- Правка и гибка металла

Содержание
- 2. Правка- это слесарная операция, по выправке заготовок и деталей, имеющих вмятины, искривления, коробления.
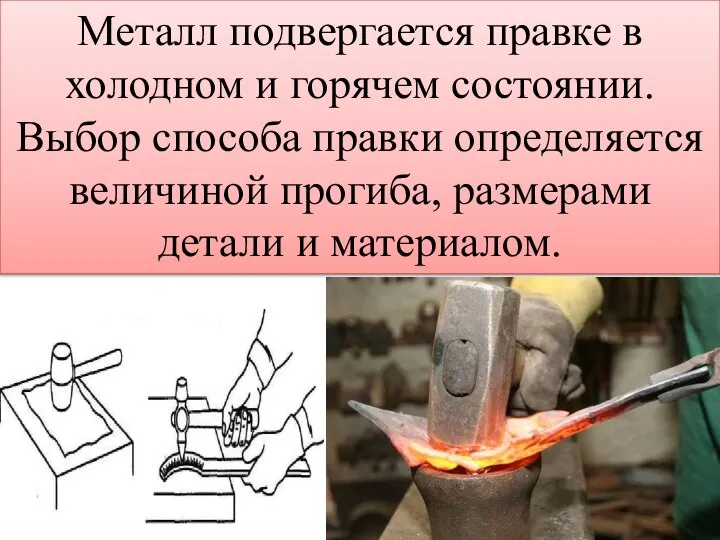
- 3. Металл подвергается правке в холодном и горячем состоянии. Выбор способа правки определяется величиной прогиба, размерами детали
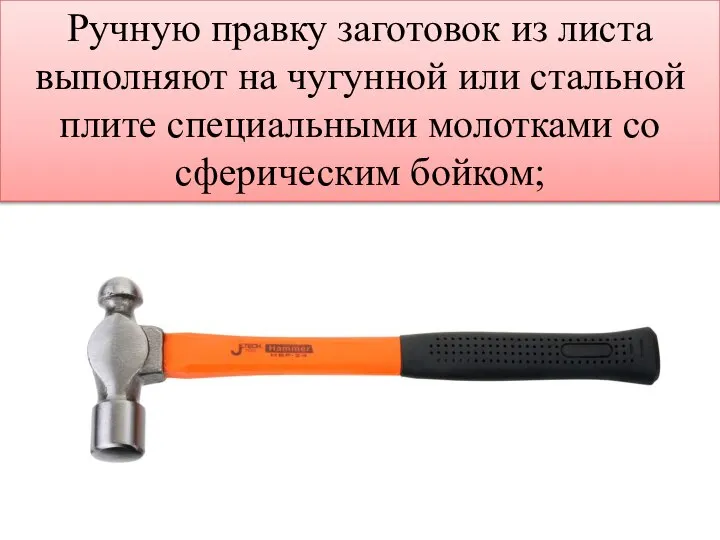
- 4. Ручную правку заготовок из листа выполняют на чугунной или стальной плите специальными молотками со сферическим бойком;
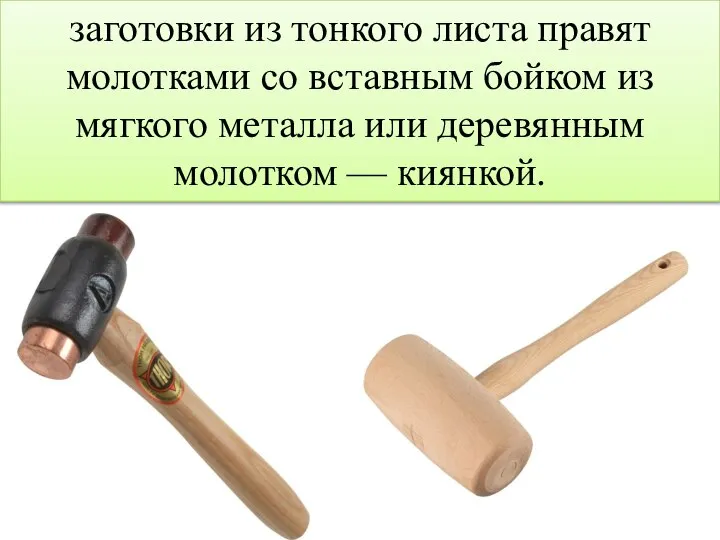
- 5. заготовки из тонкого листа правят молотками со вставным бойком из мягкого металла или деревянным молотком —
- 6. Правке подвергаются только пластичные материалы - сталь, медь, алюминий и их деформируемые сплавы. Правка бывает ручная
- 7. При ручной правке листовых заготовок и деталей применяют стальные или чугунные правильные плиты или наковальни
- 8. Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах.
- 9. Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя
- 10. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться,
- 11. Гибка полосовой стали Процессом гибки называют слесарную операцию, с помощью которой заготовка из металла при деформации
- 12. Ручную гибку производят в тисках с помощью слесарного молотка и различных приспособлений. Последовательность выполнения гибки зависит
- 13. Гибку тонкого листового металла производят киянкой. При использовании длягибки металлов различных оправок их форма должна соответствовать
- 14. В тех случаях, когда требуется изогнуть стальную полосу на ребро, используется роликовое приспособление.
- 15. Расчет длины заготовки выполняют по чертежу с учетом радиусов всех изгибов. Для деталей, изгибаемых под прямым
- 17. Скачать презентацию
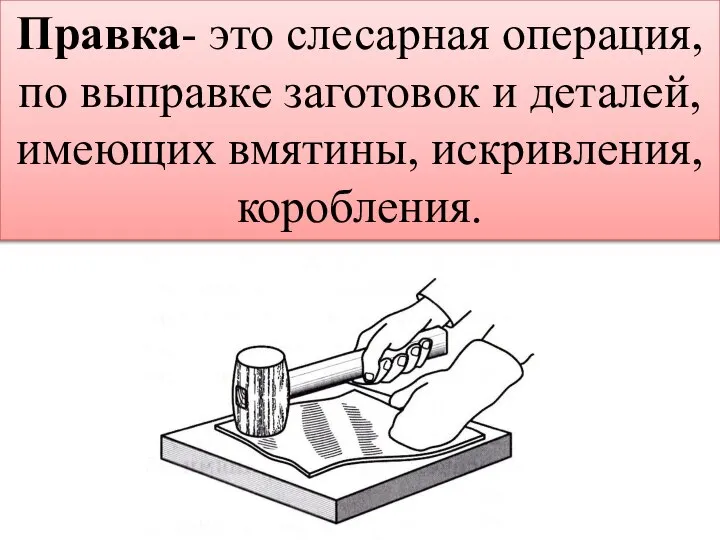
Правка- это слесарная операция, по выправке заготовок и деталей, имеющих вмятины,
Правка- это слесарная операция, по выправке заготовок и деталей, имеющих вмятины,
Металл подвергается правке в холодном и горячем состоянии. Выбор способа правки
Металл подвергается правке в холодном и горячем состоянии. Выбор способа правки
Ручную правку заготовок из листа выполняют на чугунной или стальной плите
Ручную правку заготовок из листа выполняют на чугунной или стальной плите
заготовки из тонкого листа правят молотками со вставным бойком из мягкого
заготовки из тонкого листа правят молотками со вставным бойком из мягкого

Правке подвергаются только пластичные материалы - сталь, медь, алюминий и их
Правке подвергаются только пластичные материалы - сталь, медь, алюминий и их

При ручной правке листовых заготовок и деталей применяют стальные или чугунные
При ручной правке листовых заготовок и деталей применяют стальные или чугунные

Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого
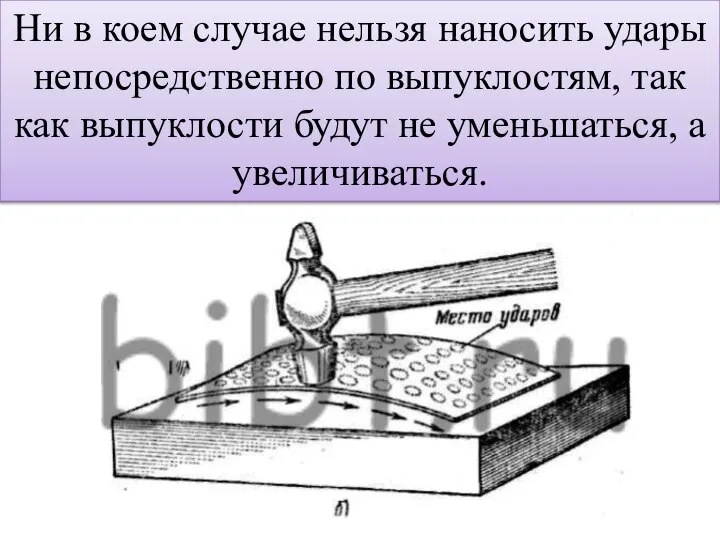
Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так
Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так
Гибка полосовой стали
Процессом гибки называют слесарную операцию, с помощью которой заготовка из
Гибка полосовой стали
Процессом гибки называют слесарную операцию, с помощью которой заготовка из
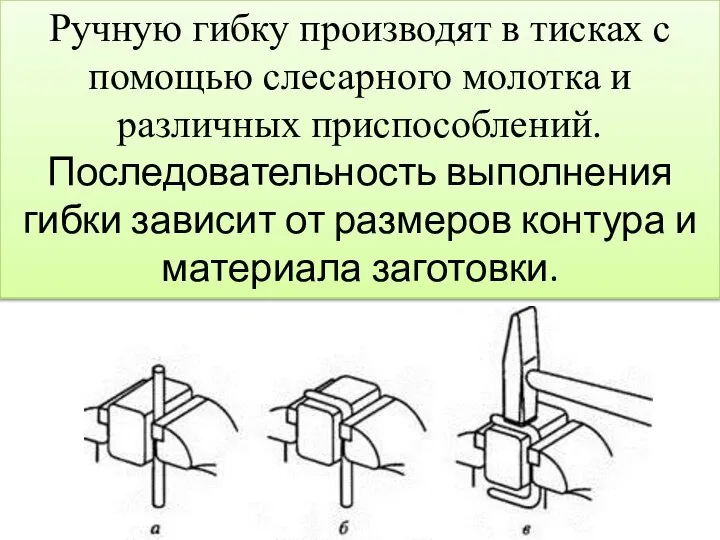
Ручную гибку производят в тисках с помощью слесарного молотка и различных
Ручную гибку производят в тисках с помощью слесарного молотка и различных

Гибку тонкого листового металла производят киянкой. При использовании длягибки металлов различных
Гибку тонкого листового металла производят киянкой. При использовании длягибки металлов различных

В тех случаях, когда требуется изогнуть стальную полосу на ребро, используется
В тех случаях, когда требуется изогнуть стальную полосу на ребро, используется
Расчет длины заготовки выполняют по чертежу с учетом радиусов всех изгибов.
Для деталей,
Расчет длины заготовки выполняют по чертежу с учетом радиусов всех изгибов.
Для деталей,
 Урок № 66. Свойства числовых неравенств.(изменённое)
Урок № 66. Свойства числовых неравенств.(изменённое) Обработка результатов
Обработка результатов Геометрия является самым могущественным средством для изощрения наших умственных способностей
Геометрия является самым могущественным средством для изощрения наших умственных способностей ШАБЛОН отчет председателей ГАК
ШАБЛОН отчет председателей ГАК Что такое Музей?
Что такое Музей? Религия и религиозные организации
Религия и религиозные организации Сигнализация автомобиля
Сигнализация автомобиля r14843303911
r14843303911 Замена ограждающих конструкций галереи производства картона
Замена ограждающих конструкций галереи производства картона Блок выводы
Блок выводы Презентация Поисковое движение
Презентация Поисковое движение Ребенок – это не игрушка! Молодежный социально ориентированный проект
Ребенок – это не игрушка! Молодежный социально ориентированный проект Итоговое задание КР 2022 Анализ ключевых параметров работы ОП Ярославль
Итоговое задание КР 2022 Анализ ключевых параметров работы ОП Ярославль Бесплатный_шаблон_презентаций_13
Бесплатный_шаблон_презентаций_13 Нервная система
Нервная система Назначение, размещение типы и классификация трансформаторных подстанций. Тема 10
Назначение, размещение типы и классификация трансформаторных подстанций. Тема 10 20180408_prezentatsiya_chast_2
20180408_prezentatsiya_chast_2 Авиастроительное предприятие
Авиастроительное предприятие Численное моделирование теплового состояния диска турбины высокого давления при модернизации турбореактивного двигателя
Численное моделирование теплового состояния диска турбины высокого давления при модернизации турбореактивного двигателя Simulation of wing-body junction flows with hybrid RANS/LES methods
Simulation of wing-body junction flows with hybrid RANS/LES methods Основные понятия и определения теории телетрафика
Основные понятия и определения теории телетрафика Сравнительная эффективность лечебных мероприятий
Сравнительная эффективность лечебных мероприятий Girls
Girls Материалы для дистанционной поддержки учащихся по дополнительной программе
Материалы для дистанционной поддержки учащихся по дополнительной программе Петушок из солёного теста и скорлупы
Петушок из солёного теста и скорлупы Презентация автомобилей женевского автосалона 2008
Презентация автомобилей женевского автосалона 2008 Отчёт к дню директора 12.07.2022_1
Отчёт к дню директора 12.07.2022_1 шаблон фирменный бланк
шаблон фирменный бланк