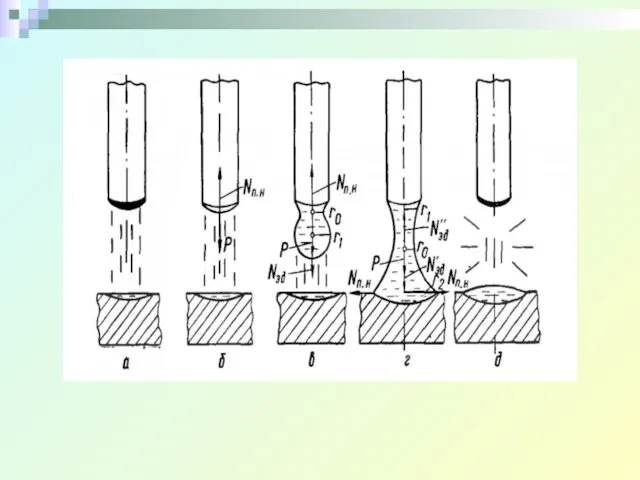
- Перенос электродного металла

Содержание
- 2. В процессе сварки одновременно образуются капли различных размеров, но в зависимости от условий преобладает тот или
- 3. В период формирования капли на нее действует несколько сил способствующих или препятствующих ее отрыву от торца
- 4. Сила тяжести Р способствует отрыву капель при сварки в нижнем положении и противодействует отрыву при потолочной
- 5. В условиях сварки толстопокрытыми электродами к главным силам, действующим на каплю, добавляется сила выделяющаяся из капли
- 8. Скачать презентацию
В процессе сварки одновременно образуются капли различных размеров, но в зависимости
В процессе сварки одновременно образуются капли различных размеров, но в зависимости
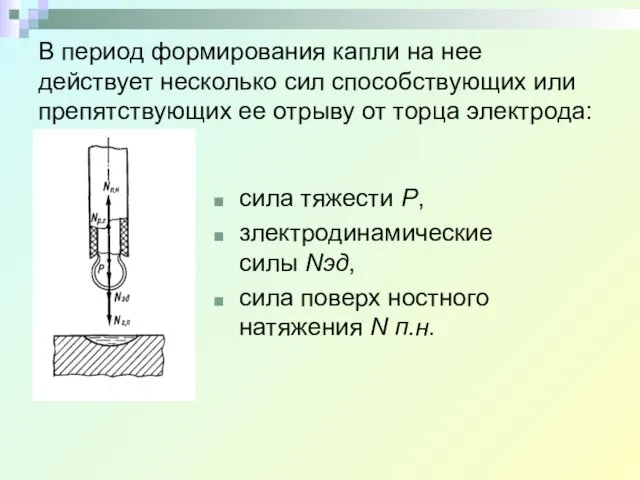
В период формирования капли на нее действует несколько сил способствующих или
В период формирования капли на нее действует несколько сил способствующих или
Сила тяжести Р способствует отрыву капель при сварки в нижнем положении и противодействует отрыву
Сила тяжести Р способствует отрыву капель при сварки в нижнем положении и противодействует отрыву
В условиях сварки толстопокрытыми электродами к главным силам, действующим на каплю,
В условиях сварки толстопокрытыми электродами к главным силам, действующим на каплю,
 Бекеттік автоматика және телемеханика жүйелері. Электрлік орталықтандыру жүйелерінің топтастырылуы. (Дәріс 1)
Бекеттік автоматика және телемеханика жүйелері. Электрлік орталықтандыру жүйелерінің топтастырылуы. (Дәріс 1) Зі святом, дорогі наші вчителі
Зі святом, дорогі наші вчителі Клиентский сервис (1) (4)
Клиентский сервис (1) (4) Пушно-меховые и овчинно-шубные товары
Пушно-меховые и овчинно-шубные товары Ryurhtrt
Ryurhtrt Пошаговый учебник создания презентации в open office impress
Пошаговый учебник создания презентации в open office impress Переправы через горные реки
Переправы через горные реки 20130424_ikt_v_rabote_muzykalnogo_rukovoditelya_yulya
20130424_ikt_v_rabote_muzykalnogo_rukovoditelya_yulya 20160828_izuchenie_novogo_temy_zadachi_so_spichkami.ppt_5_kl_nikolskiy
20160828_izuchenie_novogo_temy_zadachi_so_spichkami.ppt_5_kl_nikolskiy 20160210_mizur_-5
20160210_mizur_-5 Margaret
Margaret Направления музыки массовых жанров
Направления музыки массовых жанров Строение мира
Строение мира 2017.09.26_Shnol_S.E._Neunichtozhimyy_razbros_rezultatov_izmereniy_protsessov_lyuboy_prirody,_kak_kharakteristika_izmeneniy_metriki_prostranstva-vremeni
2017.09.26_Shnol_S.E._Neunichtozhimyy_razbros_rezultatov_izmereniy_protsessov_lyuboy_prirody,_kak_kharakteristika_izmeneniy_metriki_prostranstva-vremeni Движение газа по трубопроводу
Движение газа по трубопроводу Технология. Воздушный змей
Технология. Воздушный змей Физиология автономной нервной системы
Физиология автономной нервной системы Деталирование
Деталирование Фирменный пассажирский поезд Красная стрела
Фирменный пассажирский поезд Красная стрела Японский язык
Японский язык Холодильник Indesit
Холодильник Indesit Презентация кубок
Презентация кубок Я буду учиться в магистратуре УрФУ, чтобы…
Я буду учиться в магистратуре УрФУ, чтобы… Отделка под бархат
Отделка под бархат 2 смена Дом Романовых. Наследие
2 смена Дом Романовых. Наследие Строение и общие закономерности развития сенсорных систем
Строение и общие закономерности развития сенсорных систем Агронавигатор. Система параллельного вождения Кампус
Агронавигатор. Система параллельного вождения Кампус Мастерская Деда Мороза
Мастерская Деда Мороза