- Отжиг I и II рода

Содержание
- 2. Отжиг I рода частично или полностью устраняет отклонения от равновесного состояния, возникшие при предыдущей обработке, его
- 3. Особенности литого состояния В результате отклонения от равновесия в процессе кристаллизации литой сплав имеет следующие основные
- 4. Особенности литого состояния 4. Дендритная ликвация понижает температуру солидуса сплава, что, как правило, нежелательно. Например, при
- 5. Основные структурные изменения Микроструктура сплава Cu – 20 % Ni. ×100: а – после литья; б
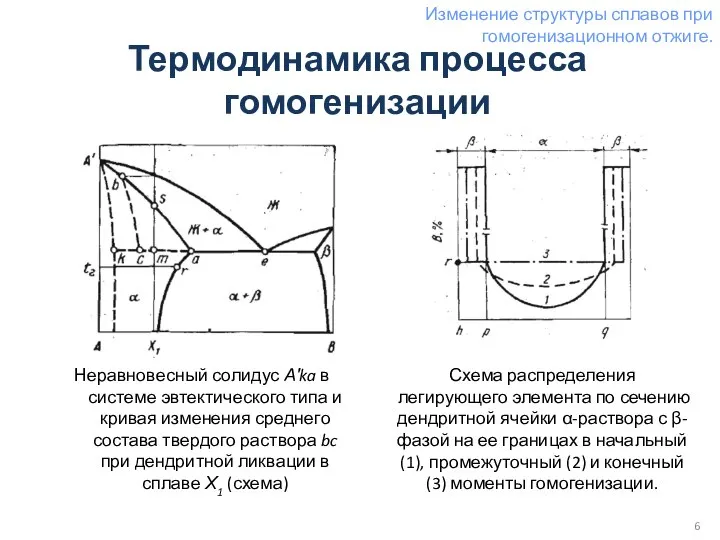
- 6. Термодинамика процесса гомогенизации Неравновесный солидус А′ka в системе эвтектического типа и кривая изменения среднего состава твердого
- 7. Термодинамика процесса гомогенизации Энергия активации диффузии Q обеспечивает переход атомов из одного положения в решетке в
- 8. Основные характеристики гомогенизационного отжига Время выдержки при гомогенизационном отжиге обычно колеблется в пределах от нескольких до
- 9. Побочные структурные изменения Одновременно с основными структурными изменениями, рассмотренными выше и составляющими сущность гомогенизации, могут протекать
- 10. Побочные структурные изменения 4. Закалка. При охлаждении слитков легированных сталей с температуры гомогенизационного отжига на воздухе
- 11. Причины возникновения пористости при гомогенизации Одна из причин вторичной пористости – выделение водорода из пересыщенного им
- 12. Нагрев для снятия остаточных напряжений Многие технологические воздействия на обрабатываемые детали сопровождаются возникновением в них остаточных
- 13. Рекристаллизационный отжиг Нагрев деформированных полуфабрикатов или деталей выше температуры рекристаллизации называют рекристаллизационным отжигом; в процессе выдержки
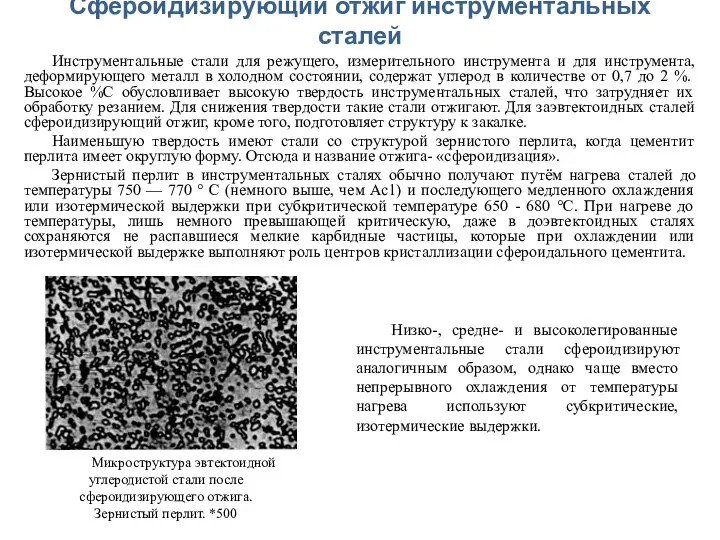
- 14. Сфероидизирующий отжиг инструментальных сталей Инструментальные стали для режущего, измерительного инструмента и для инструмента, деформирующего металл в
- 15. Превращения при нагреве 1. Нагрев ниже критических точек При нагреве углеродистых сталей с феррито – карбидной
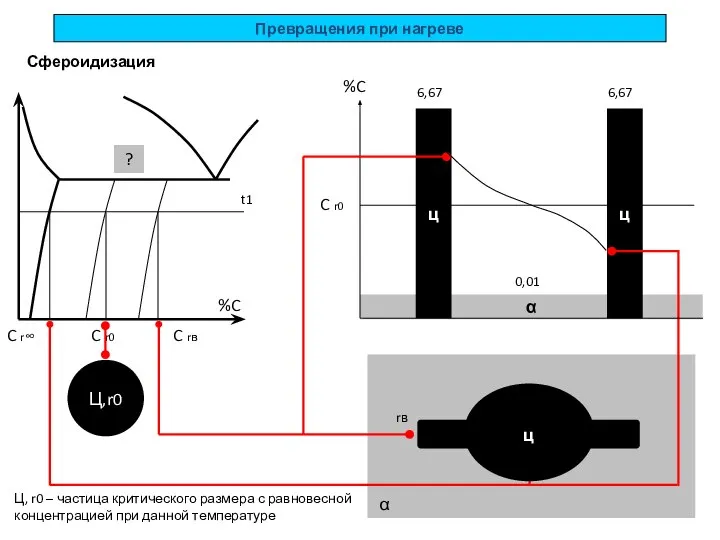
- 16. Превращения при нагреве Сфероидизация %C C rв C r∞ C r0 %C α ц ц Ц,r0
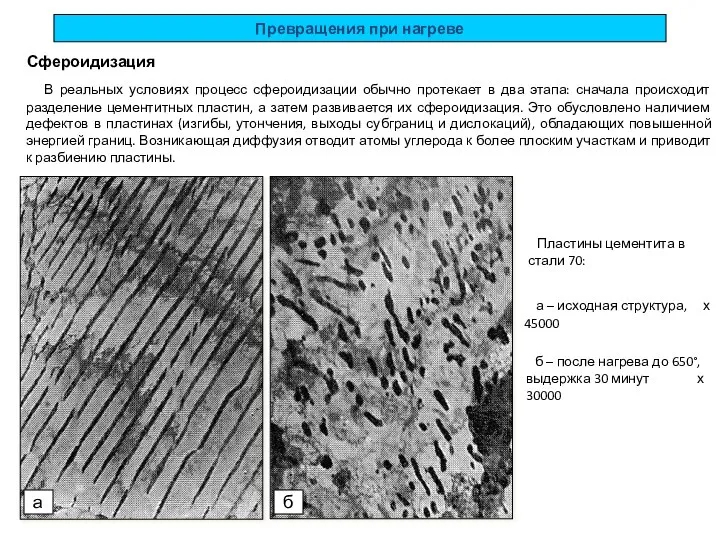
- 17. Превращения при нагреве Сфероидизация В реальных условиях процесс сфероидизации обычно протекает в два этапа: сначала происходит
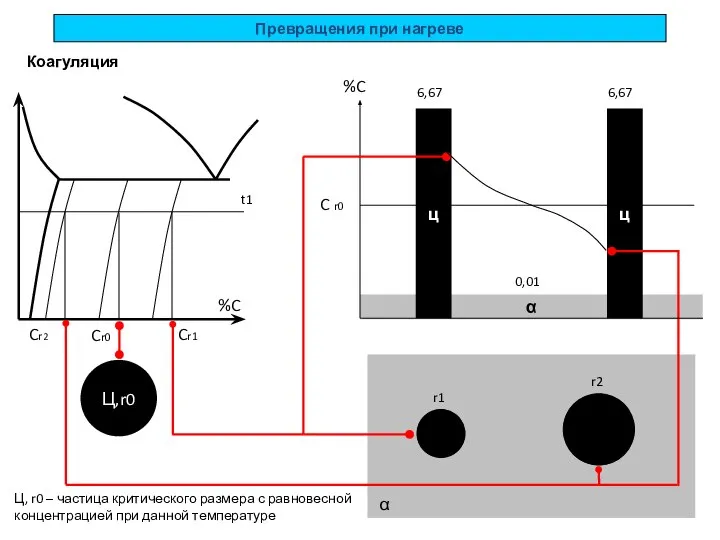
- 18. Превращения при нагреве Коагуляция %C Cr1 Cr2 Cr0 %C α ц ц Ц,r0 α r2 r1
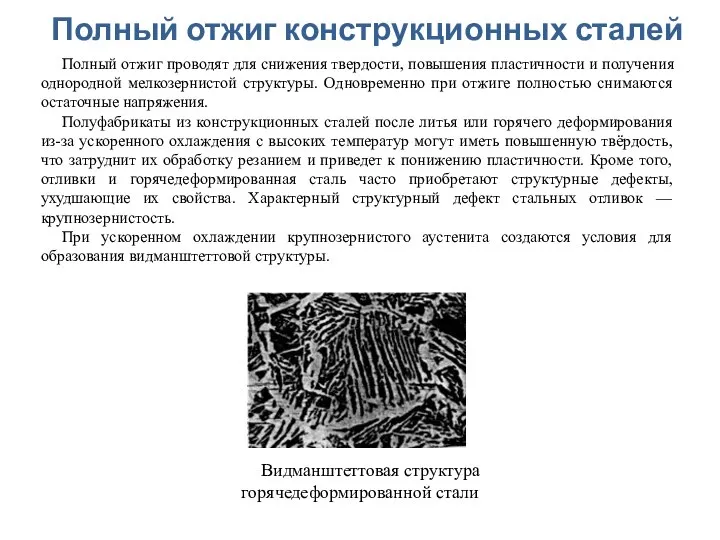
- 19. Полный отжиг конструкционных сталей Полный отжиг проводят для снижения твердости, повышения пластичности и получения однородной мелкозернистой
- 20. Полный отжиг конструкционных сталей Для полной перекристаллизации структуры конструкционные стали нагревают до температуры, превышающей температуру Ас3
- 21. Неполный отжиг конструкционных сталей Неполный отжиг доэвтектоидной стали проводят до температур выше АС1 , но ниже
- 23. Скачать презентацию
Отжиг I рода частично или полностью устраняет отклонения от равновесного состояния,
Отжиг I рода частично или полностью устраняет отклонения от равновесного состояния,
Особенности литого состояния
В результате отклонения от равновесия в процессе кристаллизации литой
Особенности литого состояния
В результате отклонения от равновесия в процессе кристаллизации литой
Особенности литого состояния
4. Дендритная ликвация понижает температуру солидуса сплава, что, как
Особенности литого состояния
4. Дендритная ликвация понижает температуру солидуса сплава, что, как

Основные структурные изменения
Микроструктура сплава Cu – 20 % Ni. ×100: а
Основные структурные изменения
Микроструктура сплава Cu – 20 % Ni. ×100: а
Термодинамика процесса гомогенизации
Неравновесный солидус А′ka в системе эвтектического типа и кривая
Термодинамика процесса гомогенизации
Неравновесный солидус А′ka в системе эвтектического типа и кривая
Термодинамика процесса гомогенизации
Энергия активации диффузии Q обеспечивает переход атомов из одного
Термодинамика процесса гомогенизации
Энергия активации диффузии Q обеспечивает переход атомов из одного
Основные характеристики гомогенизационного отжига
Время выдержки при гомогенизационном отжиге обычно колеблется в
Основные характеристики гомогенизационного отжига
Время выдержки при гомогенизационном отжиге обычно колеблется в
Побочные структурные изменения
Одновременно с основными структурными изменениями, рассмотренными выше и составляющими
Побочные структурные изменения
Одновременно с основными структурными изменениями, рассмотренными выше и составляющими
Побочные структурные изменения
4. Закалка. При охлаждении слитков легированных сталей с температуры
Побочные структурные изменения
4. Закалка. При охлаждении слитков легированных сталей с температуры
Причины возникновения пористости при гомогенизации
Одна из причин вторичной пористости – выделение
Причины возникновения пористости при гомогенизации
Одна из причин вторичной пористости – выделение
Нагрев для снятия остаточных напряжений
Многие технологические воздействия на обрабатываемые детали
Нагрев для снятия остаточных напряжений
Многие технологические воздействия на обрабатываемые детали
Рекристаллизационный отжиг
Нагрев деформированных полуфабрикатов или деталей выше температуры рекристаллизации называют
Рекристаллизационный отжиг
Нагрев деформированных полуфабрикатов или деталей выше температуры рекристаллизации называют
Сфероидизирующий отжиг инструментальных сталей
Инструментальные стали для режущего, измерительного инструмента и
Сфероидизирующий отжиг инструментальных сталей
Инструментальные стали для режущего, измерительного инструмента и
Превращения при нагреве
1. Нагрев ниже критических точек
При нагреве углеродистых сталей
Превращения при нагреве
1. Нагрев ниже критических точек
При нагреве углеродистых сталей
Превращения при нагреве
Сфероидизация
%C
C rв
C r∞
C r0
%C
α
ц
ц
Ц,r0
α
r∞
rв
6,67
6,67
0,01
C r0
t1
Ц, r0 – частица критического
Превращения при нагреве
Сфероидизация
%C
C rв
C r∞
C r0
%C
α
ц
ц
Ц,r0
α
r∞
rв
6,67
6,67
0,01
C r0
t1
Ц, r0 – частица критического
Превращения при нагреве
Сфероидизация
В реальных условиях процесс сфероидизации обычно протекает в
Превращения при нагреве
Сфероидизация
В реальных условиях процесс сфероидизации обычно протекает в
Превращения при нагреве
Коагуляция
%C
Cr1
Cr2
Cr0
%C
α
ц
ц
Ц,r0
α
r2
r1
6,67
6,67
0,01
C r0
t1
Ц, r0 – частица критического размера с равновесной
Превращения при нагреве
Коагуляция
%C
Cr1
Cr2
Cr0
%C
α
ц
ц
Ц,r0
α
r2
r1
6,67
6,67
0,01
C r0
t1
Ц, r0 – частица критического размера с равновесной
Полный отжиг конструкционных сталей
Полный отжиг проводят для снижения твердости, повышения пластичности
Полный отжиг конструкционных сталей
Полный отжиг проводят для снижения твердости, повышения пластичности
Полный отжиг конструкционных сталей
Для полной перекристаллизации структуры конструкционные стали нагревают до
Полный отжиг конструкционных сталей
Для полной перекристаллизации структуры конструкционные стали нагревают до
Неполный отжиг конструкционных сталей
Неполный отжиг доэвтектоидной стали проводят до температур выше
Неполный отжиг конструкционных сталей
Неполный отжиг доэвтектоидной стали проводят до температур выше
 Der Wissenschaftlich-technische Fortschritt
Der Wissenschaftlich-technische Fortschritt Будущее начинается сегодня
Будущее начинается сегодня Обязанности поездного диспетчера. РПД
Обязанности поездного диспетчера. РПД Экспериментальный машиностроительный завод им. В.М. Мясищева
Экспериментальный машиностроительный завод им. В.М. Мясищева Античное наследие в современной туриндустрии России
Античное наследие в современной туриндустрии России Лошади и инвалиды
Лошади и инвалиды день хороших настроений
день хороших настроений Duties of the OOW when Watchkeeping and
Duties of the OOW when Watchkeeping and Шаблон презентации. Кофе
Шаблон презентации. Кофе 2022_07_28_Case&chase_версия 2 (2)
2022_07_28_Case&chase_версия 2 (2) 20131203_skhemy
20131203_skhemy Отчет по Атырауской области
Отчет по Атырауской области РТЦиС2_ИсаковВН_ЛК08-презентация к лекции
РТЦиС2_ИсаковВН_ЛК08-презентация к лекции Школа Вселенной
Школа Вселенной Прошедшее время
Прошедшее время В этот день 8 марта
В этот день 8 марта Sun SPARC station (SunOS и Solaris)
Sun SPARC station (SunOS и Solaris) 20150130_vozdushnaya_obolochka_zemli
20150130_vozdushnaya_obolochka_zemli 20140114_friderik_shopen
20140114_friderik_shopen Улучшение геометрии рычагов задней подвески LB1A
Улучшение геометрии рычагов задней подвески LB1A Основы вибрационной диагностики
Основы вибрационной диагностики Регистрация сим-карты самостоятельно
Регистрация сим-карты самостоятельно Перевод сотрудников филиала в г. Омск в Обособленное подразделение
Перевод сотрудников филиала в г. Омск в Обособленное подразделение Сущность библиотечных коммуникаций. Библиотека как центр коммуникации
Сущность библиотечных коммуникаций. Библиотека как центр коммуникации Машины постоянного тока
Машины постоянного тока Klyatvu_vernosti_sderzhali
Klyatvu_vernosti_sderzhali Конкурс поделок Подарок для ёлочки
Конкурс поделок Подарок для ёлочки Торговый маркетинг растим продажи вместе 2022_4
Торговый маркетинг растим продажи вместе 2022_4