- Особенности печати пластиком ABS

Содержание
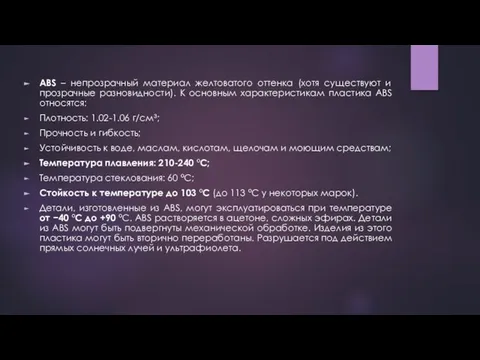
- 3. ABS – непрозрачный материал желтоватого оттенка (хотя существуют и прозрачные разновидности). К основным характеристикам пластика ABS
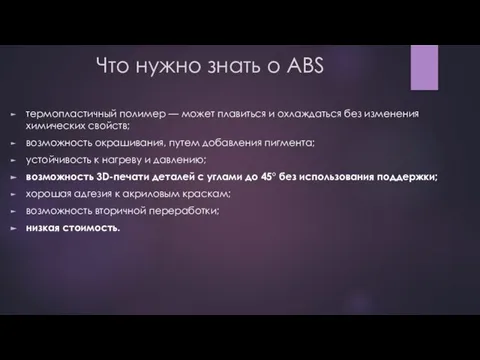
- 4. Что нужно знать о ABS термопластичный полимер — может плавиться и охлаждаться без изменения химических свойств;
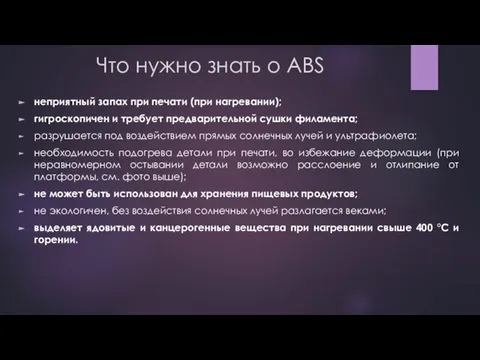
- 5. Что нужно знать о ABS неприятный запах при печати (при нагревании); гигроскопичен и требует предварительной сушки
- 6. Хотя количество паров пластика ABS при 3D-печати незначительно, эксплуатацию принтера, использующего этот пластик, рекомендуется производить в
- 7. Филаменты на базе пластика ABS гигроскопичны, поэтому их необходимо хранить в герметично закрытой упаковке, а перед
- 9. Настройки 3D принтера Экструдер ABS плавится в диапазоне от 210 до 250 ° C. Значение в
- 10. Если прогрев будет недостаточен, нить будет недостаточно выдавливается, что приведет к пропускам при нанесении слоев модели.
- 11. Острые углы в конструкции могут привести к дефектами, поскольку напряжение от деформации концентрируется в одной точке.
- 12. Признаки влажности филамента характерный треск и посторонние звуки при экструдировании; низкая прочность готовых моделей; слабое сцепление
- 13. При работе с ABS-пластиком рекомендуется пользоваться правилом чем выше температура платформа, тем лучше. Но если первый
- 14. Рекомендуемые настройки для 3D-печати материалом REC PVA: Температура сопла: 190-240°C Температура стола: 50°C Обдув: желателен Рекомендуемые
- 15. Хранение PVA В силу водорастворимости PVA чрезвычайно гигроскопичен, то есть с легкостью впитывает влагу. Чтобы этого
- 17. Скачать презентацию
ABS – непрозрачный материал желтоватого оттенка (хотя существуют и прозрачные разновидности).
ABS – непрозрачный материал желтоватого оттенка (хотя существуют и прозрачные разновидности).
Что нужно знать о ABS
термопластичный полимер — может плавиться и охлаждаться
Что нужно знать о ABS
термопластичный полимер — может плавиться и охлаждаться
Что нужно знать о ABS
неприятный запах при печати (при нагревании);
гигроскопичен и
Что нужно знать о ABS
неприятный запах при печати (при нагревании);
гигроскопичен и
Хотя количество паров пластика ABS при 3D-печати незначительно, эксплуатацию принтера, использующего
Хотя количество паров пластика ABS при 3D-печати незначительно, эксплуатацию принтера, использующего
Филаменты на базе пластика ABS гигроскопичны, поэтому их необходимо хранить в
Филаменты на базе пластика ABS гигроскопичны, поэтому их необходимо хранить в
Настройки 3D принтера
Экструдер
ABS плавится в диапазоне от 210 до 250 ° C. Значение в 235
Настройки 3D принтера
Экструдер
ABS плавится в диапазоне от 210 до 250 ° C. Значение в 235
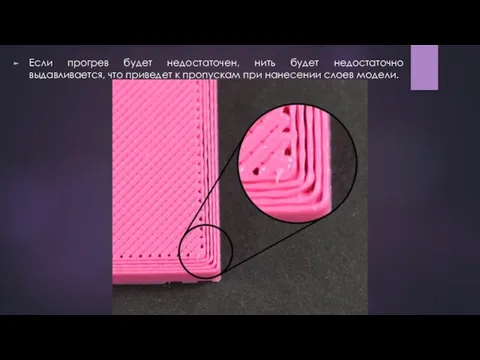
Если прогрев будет недостаточен, нить будет недостаточно выдавливается, что приведет к
Если прогрев будет недостаточен, нить будет недостаточно выдавливается, что приведет к
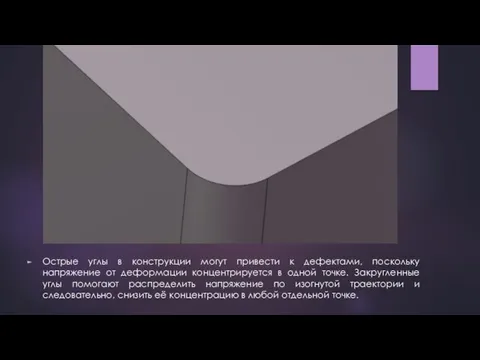
Острые углы в конструкции могут привести к дефектами, поскольку напряжение от
Острые углы в конструкции могут привести к дефектами, поскольку напряжение от
Признаки влажности филамента
характерный треск и посторонние звуки при экструдировании;
низкая прочность готовых
Признаки влажности филамента
характерный треск и посторонние звуки при экструдировании;
низкая прочность готовых
При работе с ABS-пластиком рекомендуется пользоваться правилом чем выше температура платформа,
При работе с ABS-пластиком рекомендуется пользоваться правилом чем выше температура платформа,
Рекомендуемые настройки для 3D-печати материалом REC PVA:
Температура сопла: 190-240°C
Температура стола: 50°C
Обдув:
Рекомендуемые настройки для 3D-печати материалом REC PVA:
Температура сопла: 190-240°C
Температура стола: 50°C
Обдув:
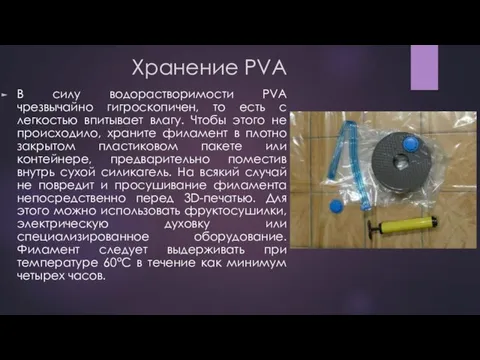
Хранение PVA
В силу водорастворимости PVA чрезвычайно гигроскопичен, то есть с легкостью
Хранение PVA
В силу водорастворимости PVA чрезвычайно гигроскопичен, то есть с легкостью
 Общая характеристика нефтебаз. Классификация нефтебаз и производственные операции, проводимые на них
Общая характеристика нефтебаз. Классификация нефтебаз и производственные операции, проводимые на них African Elephant
African Elephant Металлургический комплекс
Металлургический комплекс фотопрезентация
фотопрезентация Увлекательное путешествие
Увлекательное путешествие Строительный комплекс Донбасса
Строительный комплекс Донбасса Работа стержневых элементов под нагрузкой. Лекция 3
Работа стержневых элементов под нагрузкой. Лекция 3 Бінарні відношення. Основні поняття
Бінарні відношення. Основні поняття Техническое задание на оформление выставочного стенда от 3003
Техническое задание на оформление выставочного стенда от 3003 Организация туристического бивака
Организация туристического бивака Новогодняя телепрограмма
Новогодняя телепрограмма The Biology of Pruning
The Biology of Pruning Мотивация
Мотивация Школа учит нас Играть по правилам
Школа учит нас Играть по правилам The Future of Aviation
The Future of Aviation Ученик 11 класса СШ №41 г. Луганска Руденко Александр
Ученик 11 класса СШ №41 г. Луганска Руденко Александр Овощи и фрукты
Овощи и фрукты Определение пайка
Определение пайка поделка из макарон бусы
поделка из макарон бусы Customs broker
Customs broker 20170108_prezentatsiya_pro_imya
20170108_prezentatsiya_pro_imya Психолого-педагогическое сопровождение целеполагания, планирования, реализации и анализа деятельности детского объединения
Психолого-педагогическое сопровождение целеполагания, планирования, реализации и анализа деятельности детского объединения Современный урок иностранного языка
Современный урок иностранного языка k1617989059
k1617989059 Святое безмолвие Христа
Святое безмолвие Христа Prezentatsia_Microsoft_PowerPoint
Prezentatsia_Microsoft_PowerPoint Промышленный дизайн работа с 3d ручкой
Промышленный дизайн работа с 3d ручкой Творческое задание по сигаретам
Творческое задание по сигаретам