- Оптимизация потока изготовления литой заготовки Ст3

Содержание
- 2. О стратегии предприятия Генеральный директор ООО «Донской электрометаллургический завод» Зотов Павел Александрович Руководитель Программы повышения производительности
- 4. Национальный проект «Производительность труда и поддержка занятости» О статусе Программы на ООО «ДЭМЗ» 3 месяца Создание
- 5. О предприятии в цифрах ЦЕЛЕВЫЕ ПОКАЗАТЕЛИ ПРЕДПРИЯТИЯ ПО ПОВЫШЕНИЮ ПРОИЗВОДИТЕЛЬНОСТИ Вид деятельности по ОКВЭД 24.10.2 -
- 6. О результатах пилотного проекта Директор по производству ООО «Донской электрометаллургический завод» Гырля Иван Михайлович Руководитель проекта
- 8. Внедрение бережливого производства, первые шаги МАРТ 2022(3 мес.) 24 декабря 2021 ФЕВРАЛЬ 2022 ИЮНЬ 2022 (6
- 9. Руководство проекта Рабочая группа от РЦК Рабочая группа проекта Рабочая команда Программы (от ООО «Донской электрометаллургический
- 10. Пилотный поток: «Оптимизация потока изготовления литой заготовки Ст3 125 сечения» Причины выбора: Востребованный продукт на рынке
- 11. Основные рабочие зоны и периметр потока
- 12. Карточка проекта N-R-01-34-20-1382 «Оптимизация потока изготовления литой заготовки Ст3 125 сечения» 4. Ключевые события проекта 3.
- 13. Информация о пилотном потоке ОСНОВНЫЕ НАПРАВЛЕНИЯ ОПТИМИЗАЦИИ ПОТОКА: Организация рабочего пространства по системе 5С. Внедрение производственного
- 14. Информационный поток Организовано информационное сопровождение изготовления литых заготовок от получения заказа, планирования, производства, ТО до отгрузки
- 15. Диаграмма спагетти целевого состояния Протяженность маршрутов 2800 м, Время транспортировки 2 час. 23 мин.
- 16. Материальный поток на 01.06.2022г.
- 17. Карта потока заготовки Ст3 на 01.06.2022г.
- 18. Карта потока заготовки Ст3 на 01.06.2022г.
- 19. Карта потока изготовления заготовки Ст3 Было Стало Доля значимой работы во времени протекания процесса, добавляющей ценность
- 20. Анализ потока VSM и ПА, выявленные потери
- 21. Разработаны мероприятия по достижению целей
- 22. Разработаны мероприятия по достижению целей
- 23. Разработаны мероприятия по достижению целей
- 24. Процент выполнения - 90% Выполнение мероприятий по потоку
- 25. О текущих результатах Главный инженер ООО «Донской электрометаллургический завод» Гретченко Владислав Валерьевич Внутренний инструктор по бережливому
- 27. Аудит организации рабочих мест Выявили несоответствия состояния рабочих мест требованиям системы 5С, наличие бракованных заготовок Участки
- 29. Аудит организации рабочих мест Специалисты отдела охраны труда провели аудит состояния рабочих мест на участках ДСП-50,
- 30. Выявили потери при размещении материалов, инструментов на производственных и ремонтных участках Диагностика организации рабочих мест
- 31. Эталонный участок - участок газовой службы Причина выбора: Низкое состояние культуры производства; Создание образца для других
- 32. Потери времени на поиск инструмента и приспособлений, сырья. Нет упорядоченного хранения инструментов, личных вещей работников. Проблема
- 33. Рабочие места слесарей-ремонтников Проблема Потери времени на поиск инструмента и приспособлений, сырья. Нет упорядоченного хранения инструментов,
- 34. Потери времени на поиск инструмента и приспособлений. Нет упорядоченного хранения инструментов, личных вещей работников. Проблема Решение
- 35. Рабочее место слесаря-газовщика Проблема Потери времени на поиск инструмента и приспособлений, сырья. Нет упорядоченного хранения инструментов,
- 36. Организовали место хранения запчастей по 5С Потери времени на поиск инструмента, приспособлений, запчастей. Нет упорядоченного хранения
- 37. Проблема Нет упорядоченного хранения инструментов, резиновых рукавов. Нет стеллажей, стоек Решение Внедрили 4 шага системы 5С:
- 38. Организовали место хранения запчастей по 5С Потери времени на поиск инструмента, приспособлений, запчастей. Нет упорядоченного хранения
- 39. Инструментальные шкафы слесарей Проблема Захламлённость стеллажей и шкафов. Решение Внедрили 4 шага системы 5С: Убрали лишние
- 40. Потери времени на поиск инструмента и приспособлений, смазок. Нет упорядоченного хранения инструментов, личных вещей работников. Наличие
- 41. Создали визуальные стандарты 5С
- 42. Несвоевременное обновление визуализации напольной разметки для безопасного прохода работников по производственным участкам и особо опасных объектов.
- 43. Определили перечень критического оборудования потока Проблема Отсутствует перечень критического оборудования потока, нет расчётов ОЭО Разработан перечень
- 44. Проблема Отсутствуют расчёты общей эффективности критического оборудования (ОЭО) Создан электронный калькулятор расчёта ОЭО критического оборудования печи
- 45. Провели анализ простоев ДСП-50 с помощью диаграммы Парето Проблема Создан электронный калькулятор расчёта ОЭО критического оборудования
- 46. Провели анализ простоев ДСП-50 с помощью диаграммы Парето Проблема Создан электронный калькулятор расчёта ОЭО критического оборудования
- 47. Решение 1. Ремонт пресс-ножниц, загружателя «БИРИМ». 2. Ввод в эксплуатацию вторых пресс – ножниц 3. Разработка
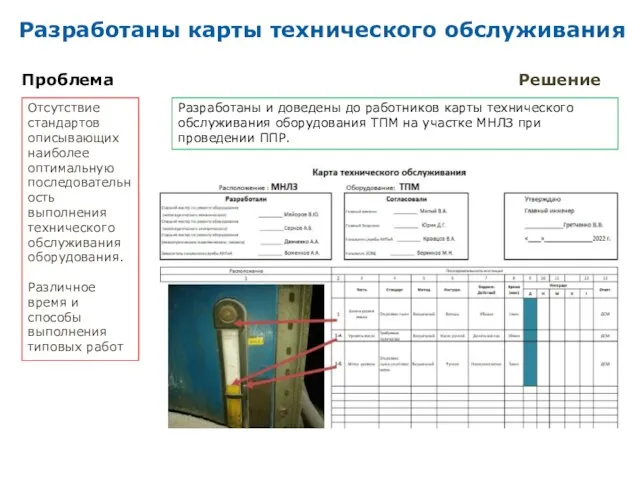
- 48. Всеобщее обслуживание оборудования Карты технического обслуживания Оборудование ТПМ на участке МНЛЗ при проведении ППР. Кран мостовой
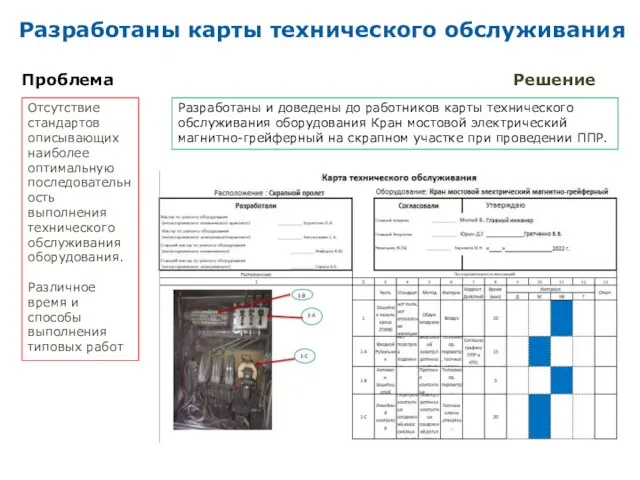
- 49. Разработаны карты технического обслуживания Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения технического обслуживания оборудования. Различное время
- 50. Разработаны карты технического обслуживания Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения технического обслуживания оборудования. Различное время
- 51. ЭФФЕКТИВНОЕ РЕШЕНИЕ 1 Публикация на сайте не согласована с предприятием
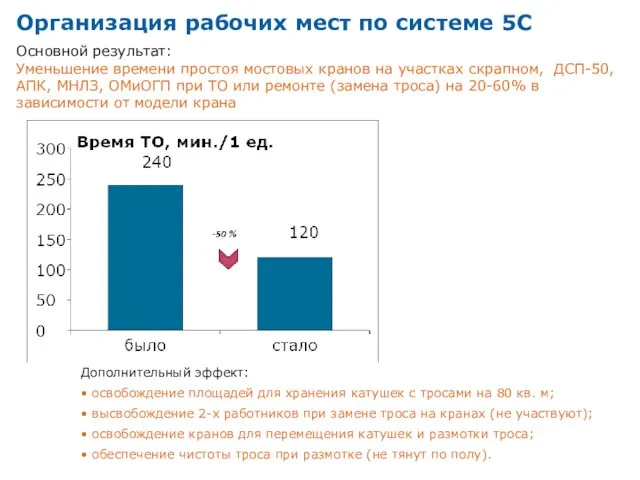
- 52. Основной результат: Уменьшение времени простоя мостовых кранов на участках скрапном, ДСП-50, АПК, МНЛЗ, ОМиОГП при ТО
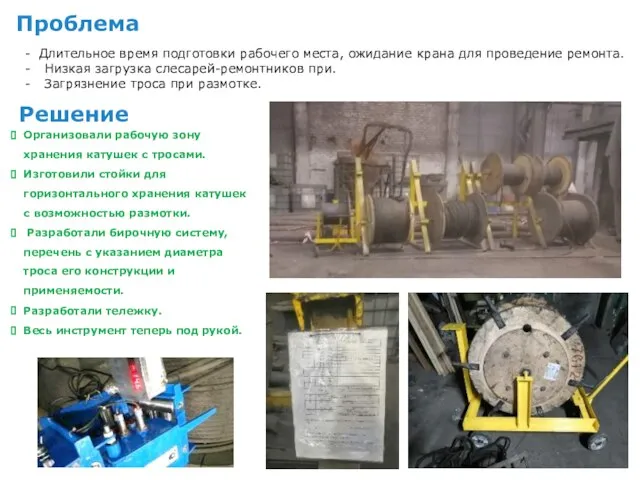
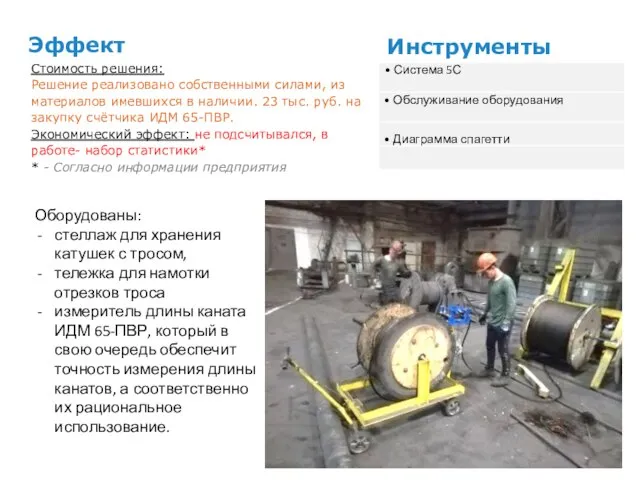
- 53. Проблема - Длительное время подготовки рабочего места, ожидание крана для проведение ремонта. Низкая загрузка слесарей-ремонтников при.
- 54. Эффект Стоимость решения: Решение реализовано собственными силами, из материалов имевшихся в наличии. 23 тыс. руб. на
- 55. Диаграмма простоев мостовых кранов
- 56. О текущих результатах Главный технолог ООО «Донской электрометаллургический завод» Куликов Иван Михайлович ИО Руководителя проектного офиса
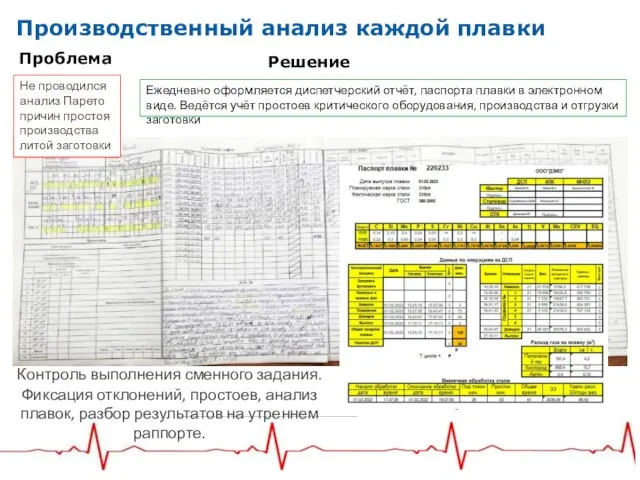
- 58. Производственный анализ каждой плавки Проблема Ежедневно оформляется диспетчерский отчёт, паспорта плавки в электронном виде. Ведётся учёт
- 59. Окончательный брак заготовки. Доработка заготовок. Отсутствуют цели по качеству. #1 #1
- 60. Проблемы не скрываем, а решаем! Решение Результативность Создана электронная база решения задач и проблем в Битрикс24
- 61. Решение Составить матрицу компетенций работников. Обучение и повышение навыков сталеваров. 3. Организация рабочих мест по системе
- 62. Решение Обучение и повышение навыков сталеваров. Проработать возможность поставок пробоотборников от другого Поставщика. Проблемы не скрываем,
- 63. Стандартизированная работа на участке ОМиОГП, на площадке подготовки шихты и металлолома
- 64. Проведена стандартизированная работа обработчика металла Проблема Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения операций. Различное время
- 65. Разработаны стандартные операционные карты Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения операций. Различное время и способы
- 66. Стандарт операционной процедуры Проблема Решение Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
- 67. Проблема Решение Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и способы выполнения типовых
- 68. Проблема Решение Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и способы выполнения типовых
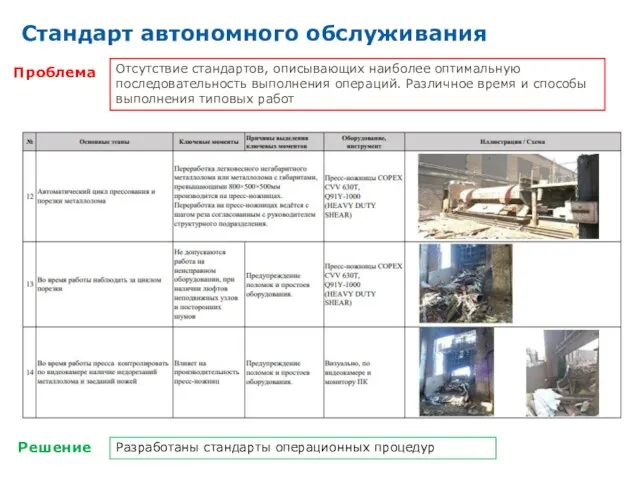
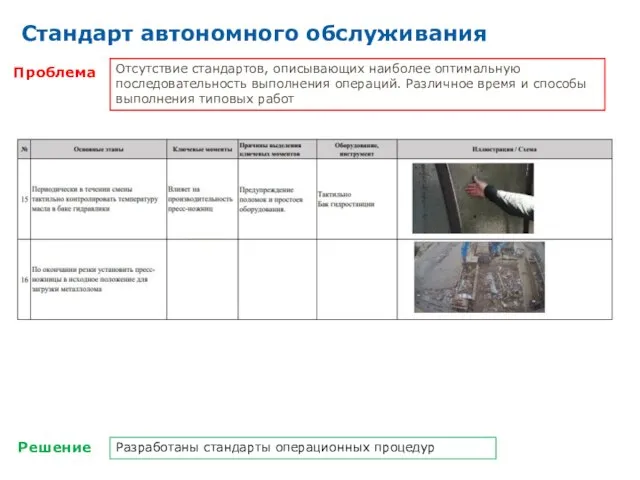
- 69. Проведена стандартизированная работа прессовщика лома и отходов металла Проблема Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения
- 70. Проблема Решение Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и способы выполнения типовых
- 71. Проблема Решение Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и способы выполнения типовых
- 72. Проблема Решение Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и способы выполнения типовых
- 73. Проблема Решение Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и способы выполнения типовых
- 74. Проблема Решение Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и способы выполнения типовых
- 75. Проблема Решение Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и способы выполнения типовых
- 76. О текущих результатах Заместитель генерального директора ООО «ДЭМЗ» по заготовке лома Дмитриенко Игорь Анатольевич Участник рабочий
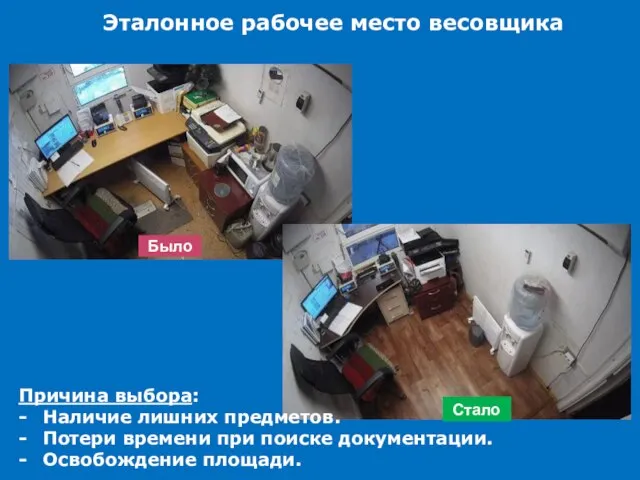
- 78. Эталонное рабочее место весовщика Было Стало Причина выбора: Наличие лишних предметов. Потери времени при поиске документации.
- 79. Потери времени на поиск документов и приспособлений, инструментов. Нет упорядоченного хранения документации, книг учёта, личных вещей
- 80. Эталонные рабочие места на шихтовом участке Причина выбора: Наличие лишних предметов. Потери времени при поиске документации.
- 81. Потери времени на поиск документов и приспособлений, инструментов. Нет упорядоченного хранения документации, книг учёта, личных вещей
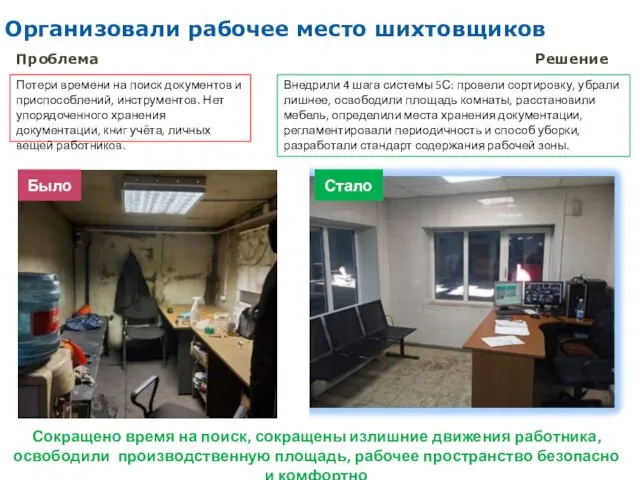
- 82. Организовали рабочее место по системе 5С Проблема Потери времени на поиск инструмента и приспособлений, сырья. Нет
- 83. Потери времени на поиск инструментов. Нет упорядоченного хранения документации, личных вещей работников. Проблема Решение Внедрение системы
- 84. Потери времени на поиск инструментов. Нет упорядоченного хранения документации, личных вещей работников. Проблема Решение Внедрение системы
- 85. ЭФФЕКТИВНОЕ РЕШЕНИЕ 2 Публикация на сайте не согласована с предприятием
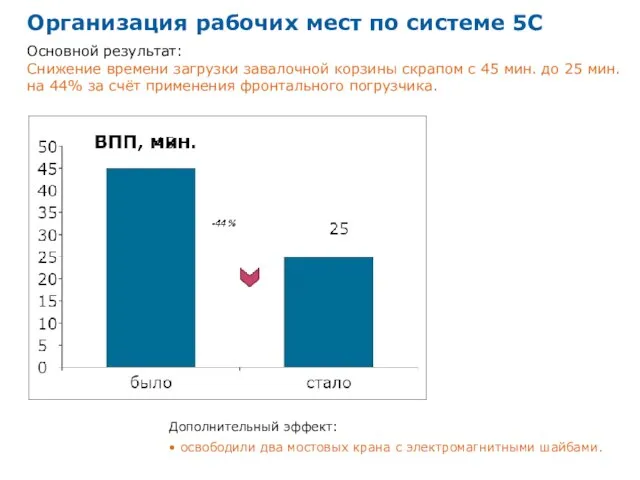
- 86. Основной результат: Снижение времени загрузки завалочной корзины скрапом с 45 мин. до 25 мин. на 44%
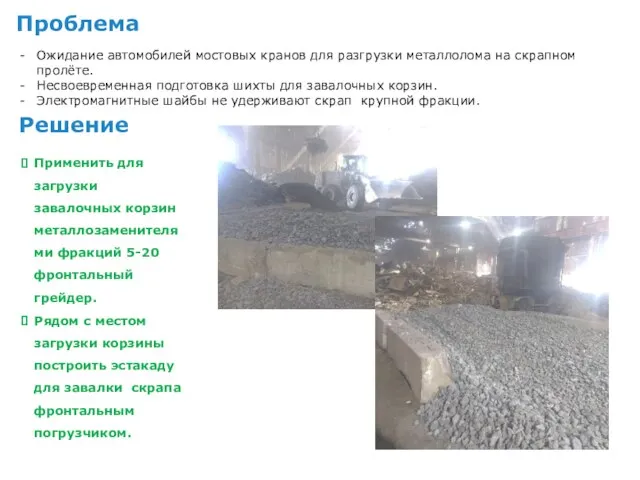
- 87. Проблема Ожидание автомобилей мостовых кранов для разгрузки металлолома на скрапном пролёте. Несвоевременная подготовка шихты для завалочных
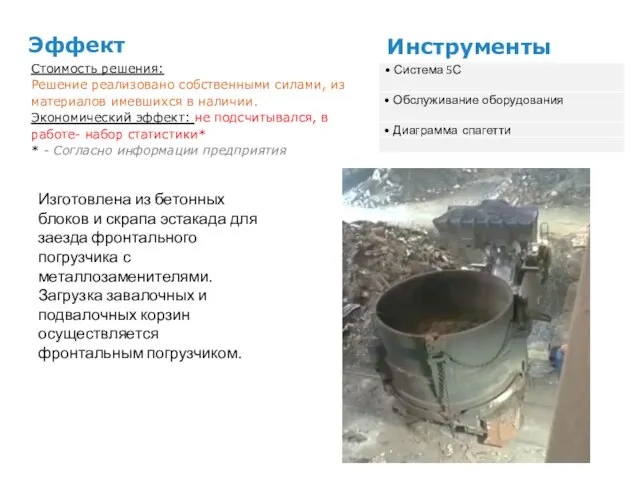
- 88. Эффект Стоимость решения: Решение реализовано собственными силами, из материалов имевшихся в наличии. Экономический эффект: не подсчитывался,
- 89. ЭФФЕКТИВНОЕ РЕШЕНИЕ 3 Публикация на сайте не согласована с предприятием
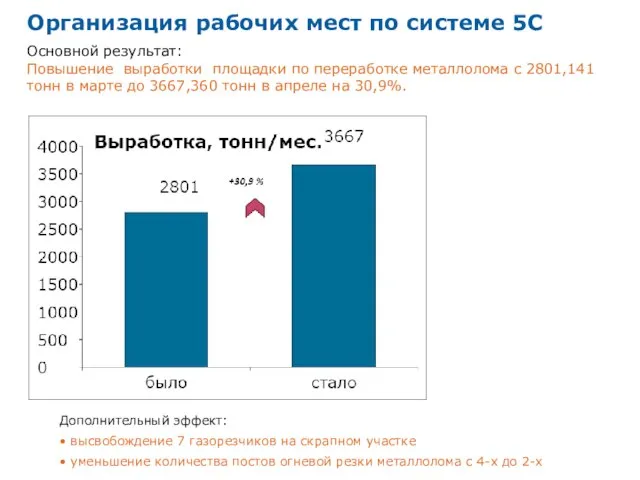
- 90. Основной результат: Повышение выработки площадки по переработке металлолома с 2801,141 тонн в марте до 3667,360 тонн
- 91. Проблема Длительные трамбовки подвалок ДСП-50 из-за негабаритного лома. Удалённость пресс-ножниц COPEX от скрапного пролёта. Простой перегружателя
- 92. Эффект Стоимость решения: Решение реализовано собственными силами и с привлечением подрядной организации. Экономический эффект: не подсчитывался,
- 93. Инструктор по бережливому производству Гретченко Владислав Валерьевич 1. Основы бережливого производства 6. 7 ВИДОВ ПОТЕРЬ 4.
- 94. Инструктор по бережливому производству Куликов Иван Михайлович 1. Основы бережливого производства 2. Виды потерь в процессах
- 95. Тренинг по бережливому производству «7 видов потерь» Как реализовать проект по улучшению процесса?
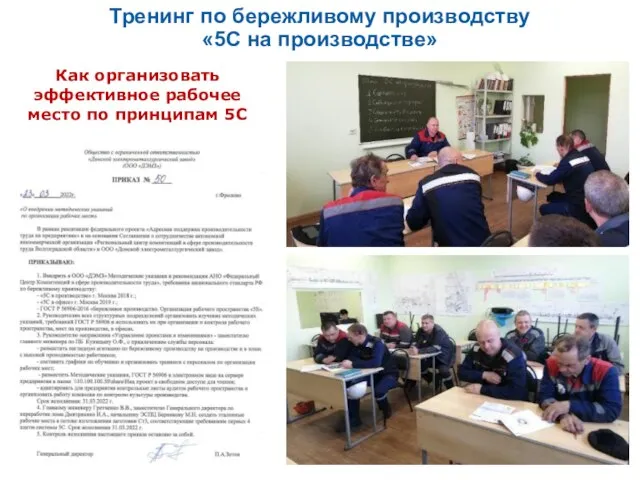
- 96. Тренинг по бережливому производству «5С на производстве» 1. Основы бережливого производства 2. Виды потерь в процессах
- 97. Спланировано дальнейшее обучение по бережливому производству
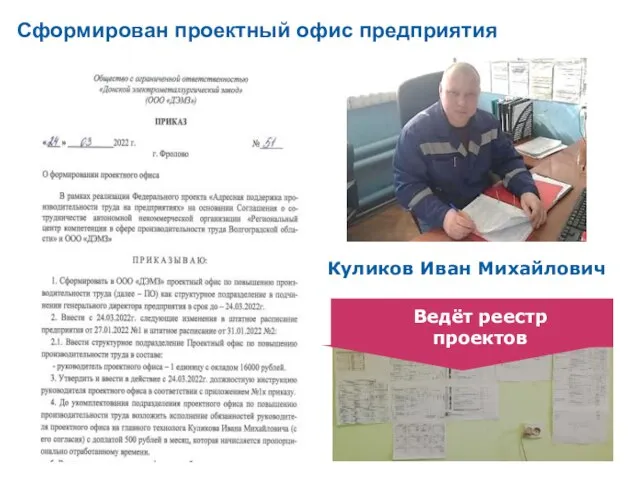
- 98. Сформирован проектный офис предприятия Куликов Иван Михайлович
- 99. Определили показатели для регулярного мониторинга, разработали шаблоны, закрепили ответственных за каждый блок инфоцентра, утвердили приказом ГД
- 100. План коммуникаций Визуализация информации о Программе Ежемесячное подведение итогов ГД
- 101. Регулярные обходы производства Ежедневные утренние совещания по итогам работы за ночную смену. Отчеты мастеров смены. Разбор
- 102. Матрицы компетенций работников ЭСПЦ
- 103. Разработали и утвердили Дерево Целей Проблема Нет декомпозиции стратегических целей Предприятия на нижние управленческие уровни, отсутствуют
- 104. Разработали и утвердили Положение об управлении улучшениями Внедряется система профессиональных конкурсов «Фабрика идей»
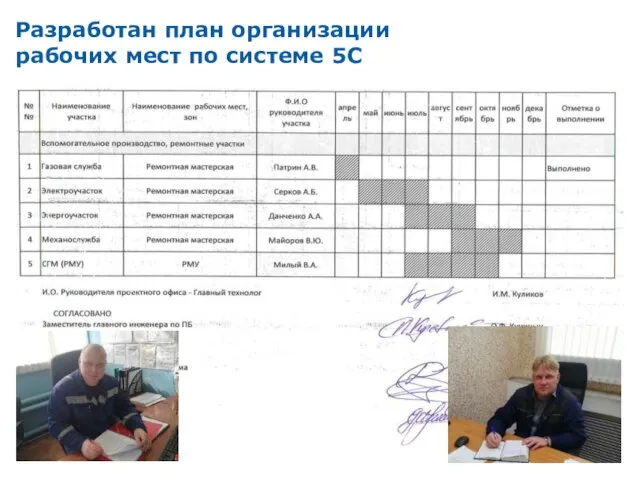
- 105. Разработан план организации рабочих мест по системе 5С
- 106. Разработан план организации рабочих мест по системе 5С
- 107. Разработан план дальнейшей стандартизации рабочих мест
- 108. Разработан план дальнейшей стандартизации рабочих мест
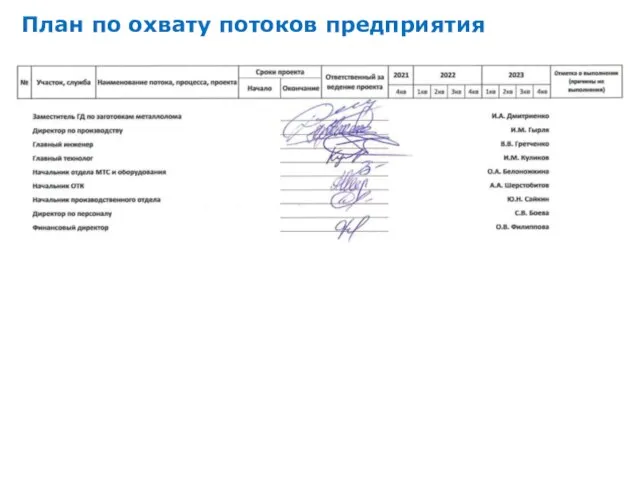
- 109. План по охвату потоков предприятия
- 110. План по охвату потоков предприятия
- 111. План по охвату потоков предприятия
- 112. Приказы на открытие проектов улучшений Куратор проекта И.М. Гырля Руководитель проекта М.Н. Берников
- 113. Приказы на открытие проектов улучшений Руководитель проекта О.А. Белоножкина Руководитель проекта М.Н. Берников
- 114. Приказы на открытие проектов улучшений Руководитель проекта Д.Г. Юрин Руководитель проекта Д.Г. Юрин
- 115. Приказы на открытие проектов улучшений Руководитель проекта В.В. Гретченко Руководитель проекта Ю.Н. Сайкин
- 116. Что дальше? Культура непрерывных улучшений!!! Рост +10% +15% +30% Производительности По отношению к базовому году 3
- 119. Скачать презентацию

О стратегии предприятия
Генеральный директор
ООО «Донской электрометаллургический завод»
Зотов Павел Александрович
Руководитель
О стратегии предприятия
Генеральный директор
ООО «Донской электрометаллургический завод»
Зотов Павел Александрович
Руководитель


Национальный проект «Производительность труда и поддержка занятости»
О статусе Программы на
Национальный проект «Производительность труда и поддержка занятости» О статусе Программы на

О предприятии в цифрах
ЦЕЛЕВЫЕ ПОКАЗАТЕЛИ ПРЕДПРИЯТИЯ ПО ПОВЫШЕНИЮ ПРОИЗВОДИТЕЛЬНОСТИ
Вид деятельности по
О предприятии в цифрах
ЦЕЛЕВЫЕ ПОКАЗАТЕЛИ ПРЕДПРИЯТИЯ ПО ПОВЫШЕНИЮ ПРОИЗВОДИТЕЛЬНОСТИ
Вид деятельности по
О результатах пилотного проекта
Директор по производству
ООО «Донской электрометаллургический завод»
Гырля
Иван
О результатах пилотного проекта
Директор по производству
ООО «Донской электрометаллургический завод»
Гырля
Иван


Внедрение бережливого производства, первые шаги
МАРТ
2022(3 мес.)
24 декабря
2021
ФЕВРАЛЬ
2022
ИЮНЬ 2022 (6 мес.)
Внедрение бережливого производства, первые шаги
МАРТ
2022(3 мес.)
24 декабря
2021
ФЕВРАЛЬ
2022
ИЮНЬ 2022 (6 мес.)

Руководство проекта
Рабочая группа от РЦК
Рабочая группа проекта
Рабочая команда Программы (от
Руководство проекта
Рабочая группа от РЦК
Рабочая группа проекта
Рабочая команда Программы (от

Пилотный поток: «Оптимизация потока изготовления литой заготовки Ст3 125 сечения»
Причины выбора:
Востребованный
Пилотный поток: «Оптимизация потока изготовления литой заготовки Ст3 125 сечения»
Причины выбора:
Востребованный

Основные рабочие зоны и периметр потока
Основные рабочие зоны и периметр потока
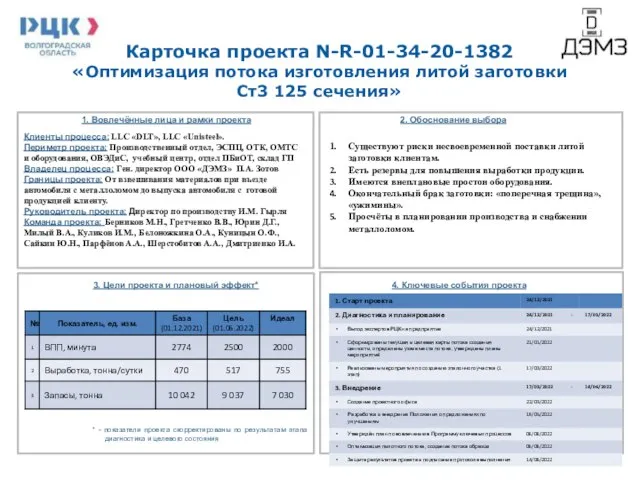
Карточка проекта N-R-01-34-20-1382
«Оптимизация потока изготовления литой заготовки
Ст3 125 сечения»
4.
Карточка проекта N-R-01-34-20-1382
«Оптимизация потока изготовления литой заготовки
Ст3 125 сечения»
4.

Информация о пилотном потоке
ОСНОВНЫЕ НАПРАВЛЕНИЯ ОПТИМИЗАЦИИ ПОТОКА:
Организация рабочего пространства по системе
Информация о пилотном потоке
ОСНОВНЫЕ НАПРАВЛЕНИЯ ОПТИМИЗАЦИИ ПОТОКА:
Организация рабочего пространства по системе

Информационный поток
Организовано информационное сопровождение изготовления литых заготовок от получения заказа, планирования,
Информационный поток
Организовано информационное сопровождение изготовления литых заготовок от получения заказа, планирования,

Диаграмма спагетти целевого состояния
Протяженность маршрутов 2800 м, Время транспортировки 2
Диаграмма спагетти целевого состояния
Протяженность маршрутов 2800 м, Время транспортировки 2

Материальный поток на 01.06.2022г.
Материальный поток на 01.06.2022г.

Карта потока заготовки Ст3 на 01.06.2022г.
Карта потока заготовки Ст3 на 01.06.2022г.

Карта потока заготовки Ст3 на 01.06.2022г.
Карта потока заготовки Ст3 на 01.06.2022г.

Карта потока изготовления заготовки Ст3
Было
Стало
Доля значимой работы во времени протекания процесса,
Карта потока изготовления заготовки Ст3
Было
Стало
Доля значимой работы во времени протекания процесса,
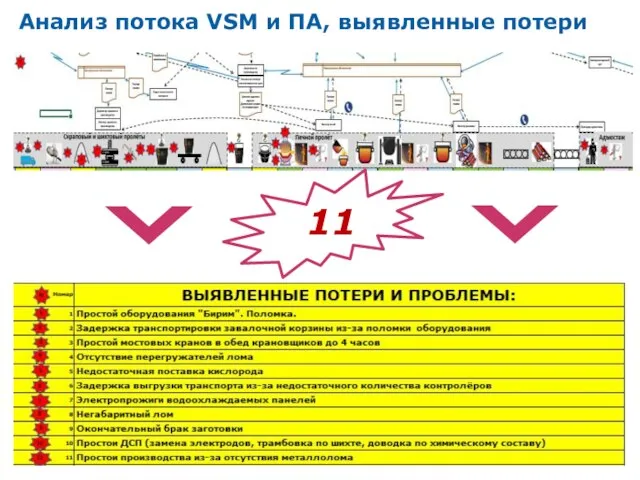
Анализ потока VSM и ПА, выявленные потери
Анализ потока VSM и ПА, выявленные потери
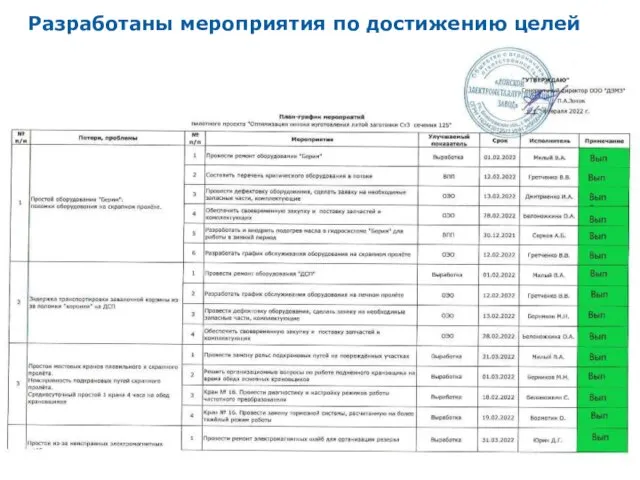
Разработаны мероприятия по достижению целей
Разработаны мероприятия по достижению целей
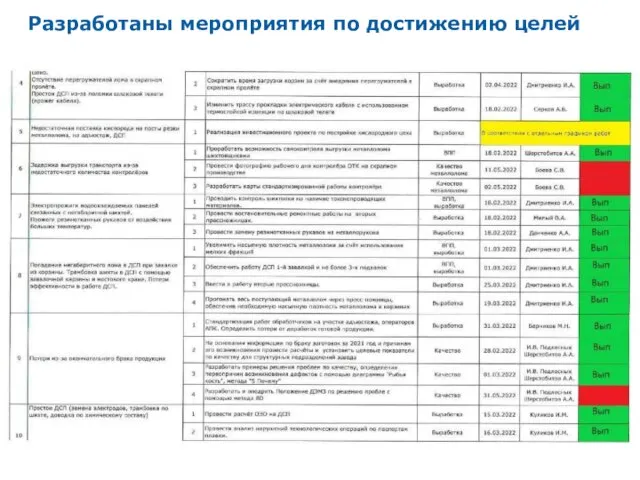
Разработаны мероприятия по достижению целей
Разработаны мероприятия по достижению целей
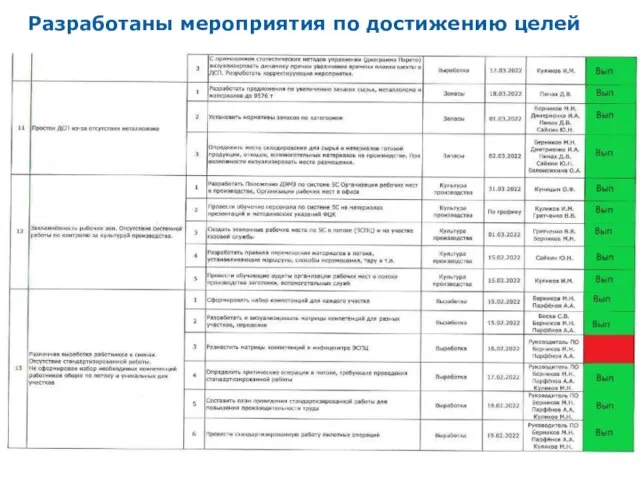
Разработаны мероприятия по достижению целей
Разработаны мероприятия по достижению целей

Процент выполнения - 90%
Выполнение мероприятий по потоку
Процент выполнения - 90%
Выполнение мероприятий по потоку
О текущих результатах
Главный инженер
ООО «Донской электрометаллургический завод»
Гретченко
Владислав Валерьевич
Внутренний инструктор
О текущих результатах
Главный инженер
ООО «Донской электрометаллургический завод»
Гретченко
Владислав Валерьевич
Внутренний инструктор

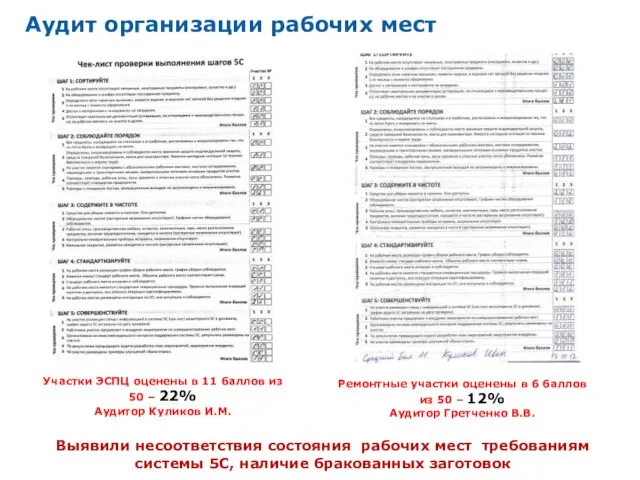
Аудит организации рабочих мест
Выявили несоответствия состояния рабочих мест требованиям системы 5С,
Аудит организации рабочих мест
Выявили несоответствия состояния рабочих мест требованиям системы 5С,

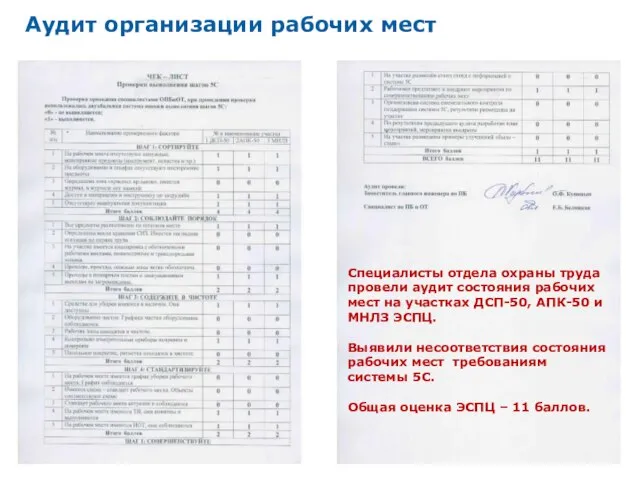
Аудит организации рабочих мест
Специалисты отдела охраны труда провели аудит состояния рабочих
Аудит организации рабочих мест
Специалисты отдела охраны труда провели аудит состояния рабочих

Выявили потери при размещении материалов, инструментов на производственных и ремонтных участках
Диагностика
Выявили потери при размещении материалов, инструментов на производственных и ремонтных участках
Диагностика

Эталонный участок - участок газовой службы
Причина выбора:
Низкое состояние культуры
Эталонный участок - участок газовой службы
Причина выбора:
Низкое состояние культуры
Потери времени на поиск инструмента и приспособлений, сырья. Нет упорядоченного хранения
Потери времени на поиск инструмента и приспособлений, сырья. Нет упорядоченного хранения

Рабочие места слесарей-ремонтников
Проблема
Потери времени на поиск инструмента и приспособлений, сырья. Нет
Рабочие места слесарей-ремонтников
Проблема
Потери времени на поиск инструмента и приспособлений, сырья. Нет

Потери времени на поиск инструмента и приспособлений. Нет упорядоченного хранения инструментов,
Потери времени на поиск инструмента и приспособлений. Нет упорядоченного хранения инструментов,

Рабочее место слесаря-газовщика
Проблема
Потери времени на поиск инструмента и приспособлений, сырья. Нет
Рабочее место слесаря-газовщика
Проблема
Потери времени на поиск инструмента и приспособлений, сырья. Нет

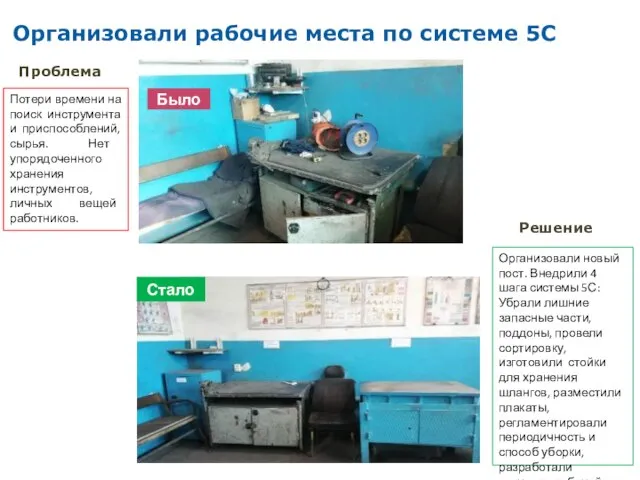
Организовали место хранения запчастей по 5С
Потери времени на поиск инструмента, приспособлений,
Организовали место хранения запчастей по 5С
Потери времени на поиск инструмента, приспособлений,

Проблема
Нет упорядоченного хранения инструментов, резиновых рукавов. Нет стеллажей, стоек
Решение
Внедрили 4
Проблема
Нет упорядоченного хранения инструментов, резиновых рукавов. Нет стеллажей, стоек
Решение
Внедрили 4

Организовали место хранения запчастей по 5С
Потери времени на поиск инструмента, приспособлений,
Организовали место хранения запчастей по 5С
Потери времени на поиск инструмента, приспособлений,

Инструментальные шкафы слесарей
Проблема
Захламлённость стеллажей и шкафов.
Решение
Внедрили 4 шага системы 5С: Убрали
Инструментальные шкафы слесарей
Проблема
Захламлённость стеллажей и шкафов.
Решение
Внедрили 4 шага системы 5С: Убрали

Потери времени на поиск инструмента и приспособлений, смазок. Нет упорядоченного хранения
Потери времени на поиск инструмента и приспособлений, смазок. Нет упорядоченного хранения

Создали визуальные стандарты 5С
Создали визуальные стандарты 5С

Несвоевременное обновление визуализации напольной разметки для безопасного прохода работников по производственным
Несвоевременное обновление визуализации напольной разметки для безопасного прохода работников по производственным
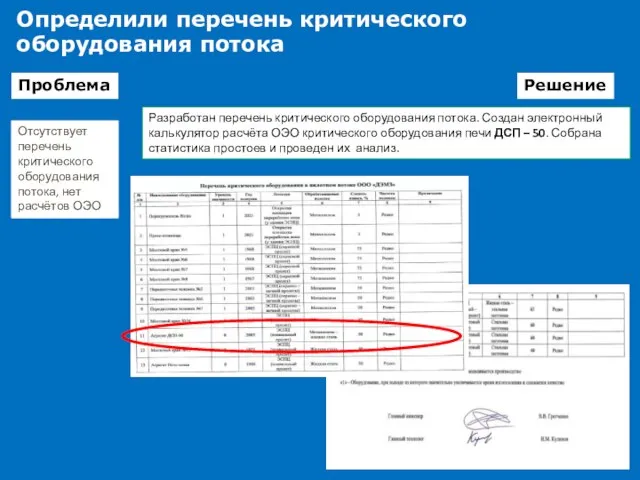
Определили перечень критического оборудования потока
Проблема
Отсутствует перечень критического оборудования потока, нет расчётов
Определили перечень критического оборудования потока
Проблема
Отсутствует перечень критического оборудования потока, нет расчётов
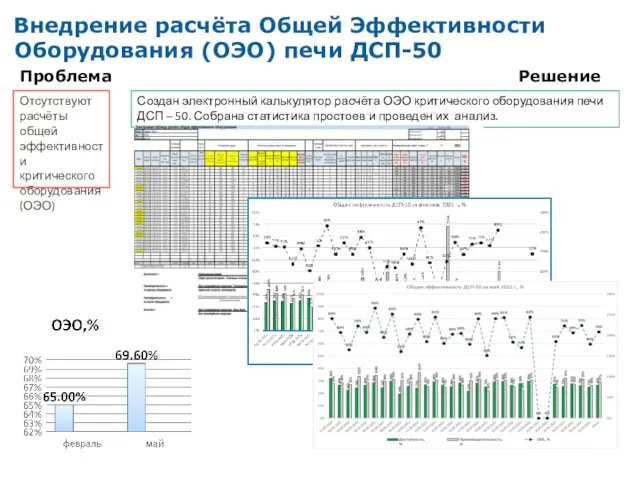
Проблема
Отсутствуют расчёты общей эффективности критического оборудования (ОЭО)
Создан электронный калькулятор расчёта ОЭО
Проблема
Отсутствуют расчёты общей эффективности критического оборудования (ОЭО)
Создан электронный калькулятор расчёта ОЭО

Провели анализ простоев ДСП-50 с помощью диаграммы Парето
Проблема
Создан электронный калькулятор расчёта
Провели анализ простоев ДСП-50 с помощью диаграммы Парето
Проблема
Создан электронный калькулятор расчёта

Провели анализ простоев ДСП-50 с помощью диаграммы Парето
Проблема
Создан электронный калькулятор расчёта
Провели анализ простоев ДСП-50 с помощью диаграммы Парето
Проблема
Создан электронный калькулятор расчёта

Решение
1. Ремонт пресс-ножниц, загружателя «БИРИМ».
2. Ввод в эксплуатацию вторых пресс –
Решение
1. Ремонт пресс-ножниц, загружателя «БИРИМ».
2. Ввод в эксплуатацию вторых пресс –

Всеобщее обслуживание оборудования
Карты технического обслуживания
Оборудование ТПМ на участке МНЛЗ при проведении
Всеобщее обслуживание оборудования
Карты технического обслуживания
Оборудование ТПМ на участке МНЛЗ при проведении
Разработаны карты технического обслуживания
Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения
Разработаны карты технического обслуживания
Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения
Разработаны карты технического обслуживания
Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения
Разработаны карты технического обслуживания
Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения
ЭФФЕКТИВНОЕ РЕШЕНИЕ 1
Публикация на сайте не согласована с предприятием
ЭФФЕКТИВНОЕ РЕШЕНИЕ 1
Публикация на сайте не согласована с предприятием
Основной результат:
Уменьшение времени простоя мостовых кранов на участках скрапном, ДСП-50, АПК,
Основной результат:
Уменьшение времени простоя мостовых кранов на участках скрапном, ДСП-50, АПК,
Проблема
- Длительное время подготовки рабочего места, ожидание крана для проведение ремонта.
Низкая
Проблема
- Длительное время подготовки рабочего места, ожидание крана для проведение ремонта.
Низкая
Эффект
Стоимость решения:
Решение реализовано собственными силами, из материалов имевшихся в наличии. 23
Эффект
Стоимость решения:
Решение реализовано собственными силами, из материалов имевшихся в наличии. 23

Диаграмма простоев мостовых кранов
Диаграмма простоев мостовых кранов

О текущих результатах
Главный технолог
ООО «Донской электрометаллургический завод»
Куликов
Иван Михайлович
ИО Руководителя
О текущих результатах
Главный технолог
ООО «Донской электрометаллургический завод»
Куликов
Иван Михайлович
ИО Руководителя

Производственный анализ каждой плавки
Проблема
Ежедневно оформляется диспетчерский отчёт, паспорта плавки в электронном
Производственный анализ каждой плавки
Проблема
Ежедневно оформляется диспетчерский отчёт, паспорта плавки в электронном
Окончательный брак заготовки.
Доработка заготовок.
Отсутствуют цели по качеству.
#1
#1
Окончательный брак заготовки.
Доработка заготовок.
Отсутствуют цели по качеству.
#1
#1
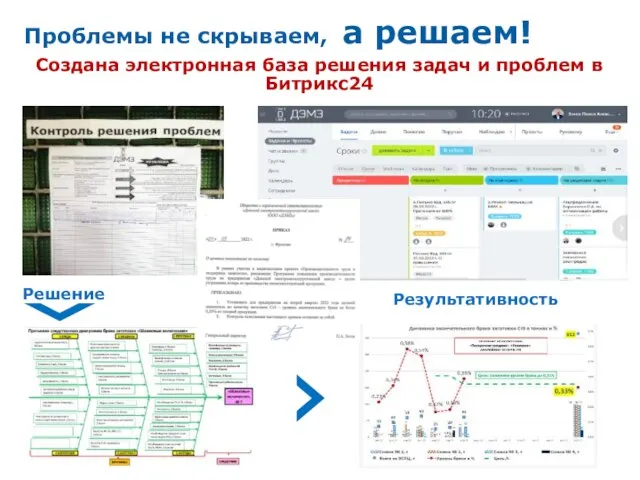
Проблемы не скрываем, а решаем!
Решение
Результативность
Создана электронная база решения задач и проблем
Проблемы не скрываем, а решаем!
Решение
Результативность
Создана электронная база решения задач и проблем

Решение
Составить матрицу компетенций работников.
Обучение и повышение навыков сталеваров.
3. Организация рабочих мест
Решение
Составить матрицу компетенций работников.
Обучение и повышение навыков сталеваров.
3. Организация рабочих мест

Решение
Обучение и повышение навыков сталеваров.
Проработать возможность поставок пробоотборников от другого Поставщика.
Проблемы
Решение
Обучение и повышение навыков сталеваров.
Проработать возможность поставок пробоотборников от другого Поставщика.
Проблемы

Стандартизированная работа
на участке ОМиОГП, на площадке подготовки шихты и металлолома
Стандартизированная работа
на участке ОМиОГП, на площадке подготовки шихты и металлолома

Проведена стандартизированная работа обработчика металла
Проблема
Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения
Проведена стандартизированная работа обработчика металла
Проблема
Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения
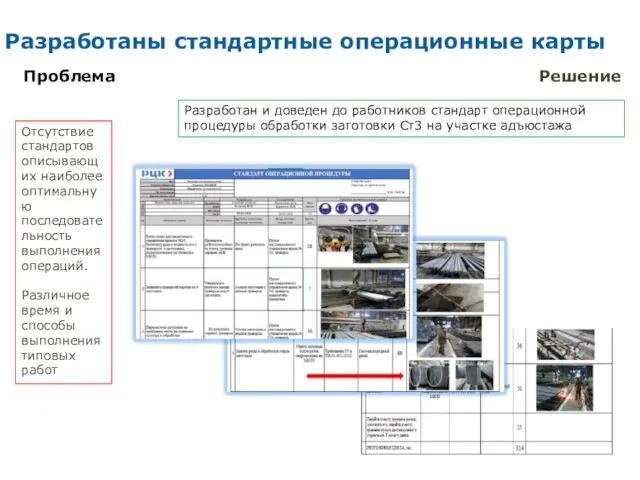
Разработаны стандартные операционные карты
Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения
Разработаны стандартные операционные карты
Отсутствие стандартов описывающих наиболее оптимальную последовательность выполнения

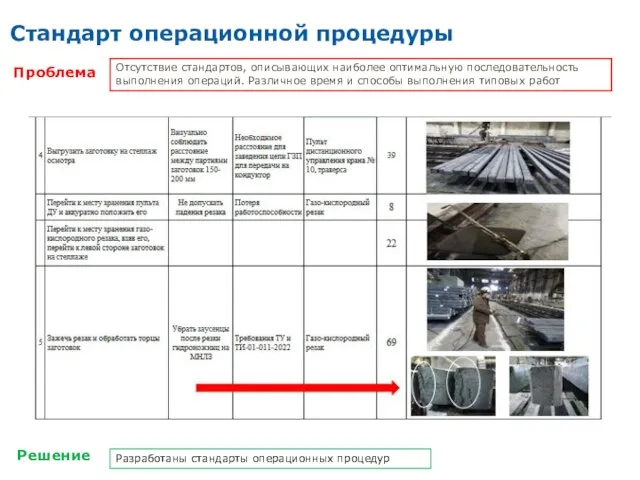
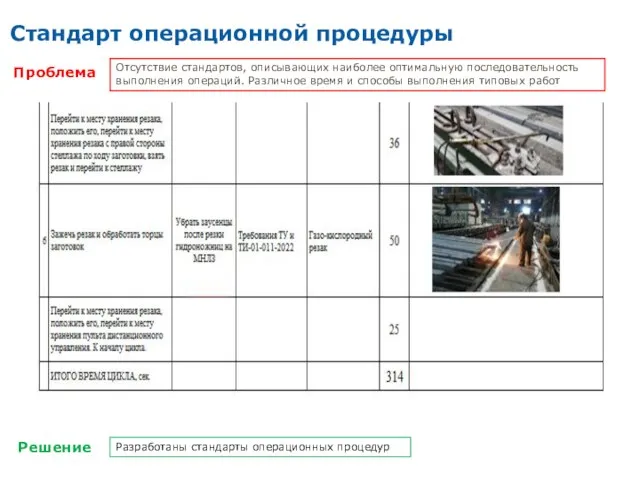
Стандарт операционной процедуры
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное
Стандарт операционной процедуры
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и

Проведена стандартизированная работа прессовщика лома и отходов металла
Проблема
Отсутствие стандартов описывающих наиболее
Проведена стандартизированная работа прессовщика лома и отходов металла
Проблема
Отсутствие стандартов описывающих наиболее

Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и

Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и

Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и

Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
Проблема
Решение
Отсутствие стандартов, описывающих наиболее оптимальную последовательность выполнения операций. Различное время и
О текущих результатах
Заместитель генерального директора ООО «ДЭМЗ» по заготовке лома
Дмитриенко
Игорь Анатольевич
Участник
О текущих результатах
Заместитель генерального директора ООО «ДЭМЗ» по заготовке лома
Дмитриенко
Игорь Анатольевич
Участник

Эталонное рабочее место весовщика
Было
Стало
Причина выбора:
Наличие лишних предметов.
Потери времени при
Эталонное рабочее место весовщика
Было
Стало
Причина выбора:
Наличие лишних предметов.
Потери времени при
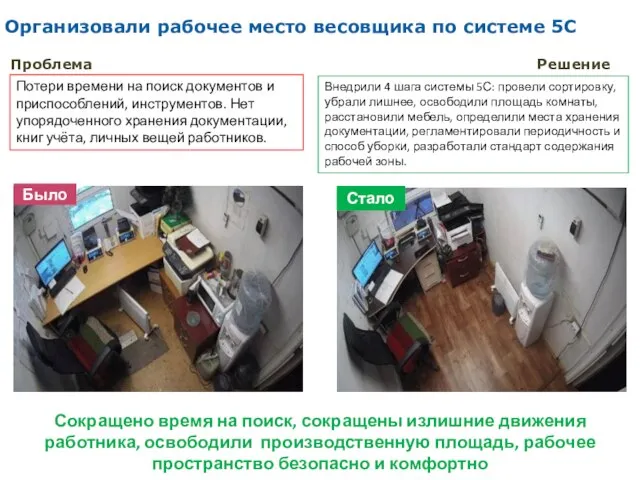
Потери времени на поиск документов и приспособлений, инструментов. Нет упорядоченного хранения
Потери времени на поиск документов и приспособлений, инструментов. Нет упорядоченного хранения
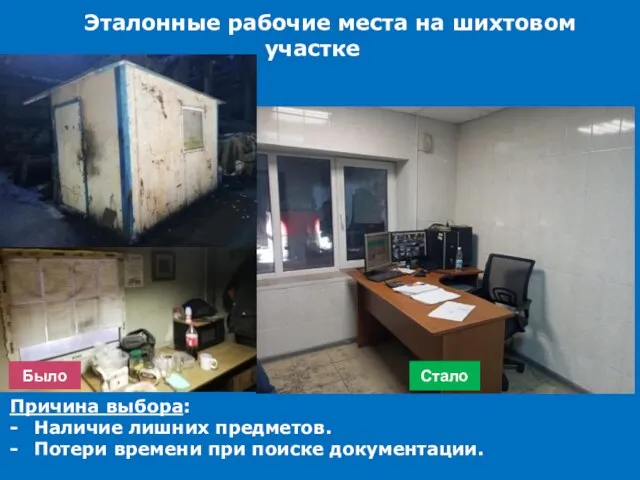
Эталонные рабочие места на шихтовом участке
Причина выбора:
Наличие лишних предметов.
Потери
Эталонные рабочие места на шихтовом участке
Причина выбора:
Наличие лишних предметов.
Потери
Потери времени на поиск документов и приспособлений, инструментов. Нет упорядоченного хранения
Потери времени на поиск документов и приспособлений, инструментов. Нет упорядоченного хранения

Организовали рабочее место по системе 5С
Проблема
Потери времени на поиск инструмента и
Организовали рабочее место по системе 5С
Проблема
Потери времени на поиск инструмента и

Потери времени на поиск инструментов. Нет упорядоченного хранения документации, личных вещей
Потери времени на поиск инструментов. Нет упорядоченного хранения документации, личных вещей

Потери времени на поиск инструментов. Нет упорядоченного хранения документации, личных вещей
Потери времени на поиск инструментов. Нет упорядоченного хранения документации, личных вещей
ЭФФЕКТИВНОЕ РЕШЕНИЕ 2
Публикация на сайте не согласована с предприятием
ЭФФЕКТИВНОЕ РЕШЕНИЕ 2
Публикация на сайте не согласована с предприятием
Основной результат:
Снижение времени загрузки завалочной корзины скрапом с 45 мин. до
Основной результат:
Снижение времени загрузки завалочной корзины скрапом с 45 мин. до
Проблема
Ожидание автомобилей мостовых кранов для разгрузки металлолома на скрапном пролёте.
Несвоевременная подготовка
Проблема
Ожидание автомобилей мостовых кранов для разгрузки металлолома на скрапном пролёте.
Несвоевременная подготовка
Эффект
Стоимость решения:
Решение реализовано собственными силами, из материалов имевшихся в наличии.
Экономический эффект:
Эффект
Стоимость решения:
Решение реализовано собственными силами, из материалов имевшихся в наличии.
Экономический эффект:
ЭФФЕКТИВНОЕ РЕШЕНИЕ 3
Публикация на сайте не согласована с предприятием
ЭФФЕКТИВНОЕ РЕШЕНИЕ 3
Публикация на сайте не согласована с предприятием
Основной результат:
Повышение выработки площадки по переработке металлолома с 2801,141 тонн в
Основной результат:
Повышение выработки площадки по переработке металлолома с 2801,141 тонн в

Проблема
Длительные трамбовки подвалок ДСП-50 из-за негабаритного лома.
Удалённость пресс-ножниц COPEX от скрапного
Проблема
Длительные трамбовки подвалок ДСП-50 из-за негабаритного лома.
Удалённость пресс-ножниц COPEX от скрапного

Эффект
Стоимость решения:
Решение реализовано собственными силами и с привлечением подрядной организации.
Экономический эффект:
Эффект
Стоимость решения:
Решение реализовано собственными силами и с привлечением подрядной организации.
Экономический эффект:
Инструктор по бережливому производству Гретченко Владислав Валерьевич
1. Основы бережливого
производства
6. 7
Инструктор по бережливому производству Гретченко Владислав Валерьевич
1. Основы бережливого
производства
6. 7
Инструктор по бережливому производству Куликов Иван Михайлович
1. Основы бережливого
производства
2. Виды
Инструктор по бережливому производству Куликов Иван Михайлович
1. Основы бережливого
производства
2. Виды
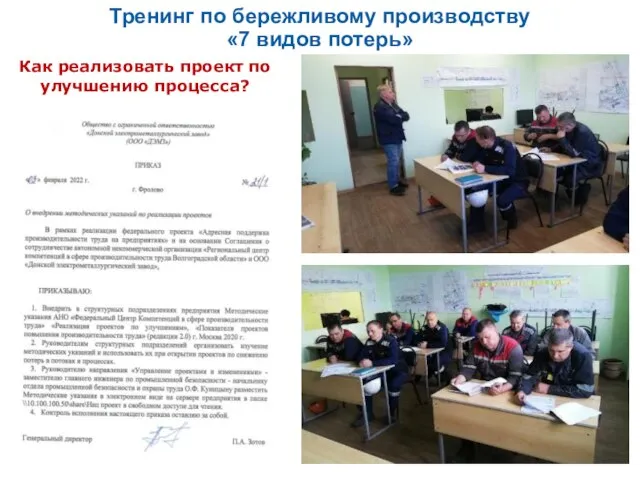
Тренинг по бережливому производству
«7 видов потерь»
Как реализовать проект по улучшению
Тренинг по бережливому производству
«7 видов потерь»
Как реализовать проект по улучшению
Тренинг по бережливому производству
«5С на производстве»
1. Основы бережливого
производства
2. Виды
Тренинг по бережливому производству
«5С на производстве»
1. Основы бережливого
производства
2. Виды

Спланировано дальнейшее обучение по бережливому производству
Спланировано дальнейшее обучение по бережливому производству
Сформирован проектный офис предприятия
Куликов Иван Михайлович
Сформирован проектный офис предприятия
Куликов Иван Михайлович
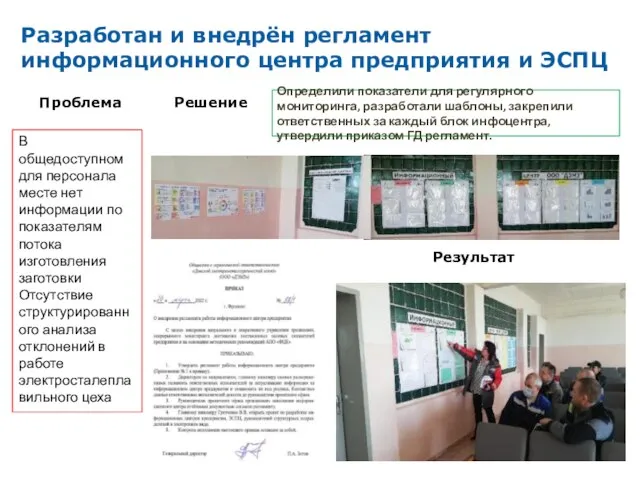
Определили показатели для регулярного мониторинга, разработали шаблоны, закрепили ответственных за каждый
Определили показатели для регулярного мониторинга, разработали шаблоны, закрепили ответственных за каждый
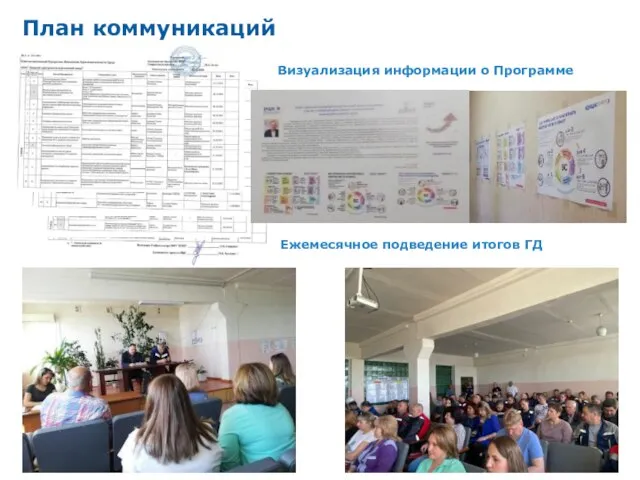
План коммуникаций
Визуализация информации о Программе
Ежемесячное подведение итогов ГД
План коммуникаций
Визуализация информации о Программе
Ежемесячное подведение итогов ГД
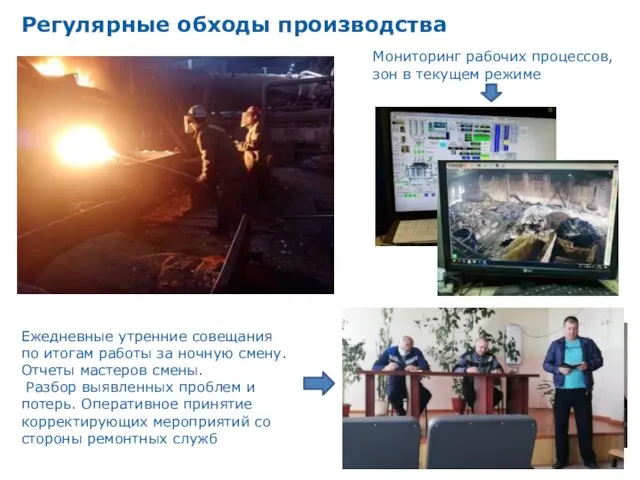
Регулярные обходы производства
Ежедневные утренние совещания по итогам работы за ночную смену.
Отчеты
Регулярные обходы производства
Ежедневные утренние совещания по итогам работы за ночную смену.
Отчеты
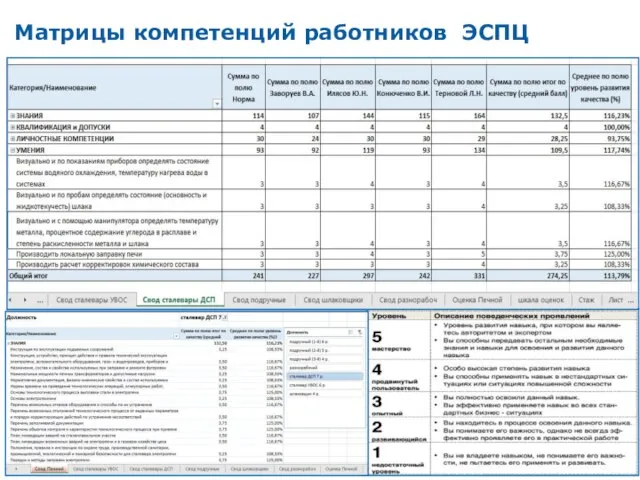
Матрицы компетенций работников ЭСПЦ
Матрицы компетенций работников ЭСПЦ
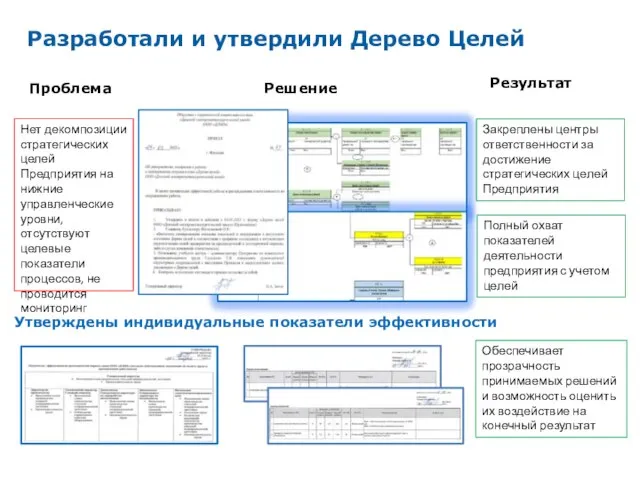
Разработали и утвердили Дерево Целей
Проблема
Нет декомпозиции стратегических целей Предприятия на нижние
Разработали и утвердили Дерево Целей
Проблема
Нет декомпозиции стратегических целей Предприятия на нижние
Разработали и утвердили Положение об управлении улучшениями
Внедряется система профессиональных конкурсов «Фабрика
Разработали и утвердили Положение об управлении улучшениями
Внедряется система профессиональных конкурсов «Фабрика

Разработан план организации
рабочих мест по системе 5С
Разработан план организации
рабочих мест по системе 5С
Разработан план организации
рабочих мест по системе 5С
Разработан план организации
рабочих мест по системе 5С

Разработан план дальнейшей
стандартизации рабочих мест
Разработан план дальнейшей
стандартизации рабочих мест

Разработан план дальнейшей
стандартизации рабочих мест
Разработан план дальнейшей
стандартизации рабочих мест

План по охвату потоков предприятия
План по охвату потоков предприятия

План по охвату потоков предприятия
План по охвату потоков предприятия
План по охвату потоков предприятия
План по охвату потоков предприятия
Приказы на открытие проектов улучшений
Куратор проекта
И.М. Гырля
Руководитель проекта
М.Н. Берников
Приказы на открытие проектов улучшений
Куратор проекта
И.М. Гырля
Руководитель проекта
М.Н. Берников
Приказы на открытие проектов улучшений
Руководитель проекта
О.А. Белоножкина
Руководитель проекта
М.Н. Берников
Приказы на открытие проектов улучшений
Руководитель проекта
О.А. Белоножкина
Руководитель проекта
М.Н. Берников
Приказы на открытие проектов улучшений
Руководитель проекта
Д.Г. Юрин
Руководитель проекта
Д.Г. Юрин
Приказы на открытие проектов улучшений
Руководитель проекта
Д.Г. Юрин
Руководитель проекта
Д.Г. Юрин
Приказы на открытие проектов улучшений
Руководитель проекта
В.В. Гретченко
Руководитель проекта
Ю.Н. Сайкин
Приказы на открытие проектов улучшений
Руководитель проекта
В.В. Гретченко
Руководитель проекта
Ю.Н. Сайкин

Что дальше?
Культура непрерывных улучшений!!!
Рост +10% +15% +30%
Производительности
По отношению к базовому
Что дальше?
Культура непрерывных улучшений!!!
Рост +10% +15% +30%
Производительности
По отношению к базовому

 Характеристика коров белорусской черно-пестрой породы по молочной продуктивности
Характеристика коров белорусской черно-пестрой породы по молочной продуктивности Современное состояние и перспективы заготовки и хранения кормов
Современное состояние и перспективы заготовки и хранения кормов Инструменты и приспособления для выполнения ручных работ
Инструменты и приспособления для выполнения ручных работ Лекция № 6. Электрооборудование строительных площадок
Лекция № 6. Электрооборудование строительных площадок Scanner and printer
Scanner and printer Влияние лекарственных препаратов на плод человека
Влияние лекарственных препаратов на плод человека 20140513_urok_matematiki_po_teme_tablichnoe_umnozhenie_i_delenie_na_8
20140513_urok_matematiki_po_teme_tablichnoe_umnozhenie_i_delenie_na_8 20130809_veselye_notki
20130809_veselye_notki Благоверный князь Глеб Белозерский
Благоверный князь Глеб Белозерский 20141115_prezentatsiya_zhivoe_zerkalo
20141115_prezentatsiya_zhivoe_zerkalo 2 титульный лист разделов
2 титульный лист разделов Reborn building обращение – сотрудничества
Reborn building обращение – сотрудничества Здоровый образ жизни
Здоровый образ жизни Применение нестационарного заводнения с изменением направления фильтрационных поток жидкости в пластах
Применение нестационарного заводнения с изменением направления фильтрационных поток жидкости в пластах Аппликация из сухих листьев
Аппликация из сухих листьев 20130401_itogovaya_igra_po_istorii_srednevekovya
20130401_itogovaya_igra_po_istorii_srednevekovya Развитие рыбохозяйственного комплекса
Развитие рыбохозяйственного комплекса Совершенствование планирования и прогнозирования потребности в персонале организации (на примере ООО Вито)
Совершенствование планирования и прогнозирования потребности в персонале организации (на примере ООО Вито) Дорогому учителю
Дорогому учителю О развитии инфраструктуры на 2021-2022 годы
О развитии инфраструктуры на 2021-2022 годы Устройство статора бесколлекторной машины
Устройство статора бесколлекторной машины Иконы Богородицы
Иконы Богородицы 20131025_prilozhenie_4_opera
20131025_prilozhenie_4_opera The machine of LED
The machine of LED Самые нелепые медиа тексты
Самые нелепые медиа тексты Корисні речі
Корисні речі Выразительные средства графики
Выразительные средства графики Городской конкурсе экологических презентаций Мой дом-планета Земля номинация Мой эксперимент
Городской конкурсе экологических презентаций Мой дом-планета Земля номинация Мой эксперимент