- Построение технологических процессов и проектирование операций, выполняемых на станках с ЧПУ

Содержание
- 2. Область применения станков с ЧПУ В современных условиях одним из главных направлений автоматизации процессов механической обработки
- 3. 2. Удельный вес основного времени составляет не более 20-30% всех затрат времени, а на вспомогательное время
- 4. Числовое программное управление Под числовым программным управлением (ЧПУ) понимается управление обработкой заготовки на станке по управляющей
- 5. Программное управление производится специальным устройством числового программного управления (УЧПУ) без участия человека по управляющей программе. УЧПУ
- 6. Станки с ЧПУ представляют собой автоматы или полуавтоматы, все подвижные органы которых совершают рабочие и вспомогательные
- 7. повышается производительность труда, что связано с уменьшением доли вспомогательного времени с 70-80% для станков с ручным
- 8. упрощается и удешевляется специальная оснастка, так как точность обработки обеспечивается точностью самих станков; сокращается время наладки
- 9. значительно снижается потребность в высококвалифицированных станочниках, что связано с упрощением обработки сложных и точных заготовок на
- 10. Обработка очень сложных заготовок уникаль-ных деталей, имеющих сложную конструкцию и различные фасонные поверхности, изготов-ление которых на
- 11. Внешние программоносители Перфокарты (в последнее время не используются). Перфоленты (используются крайне редко). Магнитные ленты (в последнее
- 12. Поначалу наибольшее распространение в системах ЧПУ получили программоносители в виде восьмидорожечных перфолент шириной 25,4 мм. Программа
- 13. Транспортная дорожка, составленная из малых отверстий, предназначена для транспортирования ленты с помощью барабана в считывающем устройстве.
- 14. Для ввода управляющих программ в систему ЧПУ с дискет российским производителям предлагается специальное устройство С-300. подключается
- 15. Системы координат для станков с ЧПУ Работа станка с ЧПУ и разработка расчетно-технологических карт тесно связаны
- 16. За положительные направления перемещений подвижных органов принимают такие их перемещения, при которых инструмент и заготовка удаляются
- 17. Круговые перемещения инструмента относительно заготовки считаются поло-жительными при повороте по часовой стрелке, если смотреть из начала
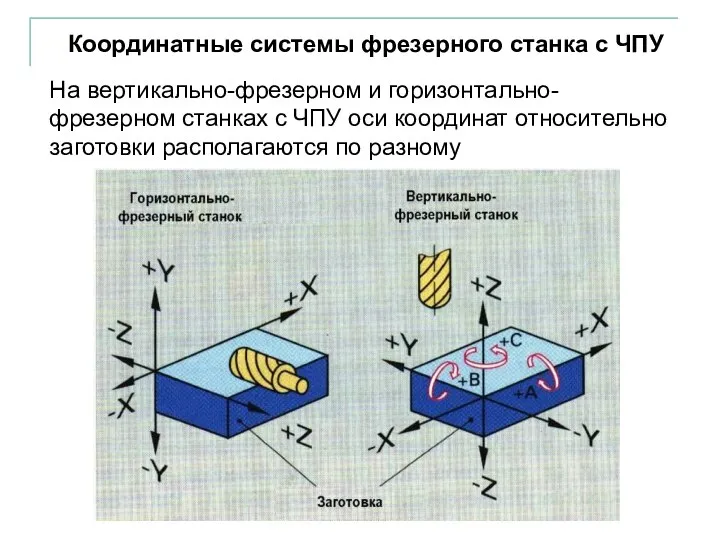
- 18. Координатные системы фрезерного станка с ЧПУ На вертикально-фрезерном и горизонтально-фрезерном станках с ЧПУ оси координат относительно
- 19. Координатные системы токарного станка с ЧПУ Координата X определяет диаметральные размеры за-готовки и используется для их
- 20. Если в станке кроме движений по трем координатам имеются программируемые перемещения других орга-нов в параллельных направлениях,
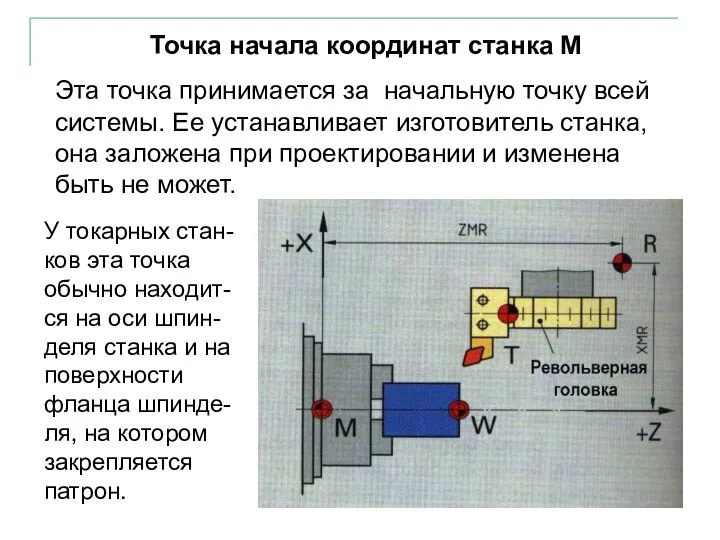
- 21. Точка начала координат станка М Эта точка принимается за начальную точку всей системы. Ее устанавливает изготовитель
- 22. У фрезерных станков положение центра координат может быть, в зависимости от изготовителя, различным. Но обычно оно
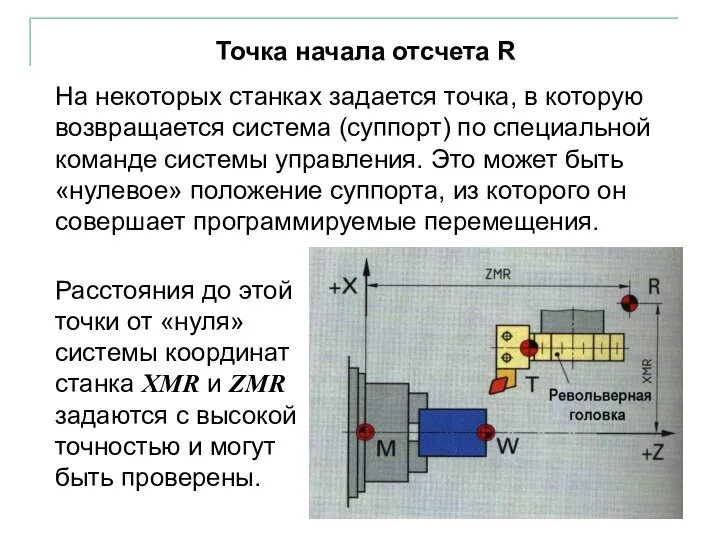
- 23. Точка начала отсчета R На некоторых станках задается точка, в которую возвращается система (суппорт) по специальной
- 24. Точка позиционирования державки инструмента T Координаты XMR и ZMR существенно влияют на точность получаемых размеров. Так
- 25. Точка начала координат заготовки W При программировании геометрических парамет-ров заготовки все размеры должны относиться к началу
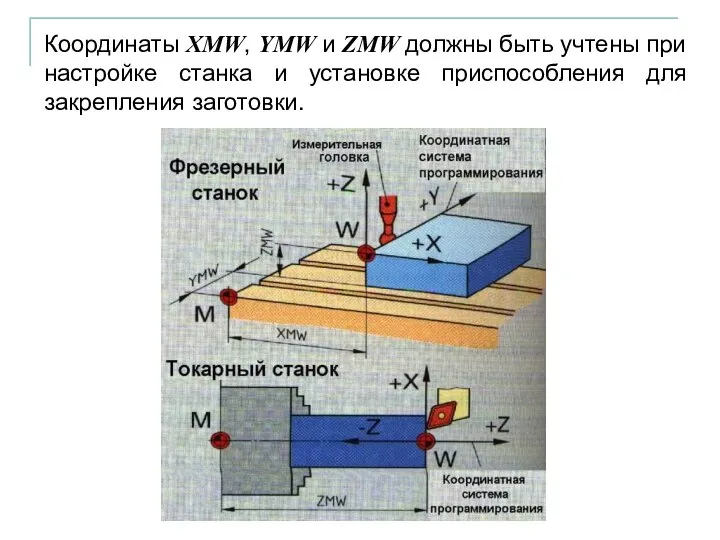
- 26. Координаты XMW, YMW и ZMW должны быть учтены при настройке станка и установке приспособления для закрепления
- 27. Системы ЧПУ и их возможности позиционные; По характеру управления движениями рабочих органов станка системы ЧПУ делятся
- 28. Позиционное управление представляет собой числовое программное управление станком, при котором перемещение его рабочих органов происходит в
- 29. Позиционные системы применяются преиму-щественно на: расточных и сверлильных станках (где важно обеспечить только высокую точность совмещения
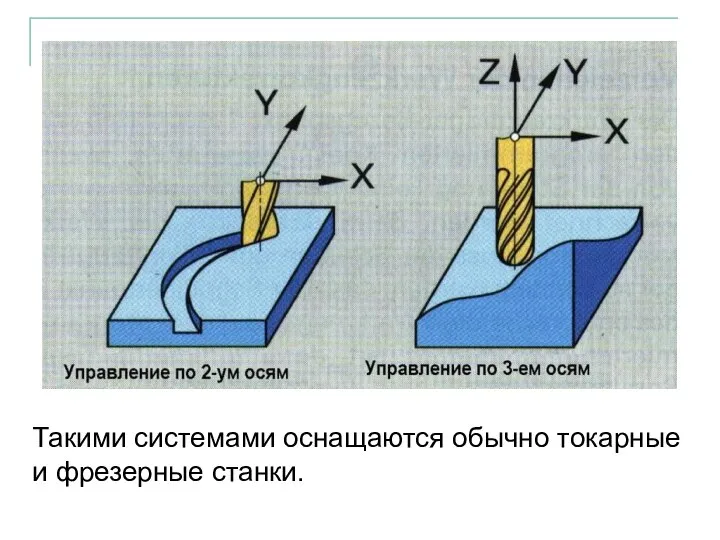
- 30. Контурное управление представляет собой числовое программное управление станком, при котором перемещение его рабочих органов происходит по
- 31. Такими системами оснащаются обычно токарные и фрезерные станки.
- 32. Смешанное управление Смешанное контурно-позиционное управление станками аналогично по своим возможностям контурным системам; обладает преимуществами позиционного и
- 33. На расточном станке со смешанной системой управления вместо чернового растачивания отверстие можно расфрезеровать, что является более
- 34. Существует еще две разновидности систем ЧПУ: цифровой индикации положения; цифровой индикации с ручным вводом данных. Системы
- 35. Сигналы поступают от датчиков положения, устанавливаемых на подвижных органах. Эти сигналы после соответствующих преобразований поступают в
- 36. Часто система кроме визуализатора оборудуется пультом с панелью набора значений координат, на которые должны выйти подвижные
- 37. В моделях станков СЧПУ обозначаются: Ф1 – с цифровой индикации положения, а также с ручным вводом
- 38. NC – системы с покадровым чтением перфоленты на протяжении цикла обработки каждой заготовки; SNC – системы
- 39. Используется два способа отсчета координат: абсолютный; относительный (в приращениях). Способ и начало отсчета координат При абсолютном
- 40. При выполнении такой программы станок каж-дый раз отсчитывает координаты от этого нача-ла. В результате погрешности перемещений,
- 41. В системах с относительным способом отсчета координат за нулевое каждый раз принимается положение рабочего органа, которое
- 42. При абсолютном способе отсчета размеров целесообразно применять координатный метод простановки размеров в обрабатываемых заготовках. При относительном
- 43. Интерполяция и дискретность Одним из основных узлов контурных устройств числового программного управления (УЧПУ) является интерполятор. Интерполятор
- 44. Различают следующие виды интерполяции: линейную; круговую.
- 45. Интерполятор обеспечивает такое распределение поступающих импульсов во времени между приводами подач, при котором инструмент перемещается с
- 46. Дискретность отработки перемещений выражается в миллиметрах на один управляющий импульс и в современных станках составляет от
- 47. Технологические возможности фрезерных станков с ЧПУ Позволяют проводить обработку при встречном и попутном фрезеровании. Осуществляют обработку
- 48. Оснащаются устройствами автоматической смены инструментов. Обладают возможностью автоматического изменения скоростей вращения шпинделя. Оснащаются круглыми рабочими или
- 49. Позволяют производить фрезерование в автоматическом режиме плоских контуров различной кривизны (например, дисковые кулачки для станков-автоматов), объемное
- 50. Технологические возможности сверлильных и расточных станков с ЧПУ Позволяют обрабатывать отверстия без кондукторов. Сверлильные станки При
- 51. Расточные станки Оснащаются поворотными инструментальными стойками для ускорения поиска нужного инструмента. Позволяют с одного установа обрабатывать
- 52. Обеспечивают высокопроизводительную обра-ботку соосных отверстий консольным инстру-ментом раздельно с двух сторон заготовки с использованием поворота стола
- 53. Технологические возможности многооперационных станков с ЧПУ (обрабатывающих центров) Позволяют проводить многокоординатную обработку (3-х, 4-х, 5-ти координатную
- 54. Обеспечивают точность диаметральных размеров по 6…7 квалитетам, линейных размеров при фрезеровании по 8…10 квалитетам, линейных размеров
- 55. Технологические возможности токарных станков с ЧПУ Позволяют проводить обработку заготовок сложного профиля, нарезание резьбы, коррекцию положения
- 56. Обеспечивают точность получения диаметральных размеров по 6 квалитету, а линейных размеров по 8 квалитету (однако, из-за
- 57. Станки особо высокой точности способны обеспечить точность диаметральных размеров до 5 квалитета, а линейных до 7…8
- 58. Настройка инструмента вне станка
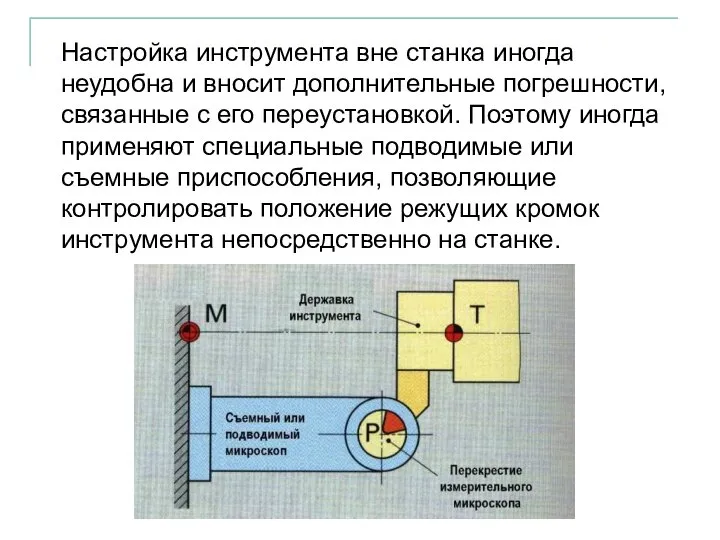
- 59. Настройка инструмента вне станка иногда неудобна и вносит дополнительные погрешности, связанные с его переустановкой. Поэтому иногда
- 61. Скачать презентацию
Область применения станков с ЧПУ
В современных условиях одним из главных направлений
Область применения станков с ЧПУ
В современных условиях одним из главных направлений
2. Удельный вес основного времени составляет не более 20-30% всех затрат
2. Удельный вес основного времени составляет не более 20-30% всех затрат
Числовое программное управление
Под числовым программным управлением (ЧПУ) понимается управление обработкой заготовки
Числовое программное управление
Под числовым программным управлением (ЧПУ) понимается управление обработкой заготовки
Программное управление производится специальным устройством числового программного управления (УЧПУ) без участия
Программное управление производится специальным устройством числового программного управления (УЧПУ) без участия
Станки с ЧПУ представляют собой автоматы или полуавтоматы, все подвижные органы
Станки с ЧПУ представляют собой автоматы или полуавтоматы, все подвижные органы
повышается производительность труда, что связано с уменьшением доли вспомогательного времени с
повышается производительность труда, что связано с уменьшением доли вспомогательного времени с
упрощается и удешевляется специальная оснастка, так как точность обработки обеспечивается точностью
упрощается и удешевляется специальная оснастка, так как точность обработки обеспечивается точностью
значительно снижается потребность в высококвалифицированных станочниках, что связано с упрощением обработки
значительно снижается потребность в высококвалифицированных станочниках, что связано с упрощением обработки
Обработка очень сложных заготовок уникаль-ных деталей, имеющих сложную конструкцию и различные
Обработка очень сложных заготовок уникаль-ных деталей, имеющих сложную конструкцию и различные
Внешние программоносители
Перфокарты (в последнее время не используются).
Перфоленты (используются крайне редко).
Магнитные ленты
Внешние программоносители
Перфокарты (в последнее время не используются).
Перфоленты (используются крайне редко).
Магнитные ленты
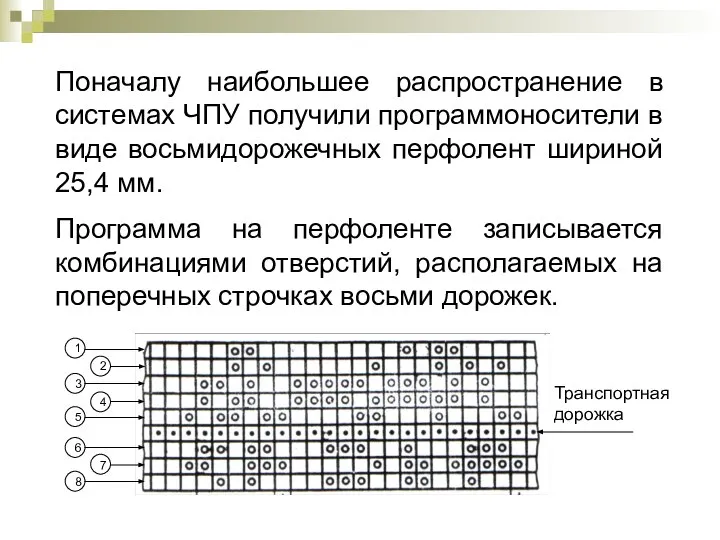
Поначалу наибольшее распространение в системах ЧПУ получили программоносители в виде восьмидорожечных
Поначалу наибольшее распространение в системах ЧПУ получили программоносители в виде восьмидорожечных
Транспортная дорожка, составленная из малых отверстий, предназначена для транспортирования ленты с
Транспортная дорожка, составленная из малых отверстий, предназначена для транспортирования ленты с

Для ввода управляющих программ в систему ЧПУ с дискет российским производителям
Для ввода управляющих программ в систему ЧПУ с дискет российским производителям
Системы координат для станков
с ЧПУ
Работа станка с ЧПУ и разработка
Системы координат для станков
с ЧПУ
Работа станка с ЧПУ и разработка
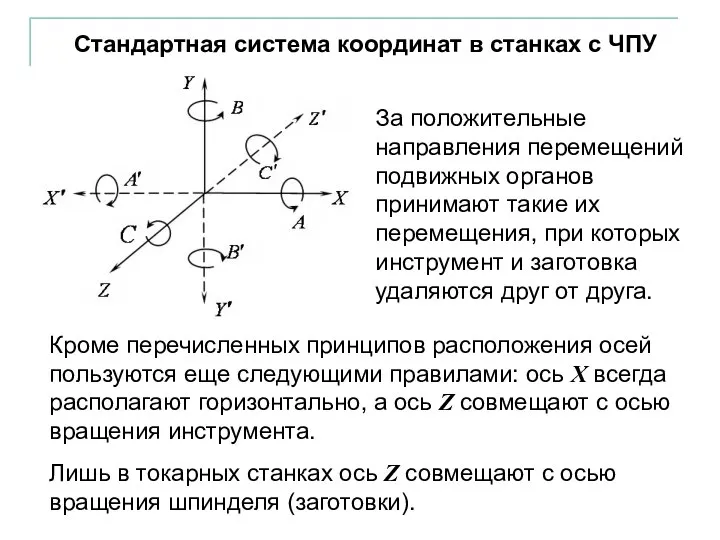
За положительные направления перемещений подвижных органов принимают такие их перемещения, при
За положительные направления перемещений подвижных органов принимают такие их перемещения, при
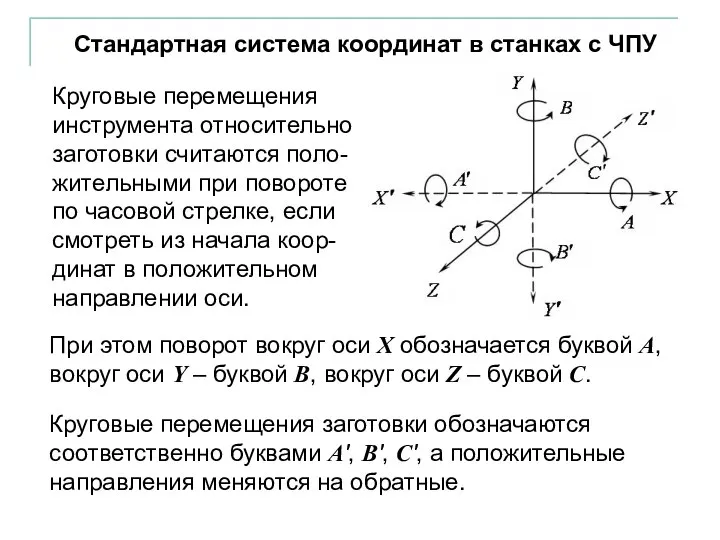
Круговые перемещения инструмента относительно заготовки считаются поло-жительными при повороте по часовой
Круговые перемещения инструмента относительно заготовки считаются поло-жительными при повороте по часовой
Координатные системы фрезерного станка с ЧПУ
На вертикально-фрезерном и горизонтально-фрезерном станках
Координатные системы фрезерного станка с ЧПУ
На вертикально-фрезерном и горизонтально-фрезерном станках
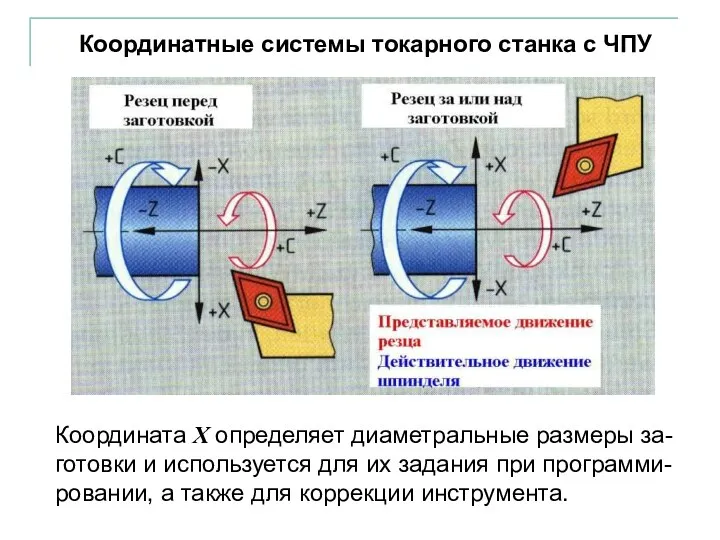
Координатные системы токарного станка с ЧПУ
Координата X определяет диаметральные размеры
Координатные системы токарного станка с ЧПУ
Координата X определяет диаметральные размеры
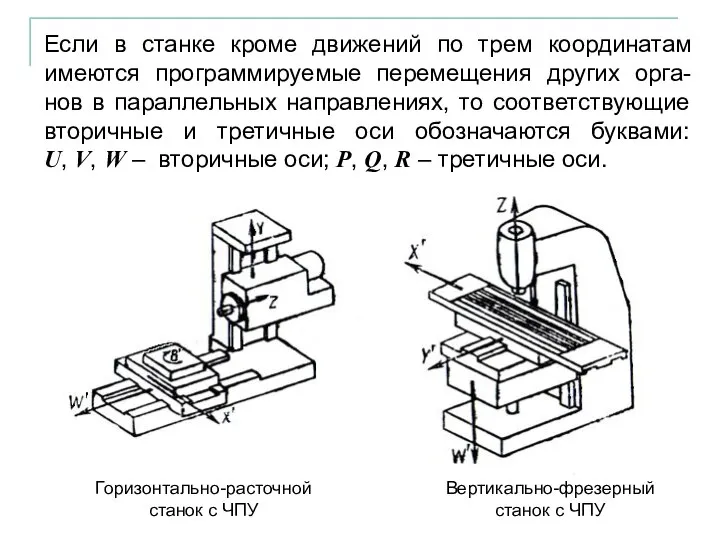
Если в станке кроме движений по трем координатам имеются программируемые перемещения
Если в станке кроме движений по трем координатам имеются программируемые перемещения
Точка начала координат станка М
Эта точка принимается за начальную точку всей
Точка начала координат станка М
Эта точка принимается за начальную точку всей
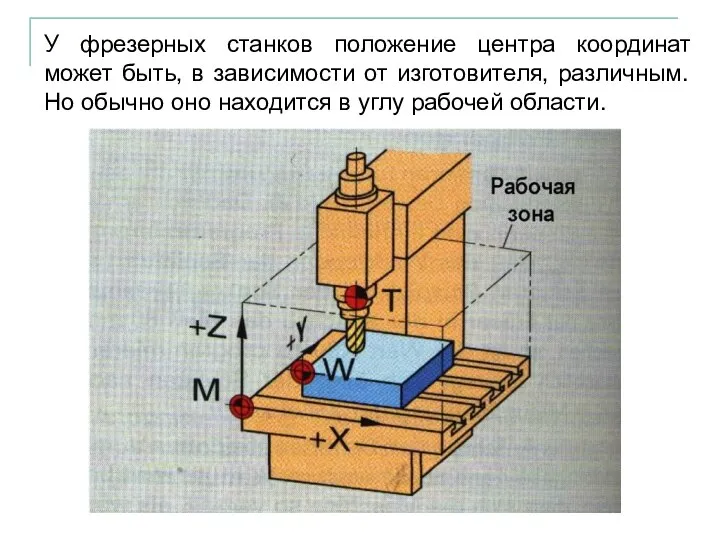
У фрезерных станков положение центра координат может быть, в зависимости от
У фрезерных станков положение центра координат может быть, в зависимости от
Точка начала отсчета R
На некоторых станках задается точка, в которую возвращается
Точка начала отсчета R
На некоторых станках задается точка, в которую возвращается
Точка позиционирования державки инструмента T
Координаты XMR и ZMR существенно влияют
Точка позиционирования державки инструмента T
Координаты XMR и ZMR существенно влияют
Точка начала координат заготовки W
При программировании геометрических парамет-ров заготовки все размеры
Точка начала координат заготовки W
При программировании геометрических парамет-ров заготовки все размеры
Координаты XMW, YMW и ZMW должны быть учтены при настройке станка
Координаты XMW, YMW и ZMW должны быть учтены при настройке станка
Системы ЧПУ и их возможности
позиционные;
По характеру управления движениями рабочих органов станка
Системы ЧПУ и их возможности
позиционные;
По характеру управления движениями рабочих органов станка
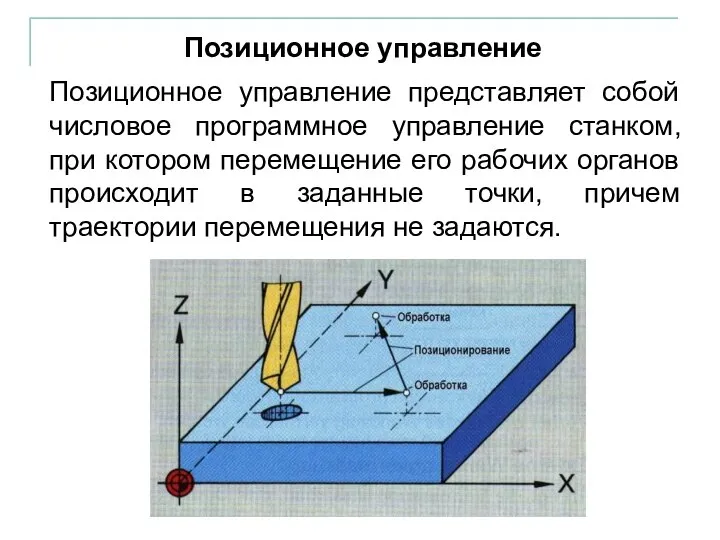
Позиционное управление представляет собой числовое программное управление станком, при котором перемещение
Позиционное управление представляет собой числовое программное управление станком, при котором перемещение
Позиционные системы применяются преиму-щественно на:
расточных и сверлильных станках (где важно обеспечить
Позиционные системы применяются преиму-щественно на:
расточных и сверлильных станках (где важно обеспечить
Контурное управление представляет собой числовое программное управление станком, при котором перемещение
Контурное управление представляет собой числовое программное управление станком, при котором перемещение
Такими системами оснащаются обычно токарные и фрезерные станки.
Такими системами оснащаются обычно токарные и фрезерные станки.
Смешанное управление
Смешанное контурно-позиционное управление станками
аналогично по своим возможностям контурным системам;
обладает преимуществами
Смешанное управление
Смешанное контурно-позиционное управление станками
аналогично по своим возможностям контурным системам;
обладает преимуществами

На расточном станке со смешанной системой управления вместо чернового растачивания отверстие
На расточном станке со смешанной системой управления вместо чернового растачивания отверстие
Существует еще две разновидности систем ЧПУ:
цифровой индикации положения;
цифровой индикации с ручным
Существует еще две разновидности систем ЧПУ:
цифровой индикации положения;
цифровой индикации с ручным
Сигналы поступают от датчиков положения, устанавливаемых на подвижных органах. Эти сигналы
Сигналы поступают от датчиков положения, устанавливаемых на подвижных органах. Эти сигналы
Часто система кроме визуализатора оборудуется пультом с панелью набора значений координат,
Часто система кроме визуализатора оборудуется пультом с панелью набора значений координат,
В моделях станков СЧПУ обозначаются:
Ф1 – с цифровой индикации положения, а
В моделях станков СЧПУ обозначаются:
Ф1 – с цифровой индикации положения, а
NC – системы с покадровым чтением перфоленты на протяжении цикла обработки
NC – системы с покадровым чтением перфоленты на протяжении цикла обработки
Используется два способа отсчета координат:
абсолютный;
относительный (в приращениях).
Способ и начало отсчета координат
При
Используется два способа отсчета координат:
абсолютный;
относительный (в приращениях).
Способ и начало отсчета координат
При
При выполнении такой программы станок каж-дый раз отсчитывает координаты от этого
При выполнении такой программы станок каж-дый раз отсчитывает координаты от этого
В системах с относительным способом отсчета координат за нулевое каждый раз
В системах с относительным способом отсчета координат за нулевое каждый раз
При абсолютном способе отсчета размеров целесообразно применять координатный метод простановки размеров
При абсолютном способе отсчета размеров целесообразно применять координатный метод простановки размеров
Интерполяция и дискретность
Одним из основных узлов контурных устройств числового программного управления
Интерполяция и дискретность
Одним из основных узлов контурных устройств числового программного управления
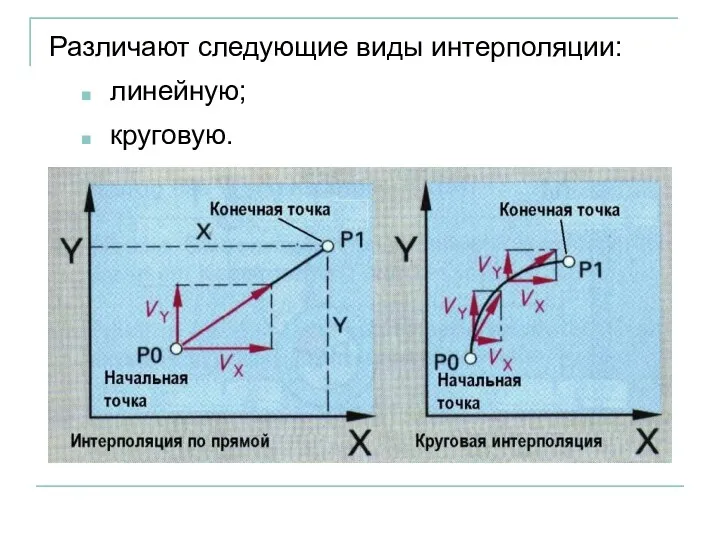
Различают следующие виды интерполяции:
линейную;
круговую.
Различают следующие виды интерполяции:
линейную;
круговую.
Интерполятор обеспечивает такое распределение поступающих импульсов во времени между приводами подач,
Интерполятор обеспечивает такое распределение поступающих импульсов во времени между приводами подач,
Дискретность отработки перемещений выражается в миллиметрах на один управляющий импульс и
Дискретность отработки перемещений выражается в миллиметрах на один управляющий импульс и
Технологические возможности фрезерных станков с ЧПУ
Позволяют проводить обработку при встречном и
Технологические возможности фрезерных станков с ЧПУ
Позволяют проводить обработку при встречном и
Оснащаются устройствами автоматической смены инструментов.
Обладают возможностью автоматического изменения скоростей вращения шпинделя.
Оснащаются
Оснащаются устройствами автоматической смены инструментов.
Обладают возможностью автоматического изменения скоростей вращения шпинделя.
Оснащаются
Позволяют производить фрезерование в автоматическом режиме плоских контуров различной кривизны (например,
Позволяют производить фрезерование в автоматическом режиме плоских контуров различной кривизны (например,
Технологические возможности сверлильных и расточных станков с ЧПУ
Позволяют обрабатывать отверстия без
Технологические возможности сверлильных и расточных станков с ЧПУ
Позволяют обрабатывать отверстия без
Расточные станки
Оснащаются поворотными инструментальными стойками для ускорения поиска нужного инструмента.
Позволяют с
Расточные станки
Оснащаются поворотными инструментальными стойками для ускорения поиска нужного инструмента.
Позволяют с
Обеспечивают высокопроизводительную обра-ботку соосных отверстий консольным инстру-ментом раздельно с двух сторон
Обеспечивают высокопроизводительную обра-ботку соосных отверстий консольным инстру-ментом раздельно с двух сторон
Технологические возможности многооперационных станков с ЧПУ (обрабатывающих центров)
Позволяют проводить многокоординатную обработку
Технологические возможности многооперационных станков с ЧПУ (обрабатывающих центров)
Позволяют проводить многокоординатную обработку
Обеспечивают точность диаметральных размеров по 6…7 квалитетам, линейных размеров при фрезеровании
Обеспечивают точность диаметральных размеров по 6…7 квалитетам, линейных размеров при фрезеровании
Технологические возможности токарных станков с ЧПУ
Позволяют проводить обработку заготовок сложного профиля,
Технологические возможности токарных станков с ЧПУ
Позволяют проводить обработку заготовок сложного профиля,
Обеспечивают точность получения диаметральных размеров по 6 квалитету,
а линейных размеров
Обеспечивают точность получения диаметральных размеров по 6 квалитету, а линейных размеров
Станки особо высокой точности способны обеспечить точность диаметральных размеров до 5
Станки особо высокой точности способны обеспечить точность диаметральных размеров до 5

Настройка инструмента вне станка
Настройка инструмента вне станка
Настройка инструмента вне станка иногда неудобна и вносит дополнительные погрешности, связанные
Настройка инструмента вне станка иногда неудобна и вносит дополнительные погрешности, связанные
 Головне управління по боротьбі зі злочинами вищих посадових осіб, що становлять загрозу національній безпеці
Головне управління по боротьбі зі злочинами вищих посадових осіб, що становлять загрозу національній безпеці Регулирование процесса абсорбции и десорбции
Регулирование процесса абсорбции и десорбции Маша прнзентыцияИНДИВИДУАЛЬНЫЙ ПРОЕКТ
Маша прнзентыцияИНДИВИДУАЛЬНЫЙ ПРОЕКТ Remote control lamp
Remote control lamp Конструирование и моделирование ночной сорочки. Демонстрация моделей
Конструирование и моделирование ночной сорочки. Демонстрация моделей Дизайн среды
Дизайн среды М.Ю.Лермонтов. Морская царевна
М.Ю.Лермонтов. Морская царевна _Comp_pptx_High
_Comp_pptx_High Система управления работой двигателя автомобиля с разработкой микропроцессорного устройства управления расходом топлива
Система управления работой двигателя автомобиля с разработкой микропроцессорного устройства управления расходом топлива Музыкальная физминутка
Музыкальная физминутка Резка металла
Резка металла Что может Трактор
Что может Трактор 20170108_prezentatsiya_pro_imya
20170108_prezentatsiya_pro_imya День семьи, любви и верности
День семьи, любви и верности Ислам
Ислам Формирование характера через изучение жизни библейских персонажей. Подготовка к служению и как стать примером для подражания
Формирование характера через изучение жизни библейских персонажей. Подготовка к служению и как стать примером для подражания Электрические переходы
Электрические переходы СПиР (конструкция элементов оборудования)
СПиР (конструкция элементов оборудования) Ветхозаветная Церковь
Ветхозаветная Церковь Фотоальбом. Круглова Соня. Лето
Фотоальбом. Круглова Соня. Лето Шаг вперёд: новая стратегия продвижения продукции scholl
Шаг вперёд: новая стратегия продвижения продукции scholl Lektsia_2_Vneshnyaya_i_vnutrennyaya_sreda_proekta
Lektsia_2_Vneshnyaya_i_vnutrennyaya_sreda_proekta Поделки из соленого теста – очень древняя традиция
Поделки из соленого теста – очень древняя традиция Inside letters(mess, notes)
Inside letters(mess, notes) Игра Береги электричество
Игра Береги электричество Интеллектуальная разминка
Интеллектуальная разминка Презентация Microsoft Office PowerPoint
Презентация Microsoft Office PowerPoint prezentatsiya_microsoft_office_powerpoint
prezentatsiya_microsoft_office_powerpoint