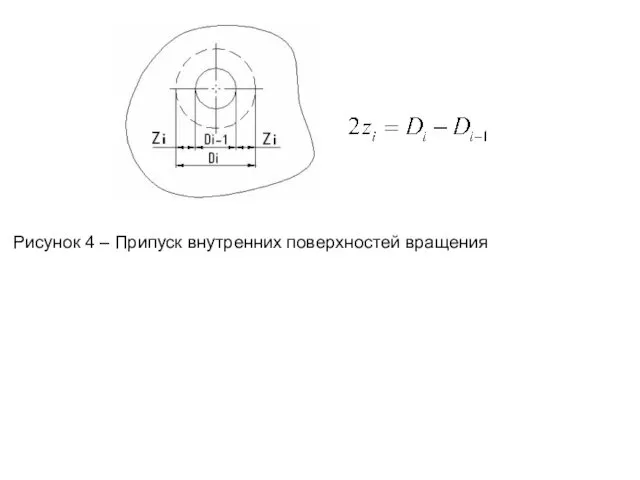
Рисунок 4 – Припуск внутренних поверхностей вращения
Рисунок 4 – Припуск внутренних поверхностей вращения
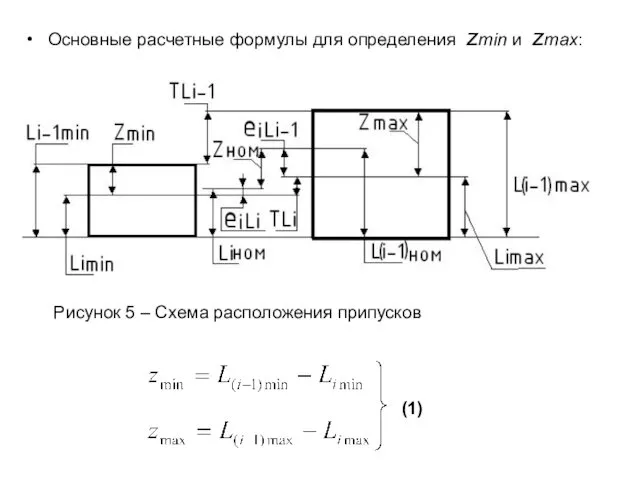
Основные расчетные формулы для определения zmin и zmax:
(1)
Рисунок 5 –
Основные расчетные формулы для определения zmin и zmax:
(1)
Рисунок 5 –
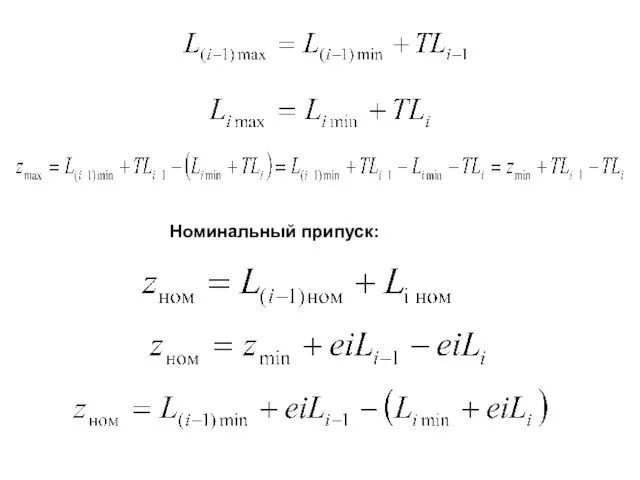
Номинальный припуск:
Номинальный припуск:
нижние предельные отклонения
соответствующих размеров
нижние предельные отклонения
соответствующих размеров
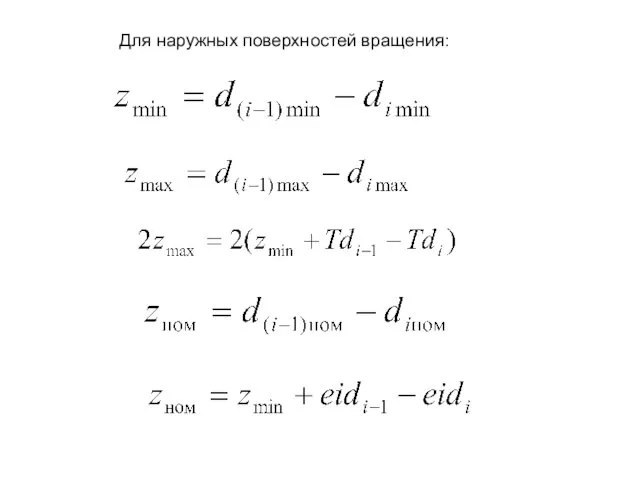
Для наружных поверхностей вращения:
Для наружных поверхностей вращения:
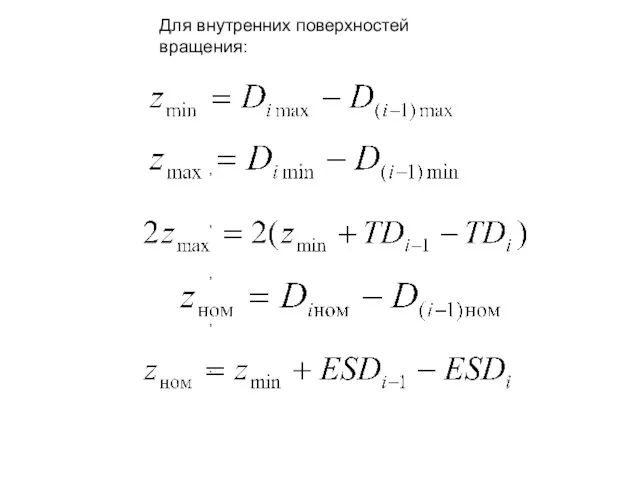
Для внутренних поверхностей вращения:
,
,
,
,
.
Для внутренних поверхностей вращения:
,
,
,
,
.
2. Методы определения припусков на обработку
1. опытно-статистический метод.
Припуск устанавливается по стандартам
2. Методы определения припусков на обработку
1. опытно-статистический метод.
Припуск устанавливается по стандартам
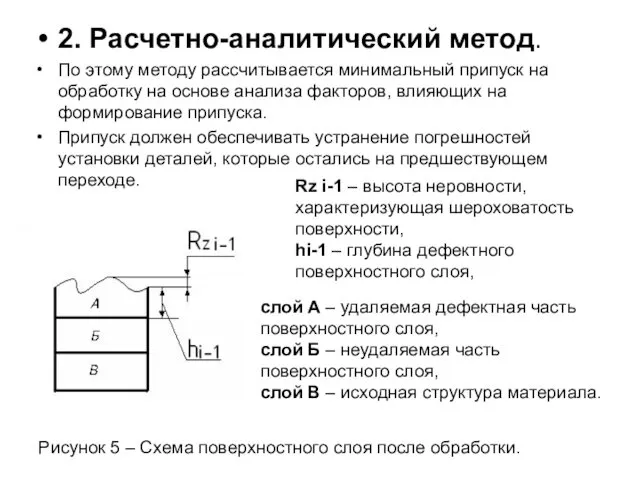
2. Расчетно-аналитический метод.
По этому методу рассчитывается минимальный припуск на обработку на
2. Расчетно-аналитический метод.
По этому методу рассчитывается минимальный припуск на обработку на
При расчете минимального припуска zmin учитывается:
- шероховатость поверхности и дефекты поверхностного
При расчете минимального припуска zmin учитывается:
- шероховатость поверхности и дефекты поверхностного
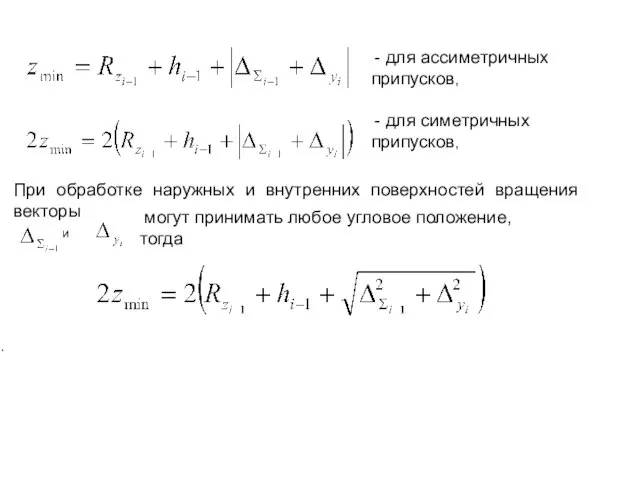
- для ассиметричных припусков,
При обработке наружных и внутренних поверхностей вращения
- для ассиметричных припусков,
При обработке наружных и внутренних поверхностей вращения
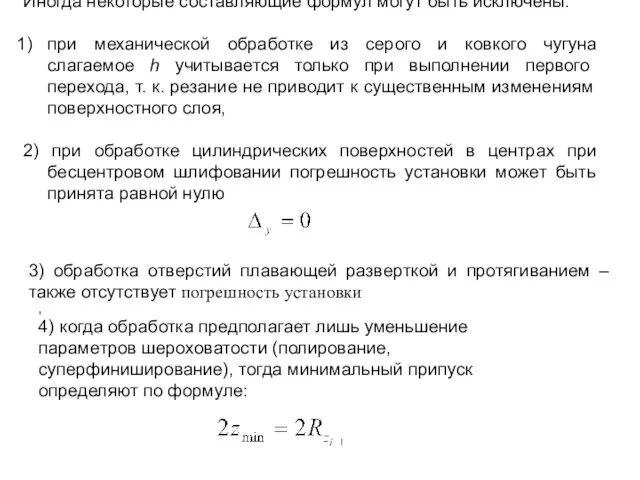
Иногда некоторые составляющие формул могут быть исключены:
при механической обработке из серого
Иногда некоторые составляющие формул могут быть исключены:
при механической обработке из серого
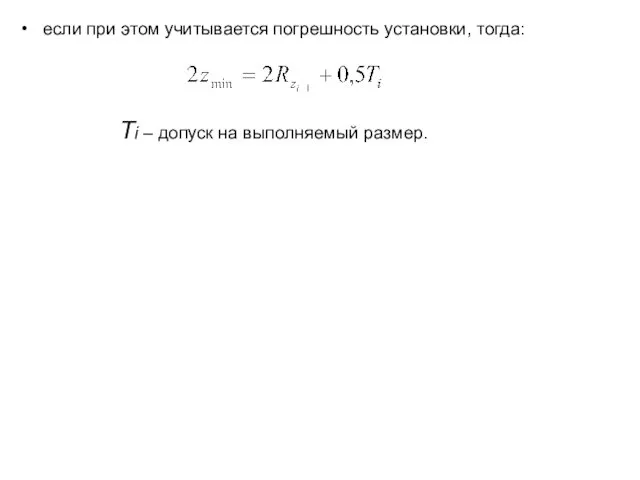
если при этом учитывается погрешность установки, тогда:
Ti – допуск на выполняемый
если при этом учитывается погрешность установки, тогда:
Ti – допуск на выполняемый
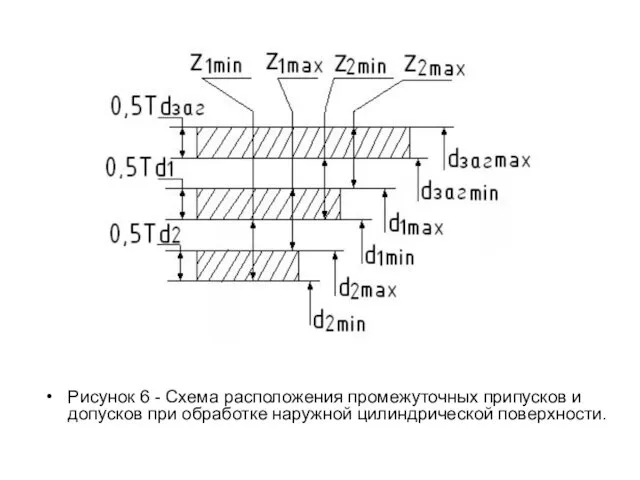
Рисунок 6 - Схема расположения промежуточных припусков и допусков при обработке
Рисунок 6 - Схема расположения промежуточных припусков и допусков при обработке
 Основы вычислительной техники Л9.1 Дешифраторы и шифраторы
Основы вычислительной техники Л9.1 Дешифраторы и шифраторы ООО Солар Стальконструкция. Системы крепления для солнечных станций
ООО Солар Стальконструкция. Системы крепления для солнечных станций TSCA 65 Animation description Errors (1)
TSCA 65 Animation description Errors (1) путешествие по книге
путешествие по книге Энциклопедия путешествий. Страны мира
Энциклопедия путешествий. Страны мира Photos extraordinaires
Photos extraordinaires Библейские сказания
Библейские сказания Внедрение информационных технологий на предприятии по техническому обслуживанию подъемно-транспортного оборудования
Внедрение информационных технологий на предприятии по техническому обслуживанию подъемно-транспортного оборудования Армогрунт в гражданском строительстве
Армогрунт в гражданском строительстве Тракторы ХТЗ для дорожного строительства
Тракторы ХТЗ для дорожного строительства Аттестационная Николаева Н.С
Аттестационная Николаева Н.С prezentatsia_dlya_zaschity
prezentatsia_dlya_zaschity Система внутреннего контроля как элемент обеспечения экономической безопасности предприятия
Система внутреннего контроля как элемент обеспечения экономической безопасности предприятия Исследование методов и технологий защиты мобильных устройств
Исследование методов и технологий защиты мобильных устройств Устройство крыши
Устройство крыши Конструирование из бумаги Город карандашей (техника оригами)
Конструирование из бумаги Город карандашей (техника оригами) Материаловедение. Диаграмма состояния Fe-Fe3C. (Тема 6)
Материаловедение. Диаграмма состояния Fe-Fe3C. (Тема 6) Лозоплетение
Лозоплетение Переход на стандарт PCO 1881. Объединение предприятий Европласт
Переход на стандарт PCO 1881. Объединение предприятий Европласт Конденсатно-питательная система
Конденсатно-питательная система Референс съемки для бренда Манила
Референс съемки для бренда Манила VTTA-OMSK-2015
VTTA-OMSK-2015 Правила благоустройства
Правила благоустройства Железная руда
Железная руда Ил-76. Тема 3. Общие сведения о содержании подготовки специалиста
Ил-76. Тема 3. Общие сведения о содержании подготовки специалиста Развитие дорожно-транспортной инфраструктуры города Севастополя
Развитие дорожно-транспортной инфраструктуры города Севастополя 肯德基
肯德基 Древние соборы Руси
Древние соборы Руси