- Основы кинематики станков

Содержание
- 2. Исполнительные движения Движение формообразования (Ф) участвует в формировании конкретной поверхности. Реализуется в виде главного движения и
- 3. Движение формообразования Главное движение реализуется в виде скорости резания: при обработке лезвийным инструментом в м/мин; При
- 4. Движение формообразования Главное движение реализуется в виде скорости резания: при обработке лезвийным инструментом в м/мин; При
- 5. Движение формообразования Главное движение реализуется в виде скорости резания: при шлифовании в м/с: где d −
- 6. Движение формообразования Движение подачи − позволяет распространить процесс резания на всю обрабатываемую поверхность. Сообщается: инструменту (в
- 7. Классификация движений в станках Исполнительные движения Установочные (Уст.) − движения заготовки и инструмента для перемещения их
- 8. Классификация движений в станках Установочные движения Движение врезания (Вр) − установочное движение при котором происходит резание
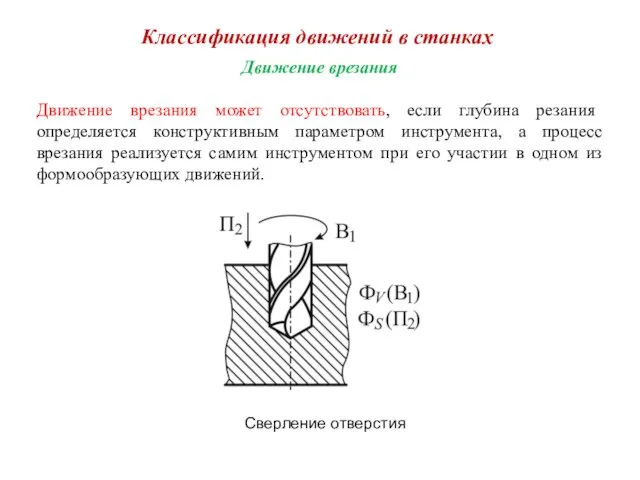
- 9. Классификация движений в станках Движение врезания Движение врезания может отсутствовать, если глубина резания определяется конструктивным параметром
- 10. Классификация движений в станках Движение врезания Движение врезания может отсутствовать, если глубина резания определяется конструктивным параметром
- 11. Классификация движений в станках Исполнительные движения Движения деления (Д) (периодические или непрерывные) необходимы для переноса формообразования
- 12. Классификация движений в станках Движение деления при затыловании зубьев дисковой фрезы Исполнительные движения Движения деления (Д)
- 13. Классификация движений в станках Исполнительные движения Движения управления (Упр.) совершают органы управления, регулирования и координирования всех
- 14. Классификация движений в станках Исполнительные движения Параметры исполнительных движений: траектория; скорость; направление; путь; исходная точка.
- 15. Кинематические группы Кинематическая группа − совокупность источника движения, исполнительного органа, кинематических связей и органов настроек. Для
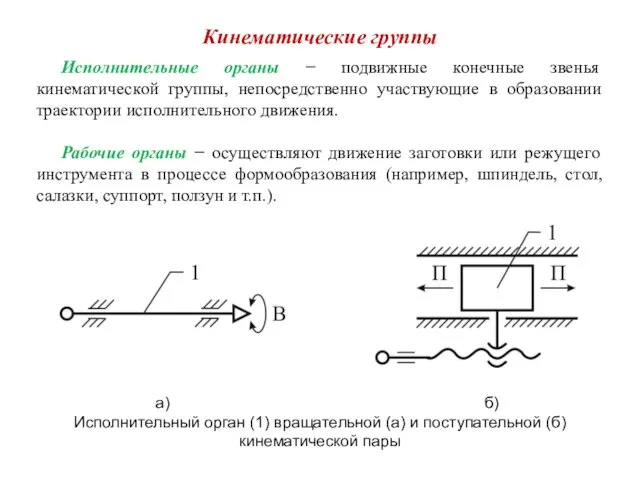
- 16. Исполнительные органы − подвижные конечные звенья кинематической группы, непосредственно участвующие в образовании траектории исполнительного движения. Рабочие
- 17. Кинематические группы: простые – один исполнительный орган; сложные – два и более исполнительных органов. Кинематические связи
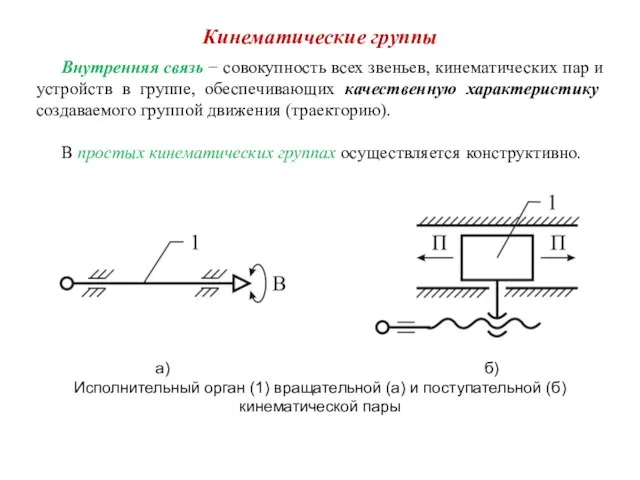
- 18. а) б) Исполнительный орган (1) вращательной (а) и поступательной (б) кинематической пары Внутренняя связь − совокупность
- 19. Органы настройки − устройства, используемые для изменения и регулирования параметров движения. Обозначения органов настройки на структурных
- 20. В сложных кинематических группах внутренняя связь реализуется в виде кинематической цепи связывающей подвижные исполнительные органы группы.
- 21. Внешняя связь − совокупность всех звеньев, кинематических пар, устройств и источников движения в группе, обеспечивающих количественные
- 22. Внешняя связь − совокупность всех звеньев, кинематических пар, устройств и источников движения в группе, обеспечивающих количественные
- 23. Внешняя кинематическая связь сложной группы реализуется в виде кинематической цепи между источником движения М и одним
- 24. Органы настройки, регулирующие количественные характеристики движения (скорость, направление, путь и исходную точку), всегда располагают во внешней
- 25. Кинематические структуры станков Кинематическая структура − совокупность кинематических групп и их соединений.
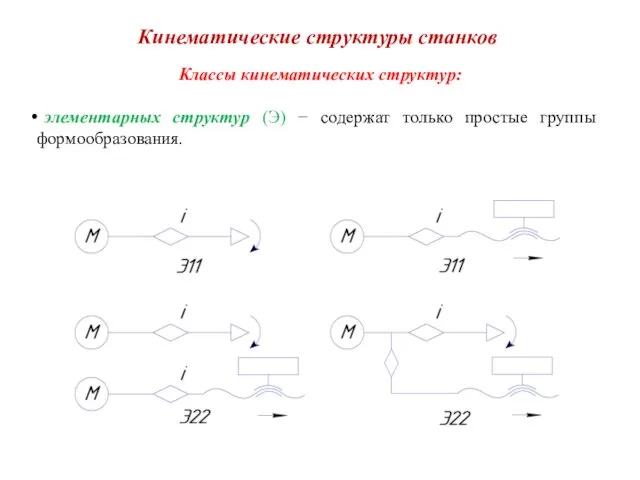
- 26. Кинематические структуры станков Классы кинематических структур: элементарных структур (Э) − содержат только простые группы формообразования.
- 27. Обозначение кинематических структур: Буква − класс (Э, С, К); первая цифра – число формообразующих групп (1...3);
- 28. Классы кинематических структур: сложных структур (С) − содержат только сложные группы формообразования. Кинематические структуры станков
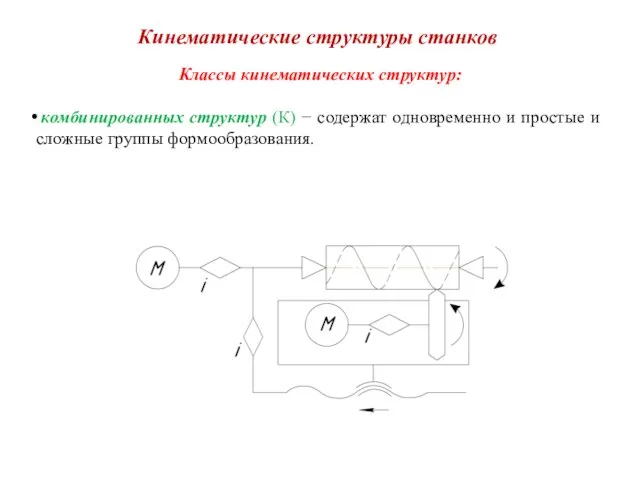
- 29. Классы кинематических структур: комбинированных структур (К) − содержат одновременно и простые и сложные группы формообразования. Кинематические
- 30. Обозначение кинематических структур: Буква − класс (Э, С, К); первая цифра – число формообразующих групп (1...3);
- 31. Методика структурного анализа (синтеза) станков Исходные данные − форма образуемой поверхности и форма режущей кромки инструмента.
- 32. Методика структурного анализа станков Порядок составления и анализа структур кинематических групп: 1) Устанавливают число исполнительных органов.
- 34. Кинематическая схема токарного станка с ЧПУ Винтовая передача качения
- 35. Кинематическая настройка станков Кинематическая настройка − настройка цепей станка, обеспечивающая требуемые скорости движений исполнительных органов, а
- 36. Характеристикой органов кинематической настройки является общее передаточное отношение i. В станках принято считать, что передаточное отношение
- 37. Последовательность составления формулы настройки: В зависимости от назначения органа настройки намечается проходящая через него цепь согласования.
- 39. Скачать презентацию

Исполнительные движения
Движение формообразования (Ф) участвует в формировании конкретной поверхности.
Реализуется в виде
Исполнительные движения
Движение формообразования (Ф) участвует в формировании конкретной поверхности.
Реализуется в виде

Движение формообразования
Главное движение реализуется в виде скорости резания:
при обработке лезвийным инструментом
Движение формообразования
Главное движение реализуется в виде скорости резания:
при обработке лезвийным инструментом

Движение формообразования
Главное движение реализуется в виде скорости резания:
при обработке лезвийным инструментом
Движение формообразования
Главное движение реализуется в виде скорости резания:
при обработке лезвийным инструментом

Движение формообразования
Главное движение реализуется в виде скорости резания:
при шлифовании в м/с:
где
Движение формообразования
Главное движение реализуется в виде скорости резания:
при шлифовании в м/с:
где

Движение формообразования
Движение подачи − позволяет распространить процесс резания на всю обрабатываемую
Движение формообразования
Движение подачи − позволяет распространить процесс резания на всю обрабатываемую

Классификация движений в станках
Исполнительные движения
Установочные (Уст.) − движения заготовки и инструмента
Классификация движений в станках
Исполнительные движения
Установочные (Уст.) − движения заготовки и инструмента

Классификация движений в станках
Установочные движения
Движение врезания (Вр) − установочное движение при
Классификация движений в станках
Установочные движения
Движение врезания (Вр) − установочное движение при

Классификация движений в станках
Движение врезания
Движение врезания может отсутствовать, если глубина резания
Классификация движений в станках
Движение врезания
Движение врезания может отсутствовать, если глубина резания
Классификация движений в станках
Движение врезания
Движение врезания может отсутствовать, если глубина резания
Классификация движений в станках
Движение врезания
Движение врезания может отсутствовать, если глубина резания

Классификация движений в станках
Исполнительные движения
Движения деления (Д) (периодические или непрерывные) необходимы
Классификация движений в станках
Исполнительные движения
Движения деления (Д) (периодические или непрерывные) необходимы

Классификация движений в станках
Движение деления при затыловании зубьев дисковой фрезы
Исполнительные движения
Движения
Классификация движений в станках
Движение деления при затыловании зубьев дисковой фрезы
Исполнительные движения
Движения

Классификация движений в станках
Исполнительные движения
Движения управления (Упр.) совершают органы управления, регулирования
Классификация движений в станках
Исполнительные движения
Движения управления (Упр.) совершают органы управления, регулирования

Классификация движений в станках
Исполнительные движения
Параметры исполнительных движений:
траектория;
скорость;
направление;
путь;
Классификация движений в станках
Исполнительные движения
Параметры исполнительных движений:
траектория;
скорость;
направление;
путь;

Кинематические группы
Кинематическая группа − совокупность источника движения, исполнительного органа, кинематических связей
Кинематические группы
Кинематическая группа − совокупность источника движения, исполнительного органа, кинематических связей
Исполнительные органы − подвижные конечные звенья кинематической группы, непосредственно участвующие в
Исполнительные органы − подвижные конечные звенья кинематической группы, непосредственно участвующие в

Кинематические группы:
простые – один исполнительный орган;
сложные – два и
Кинематические группы:
простые – один исполнительный орган;
сложные – два и
а) б)
Исполнительный орган (1) вращательной (а) и поступательной (б) кинематической
а) б)
Исполнительный орган (1) вращательной (а) и поступательной (б) кинематической

Органы настройки − устройства, используемые для изменения и регулирования параметров движения.
Обозначения
Органы настройки − устройства, используемые для изменения и регулирования параметров движения.
Обозначения

В сложных кинематических группах внутренняя связь реализуется в виде кинематической цепи
В сложных кинематических группах внутренняя связь реализуется в виде кинематической цепи

Внешняя связь − совокупность всех звеньев, кинематических пар, устройств и источников
Внешняя связь − совокупность всех звеньев, кинематических пар, устройств и источников

Внешняя связь − совокупность всех звеньев, кинематических пар, устройств и источников
Внешняя связь − совокупность всех звеньев, кинематических пар, устройств и источников

Внешняя кинематическая связь сложной группы реализуется в виде кинематической цепи между
Внешняя кинематическая связь сложной группы реализуется в виде кинематической цепи между

Органы настройки, регулирующие количественные характеристики движения (скорость, направление, путь и исходную
Органы настройки, регулирующие количественные характеристики движения (скорость, направление, путь и исходную

Кинематические структуры станков
Кинематическая структура − совокупность кинематических групп и их соединений.
Кинематические структуры станков
Кинематическая структура − совокупность кинематических групп и их соединений.
Кинематические структуры станков
Классы кинематических структур:
элементарных структур (Э) − содержат только
Кинематические структуры станков
Классы кинематических структур:
элементарных структур (Э) − содержат только
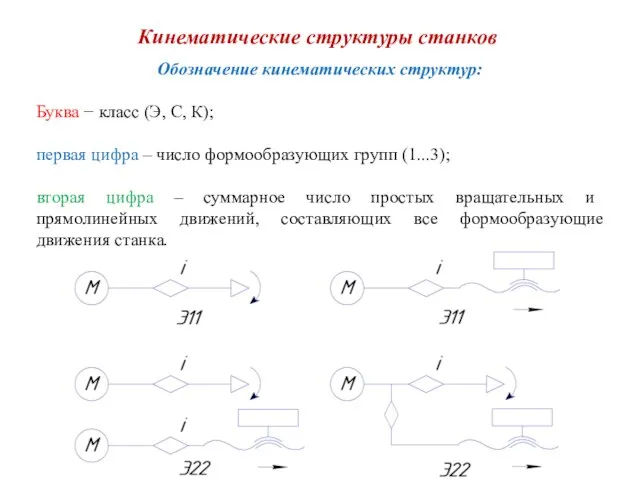
Обозначение кинематических структур:
Буква − класс (Э, С, К);
первая цифра – число
Обозначение кинематических структур:
Буква − класс (Э, С, К);
первая цифра – число

Классы кинематических структур:
сложных структур (С) − содержат только сложные группы
Классы кинематических структур:
сложных структур (С) − содержат только сложные группы
Классы кинематических структур:
комбинированных структур (К) − содержат одновременно и простые
Классы кинематических структур:
комбинированных структур (К) − содержат одновременно и простые
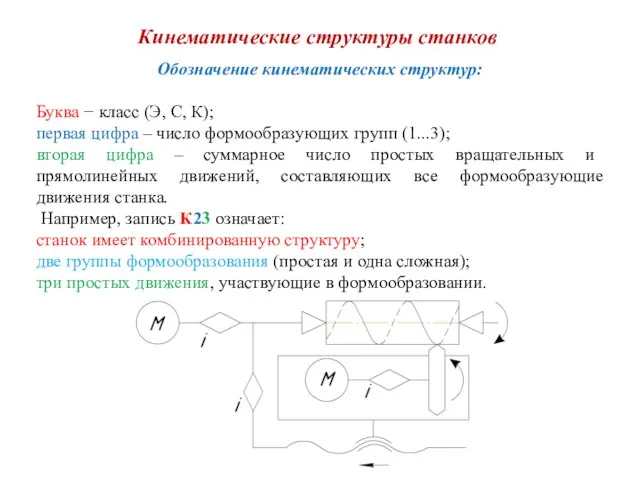
Обозначение кинематических структур:
Буква − класс (Э, С, К);
первая цифра – число
Обозначение кинематических структур:
Буква − класс (Э, С, К);
первая цифра – число

Методика структурного анализа (синтеза) станков
Исходные данные − форма образуемой поверхности и
Методика структурного анализа (синтеза) станков
Исходные данные − форма образуемой поверхности и
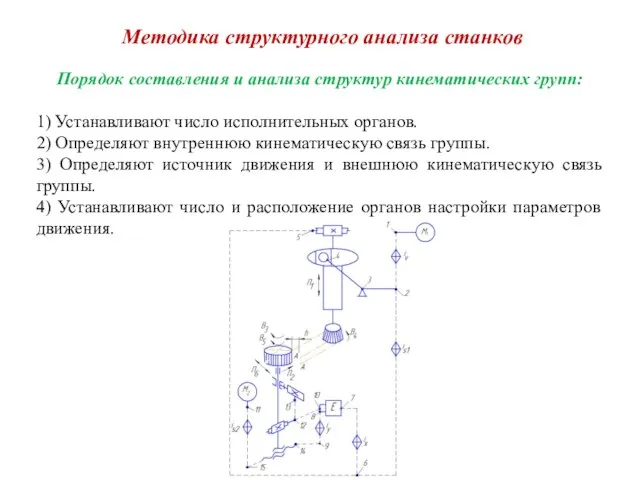
Методика структурного анализа станков
Порядок составления и анализа структур кинематических групп:
1) Устанавливают
Методика структурного анализа станков
Порядок составления и анализа структур кинематических групп:
1) Устанавливают


Кинематическая схема токарного станка с ЧПУ
Винтовая передача качения
Кинематическая схема токарного станка с ЧПУ
Винтовая передача качения
Кинематическая настройка станков
Кинематическая настройка − настройка цепей станка, обеспечивающая требуемые скорости
Кинематическая настройка станков
Кинематическая настройка − настройка цепей станка, обеспечивающая требуемые скорости
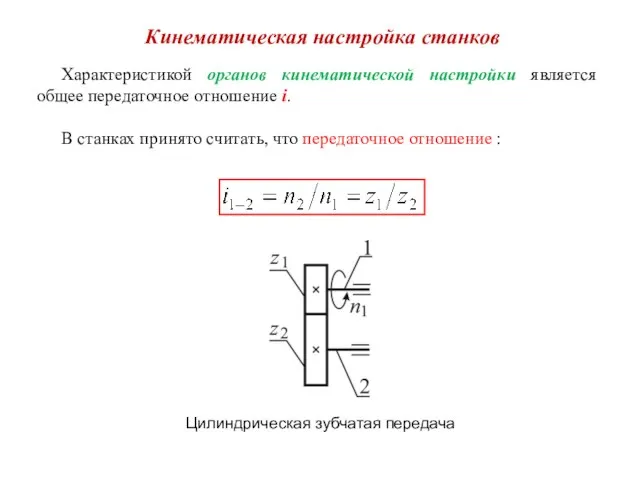
Характеристикой органов кинематической настройки является общее передаточное отношение i.
В станках принято
Характеристикой органов кинематической настройки является общее передаточное отношение i.
В станках принято
Последовательность составления формулы настройки:
В зависимости от назначения органа настройки намечается проходящая
Последовательность составления формулы настройки:
В зависимости от назначения органа настройки намечается проходящая
 Аттестационная работа Милюсин В С
Аттестационная работа Милюсин В С Опыт эксплуатации ТВСА на ЮУАЭС
Опыт эксплуатации ТВСА на ЮУАЭС Своя игра
Своя игра Производственная логистика
Производственная логистика Молодежное служение и как его организовать
Молодежное служение и как его организовать 20120329_prezentaciya_k_uroku_po_rsv_i_fp__1_chast
20120329_prezentaciya_k_uroku_po_rsv_i_fp__1_chast Ерёмин Сальвадор
Ерёмин Сальвадор История Свит-дизайна
История Свит-дизайна Подготовка к промежуточной аттестации
Подготовка к промежуточной аттестации 4-ый лишний
4-ый лишний Молоко и молочные продукты. Молоко сгущенное и сухое. Продукты из молочной сыворотки
Молоко и молочные продукты. Молоко сгущенное и сухое. Продукты из молочной сыворотки Месяца и времена года
Месяца и времена года Новое поколение выбирает…
Новое поколение выбирает… Обработка нагрудника
Обработка нагрудника 09 - детям
09 - детям Неисправности, причины их возникновения, методы обнаружения и устранения систем вентиляции
Неисправности, причины их возникновения, методы обнаружения и устранения систем вентиляции Порівняння закладів
Порівняння закладів Особенности разработки конструкций трикотажных изделий
Особенности разработки конструкций трикотажных изделий Стройдеталь. Деревообрабатывающие и мебельное предприятие
Стройдеталь. Деревообрабатывающие и мебельное предприятие 20141208_prezentatsiya_k_uroku_v_serdevekovom_zamke_v_6_klasse
20141208_prezentatsiya_k_uroku_v_serdevekovom_zamke_v_6_klasse Экономические основы производства. Основной капитал и основные фонды
Экономические основы производства. Основной капитал и основные фонды Презентация Microsoft PowerPoint
Презентация Microsoft PowerPoint Иллюзии зрительного восприятия. Конструирование юбок. Технология 8 класс
Иллюзии зрительного восприятия. Конструирование юбок. Технология 8 класс Устройство смартфона на примере LG G3
Устройство смартфона на примере LG G3 Инструкция по загрузке баз https://smartdata.gfk.ru/
Инструкция по загрузке баз https://smartdata.gfk.ru/ 20150223_prezentatsiya_pomnim._gordimsya
20150223_prezentatsiya_pomnim._gordimsya Суперкомпьютеры и их применение
Суперкомпьютеры и их применение Индивидуальный жилой дом
Индивидуальный жилой дом