- Определение пайка

Содержание
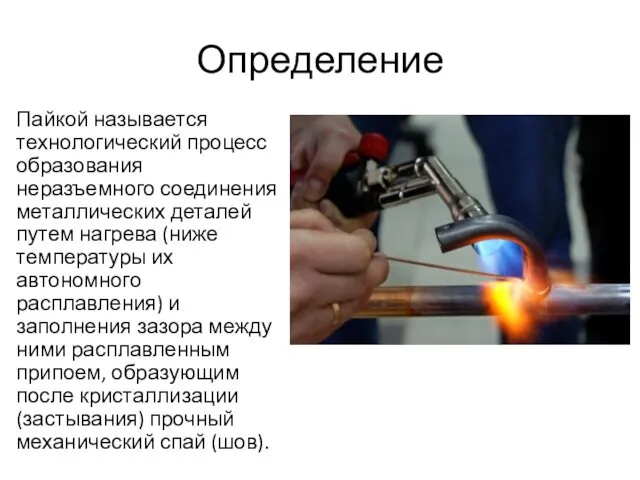
- 2. Определение Пайкой называется технологический процесс образования неразъемного соединения металлических деталей путем нагрева (ниже температуры их автономного
- 3. Классификация По способу нагрева соединяемых деталей и припоя В зависимости от характера окружающей среды По способу
- 4. В зависимости от характера окружающей среды Пайка: в вакууме нейтральных газах восстановительной среде
- 5. В зависимости от температуры в зоне соединяемых материалов Низкотемпературная пайка Высокотемпературная пайка Зазор между деталями устанавливают
- 6. По способу нагрева соединяемых деталей и припоя Различают пайку: паяльником, токами высокой частоты, в печах, горелкой,
- 7. По способу введения припоя Выделяют следующие виды пайки: заливкой, с предварительной укладкой припоя к месту соединения(шва);
- 8. Припой должен обладать следующими качествами: хорошо растворять основной металл, смачивать его, иметь хорошую жидко-текучесть и достаточную
- 9. При монтажной пайке применяют серебряные и оловянно-свинцовые припои. Температура плавления припоя должна быть ниже температуры плавления
- 10. Подготовка деталей При подготовке поверхностей деталей, подлежащих пайке, производится удаление механическим или химическим способом загрязнений, ржавчины,
- 11. Флюс Пайка может выполняться либо в защитной атмосфере, либо с использованием флюсов, предохраняющих поверхности соединяемых деталей
- 12. Флюс — вещества органического и неорганического происхождения, предназначенные для удаления окислов с поверхности под пайку, снижения
- 13. Перед пайкой подготовленные поверхности деталей покрывают флюсом, который выбирается в зависимости от применяемого припоя и соединяемых
- 14. Высокая механическая прочность паяного соединения может быть обеспечена только при тщательном соблюдении технологии пайки. Недостаточно тщательная
- 16. Скачать презентацию
Определение
Пайкой называется технологический процесс образования неразъемного соединения металлических деталей путем нагрева
Определение
Пайкой называется технологический процесс образования неразъемного соединения металлических деталей путем нагрева
Классификация
По способу нагрева соединяемых деталей и припоя
В зависимости от характера окружающей
Классификация
По способу нагрева соединяемых деталей и припоя
В зависимости от характера окружающей
В зависимости от характера окружающей среды
Пайка:
в вакууме
нейтральных газах
восстановительной среде
В зависимости от характера окружающей среды
Пайка:
в вакууме
нейтральных газах
восстановительной среде
В зависимости от температуры в зоне соединяемых материалов
Низкотемпературная пайка
Высокотемпературная пайка
Зазор между
В зависимости от температуры в зоне соединяемых материалов
Низкотемпературная пайка
Высокотемпературная пайка
Зазор между
По способу нагрева соединяемых деталей и припоя
Различают пайку:
паяльником,
токами высокой
По способу нагрева соединяемых деталей и припоя
Различают пайку:
паяльником,
токами высокой
По способу введения припоя
Выделяют следующие виды пайки:
заливкой, с предварительной укладкой припоя
По способу введения припоя
Выделяют следующие виды пайки:
заливкой, с предварительной укладкой припоя
Припой должен обладать следующими качествами: хорошо растворять основной металл, смачивать его,
Припой должен обладать следующими качествами: хорошо растворять основной металл, смачивать его,

При монтажной пайке применяют серебряные и оловянно-свинцовые припои. Температура плавления припоя
При монтажной пайке применяют серебряные и оловянно-свинцовые припои. Температура плавления припоя
Подготовка деталей
При подготовке поверхностей деталей, подлежащих пайке, производится удаление механическим или
Подготовка деталей
При подготовке поверхностей деталей, подлежащих пайке, производится удаление механическим или
Флюс
Пайка может выполняться либо в защитной атмосфере, либо с использованием флюсов,
Флюс
Пайка может выполняться либо в защитной атмосфере, либо с использованием флюсов,
Флюс — вещества органического и неорганического происхождения, предназначенные для удаления окислов
Флюс — вещества органического и неорганического происхождения, предназначенные для удаления окислов
Перед пайкой подготовленные поверхности деталей покрывают флюсом, который выбирается в зависимости
Перед пайкой подготовленные поверхности деталей покрывают флюсом, который выбирается в зависимости
Высокая механическая прочность паяного соединения может быть обеспечена только при тщательном
Высокая механическая прочность паяного соединения может быть обеспечена только при тщательном
 Автоматизированное рабочее место (АРМ)
Автоматизированное рабочее место (АРМ) День снятия Блокады
День снятия Блокады Мелодия – душа музыки
Мелодия – душа музыки Case Study Trimo
Case Study Trimo Разработка и проектирование упаковки для макаронных изделий (шаблон)
Разработка и проектирование упаковки для макаронных изделий (шаблон) Фотоальбом. Осень
Фотоальбом. Осень 3. Primitivnye_reflexy
3. Primitivnye_reflexy Маски разных времён и народов
Маски разных времён и народов Зоопарк
Зоопарк Конкурс Семейные реликвии в моей семье
Конкурс Семейные реликвии в моей семье 1&1 Versatel
1&1 Versatel Морской бой. Игра
Морской бой. Игра Дискретное представление информации
Дискретное представление информации Наука и образование
Наука и образование 11 грандиозных фактов о сельском хозяйстве Украины
11 грандиозных фактов о сельском хозяйстве Украины Моя любимая игрушка
Моя любимая игрушка 20140515_okh_uzh_eti_ekzameny2
20140515_okh_uzh_eti_ekzameny2 КАК СШИТЬ МАСКУ
КАК СШИТЬ МАСКУ 20160418_obrazy_pesen_zarubezhnyh_ispolniteley_6kl_-_kopiya
20160418_obrazy_pesen_zarubezhnyh_ispolniteley_6kl_-_kopiya Зимние забавы
Зимние забавы Транспорт в сельском хозяйстве: его назначение и виды транспортных средств
Транспорт в сельском хозяйстве: его назначение и виды транспортных средств Друзья природы
Друзья природы ООО Бентонит Хакасии. Добыча, переработка и реализация бентонита
ООО Бентонит Хакасии. Добыча, переработка и реализация бентонита Ветряная мельница. Сила ветра
Ветряная мельница. Сила ветра Вводный 9-11
Вводный 9-11 Презентация 1 Эмоции
Презентация 1 Эмоции Сантехника жилого помещения
Сантехника жилого помещения Путешествие в Ребусландию
Путешествие в Ребусландию