- Примеры расчета погрешности базирования

Содержание
- 2. Пример расчета погрешности базирования Определение погрешности базирования при установке заготовки по отверстию При установке детали базовым
- 3. Пример расчета погрешности базирования В данном случае при обработке наружного диаметра партии втулок на настроенном станке
- 4. Пример расчета погрешности базирования Расчет погрешности базирования (см. предыдущий слайд) При нормальной относительной точности допуск смещения
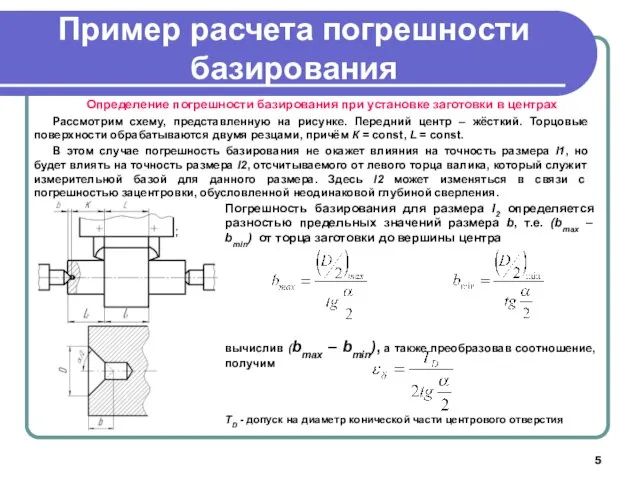
- 5. Пример расчета погрешности базирования Определение погрешности базирования при установке заготовки в центрах Рассмотрим схему, представленную на
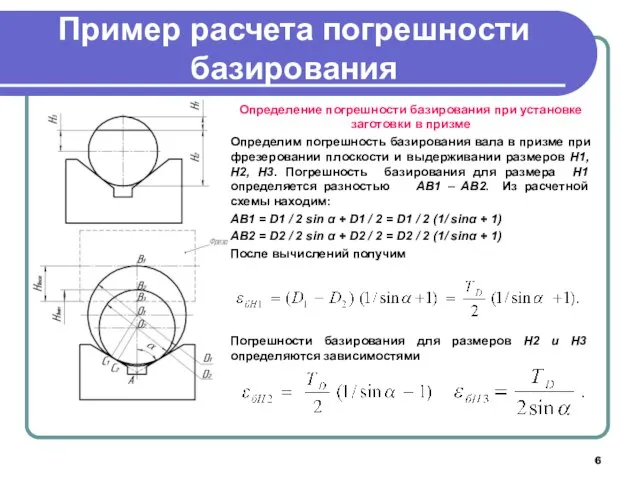
- 6. Пример расчета погрешности базирования Определение погрешности базирования при установке заготовки в призме Определим погрешность базирования вала
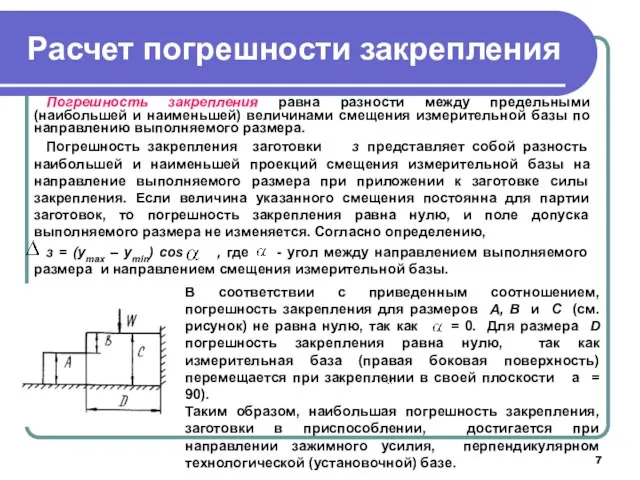
- 7. Расчет погрешности закрепления Погрешность закрепления равна разности между предельными (наибольшей и наименьшей) величинами смещения измерительной базы
- 8. Примеры расчета погрешности закрепления Погрешность закрепления зависит от шероховатости опорных поверхностей заготовок и наличия контактных деформаций
- 9. Погрешности положения заготовки в приспособлении Погрешности положения заготовки в приспособлении При установке и закреплении заготовки в
- 10. Погрешности от геометрических неточностей станка Погрешности обработки, возникающие вследствие геометрических неточностей станка При точении консольно закрепленной
- 11. Погрешности от неточностей приспособления и инструмента Погрешности обработки, возникающие вследствие неточностей приспособления и режущего инструмента Погрешность
- 12. Погрешности от тепловых деформаций станка Погрешности, связанные с тепловыми деформациями технологической системы Оказывают существенное влияние на
- 13. Погрешности от тепловых деформаций детали и инструмента Тепловые деформации детали. Теплота, образующаяся в зоне резания при
- 14. Погрешности, вызванные упругими деформациями технолог. системы Погрешности, вызванные упругими деформациями технологической системы При точении вала в
- 15. Закон копирования погрешностей Закон копирования погрешностей При обработке заготовок существует явление копирования исходных погрешностей формы заготовки
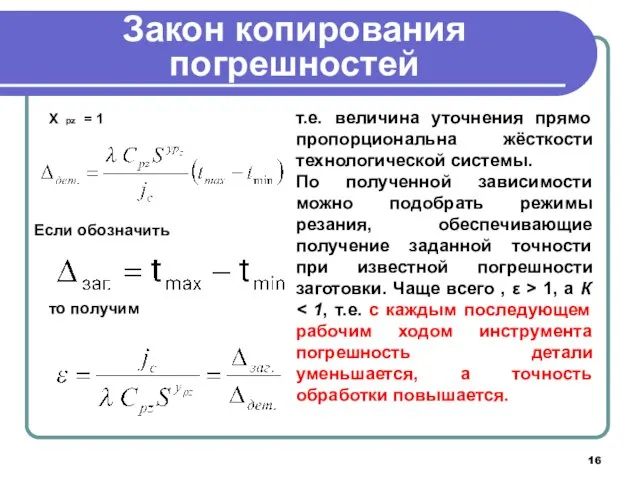
- 16. Закон копирования погрешностей Х рz = 1 Если обозначить то получим т.е. величина уточнения прямо пропорциональна
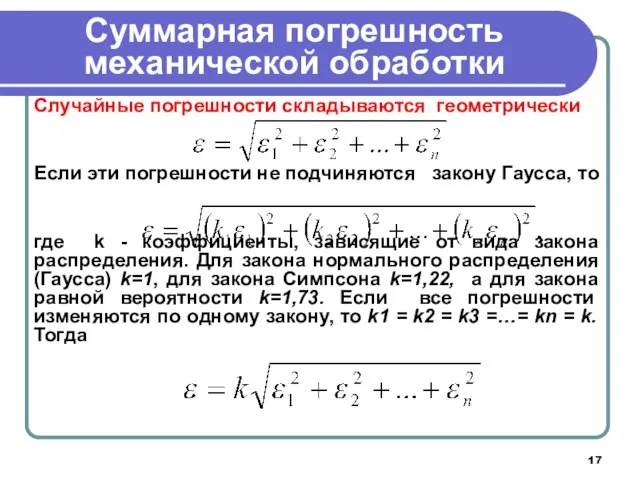
- 17. Суммарная погрешность механической обработки Случайные погрешности складываются геометрически Если эти погрешности не подчиняются закону Гаусса, то
- 18. Суммарная погрешность механической обработки Суммарная погрешность обработки включает: погрешность установки; погрешность настройки; погрешность обработки, вызванную колебаниями
- 19. Суммарная погрешность механической обработки Окончательно, полагая все погрешности случайными величинами, можно записать В данной формуле коэффициент
- 20. Суммарная погрешность механической обработки В МГТУ им Баумана для определения суммарной погрешности рекомендуют использовать формулу где
- 21. Суммарная погрешность механической обработки При использовании метода пробных ходов и измерений погрешность рассчитывают по формуле ∆
- 23. Скачать презентацию

Пример расчета погрешности базирования
Определение погрешности базирования
при установке заготовки по отверстию
При
Пример расчета погрешности базирования
Определение погрешности базирования
при установке заготовки по отверстию
При

Пример расчета погрешности базирования
В данном случае при обработке наружного диаметра партии
Пример расчета погрешности базирования
В данном случае при обработке наружного диаметра партии

Пример расчета погрешности базирования
Расчет погрешности базирования (см. предыдущий слайд)
При нормальной относительной
Пример расчета погрешности базирования
Расчет погрешности базирования (см. предыдущий слайд)
При нормальной относительной
Пример расчета погрешности базирования
Определение погрешности базирования при установке заготовки в центрах
Рассмотрим
Пример расчета погрешности базирования
Определение погрешности базирования при установке заготовки в центрах
Рассмотрим
Пример расчета погрешности базирования
Определение погрешности базирования при установке заготовки в призме
Определим
Пример расчета погрешности базирования
Определение погрешности базирования при установке заготовки в призме
Определим
Расчет погрешности закрепления
Погрешность закрепления равна разности между предельными (наибольшей и наименьшей)
Расчет погрешности закрепления
Погрешность закрепления равна разности между предельными (наибольшей и наименьшей)

Примеры расчета погрешности закрепления
Погрешность закрепления зависит от шероховатости опорных поверхностей заготовок
Примеры расчета погрешности закрепления
Погрешность закрепления зависит от шероховатости опорных поверхностей заготовок

Погрешности положения заготовки в приспособлении
Погрешности положения заготовки в приспособлении
При установке
Погрешности положения заготовки в приспособлении
Погрешности положения заготовки в приспособлении
При установке

Погрешности от геометрических неточностей станка
Погрешности обработки, возникающие вследствие геометрических неточностей станка
При
Погрешности от геометрических неточностей станка
Погрешности обработки, возникающие вследствие геометрических неточностей станка
При

Погрешности от неточностей приспособления и инструмента
Погрешности обработки, возникающие вследствие неточностей приспособления
Погрешности от неточностей приспособления и инструмента
Погрешности обработки, возникающие вследствие неточностей приспособления

Погрешности от тепловых деформаций станка
Погрешности, связанные с тепловыми деформациями технологической системы
Оказывают
Погрешности от тепловых деформаций станка
Погрешности, связанные с тепловыми деформациями технологической системы
Оказывают
Погрешности от тепловых деформаций детали и инструмента
Тепловые деформации детали. Теплота, образующаяся
Погрешности от тепловых деформаций детали и инструмента
Тепловые деформации детали. Теплота, образующаяся
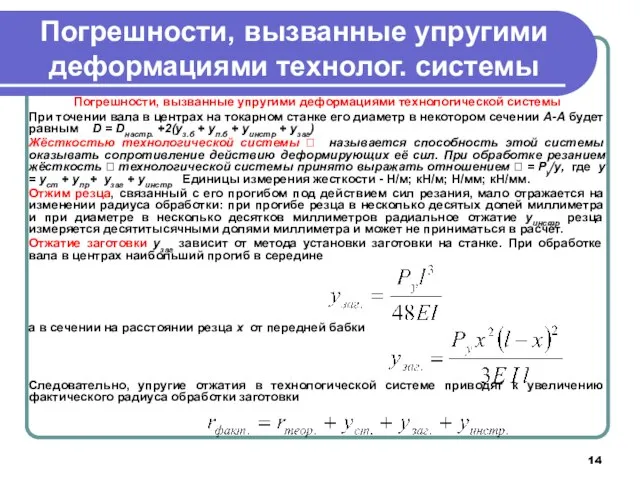
Погрешности, вызванные упругими деформациями технолог. системы
Погрешности, вызванные упругими деформациями технологической системы
Погрешности, вызванные упругими деформациями технолог. системы
Погрешности, вызванные упругими деформациями технологической системы

Закон копирования погрешностей
Закон копирования погрешностей
При обработке заготовок существует явление копирования исходных
Закон копирования погрешностей
Закон копирования погрешностей
При обработке заготовок существует явление копирования исходных
Закон копирования погрешностей
Х рz = 1
Если обозначить
то получим
т.е. величина уточнения прямо
Закон копирования погрешностей
Х рz = 1
Если обозначить
то получим
т.е. величина уточнения прямо
Суммарная погрешность механической обработки
Случайные погрешности складываются геометрически
Если эти погрешности не подчиняются
Суммарная погрешность механической обработки
Случайные погрешности складываются геометрически
Если эти погрешности не подчиняются
Суммарная погрешность механической обработки
Суммарная погрешность обработки включает:
погрешность установки;
погрешность настройки;
погрешность
Суммарная погрешность механической обработки
Суммарная погрешность обработки включает:
погрешность установки;
погрешность настройки;
погрешность

Суммарная погрешность механической обработки
Окончательно, полагая все погрешности случайными величинами, можно записать
В
Суммарная погрешность механической обработки
Окончательно, полагая все погрешности случайными величинами, можно записать
В

Суммарная погрешность механической обработки
В МГТУ им Баумана для определения суммарной погрешности
Суммарная погрешность механической обработки
В МГТУ им Баумана для определения суммарной погрешности

Суммарная погрешность механической обработки
При использовании метода пробных ходов и измерений погрешность
Суммарная погрешность механической обработки
При использовании метода пробных ходов и измерений погрешность
 Волшебный клубок
Волшебный клубок 20131030_cheloek_biosotsialnoe_sushchestvo_0
20131030_cheloek_biosotsialnoe_sushchestvo_0 Моносемия, полисемия, омонимия в китайском языке
Моносемия, полисемия, омонимия в китайском языке профессия
профессия Пайка металлов
Пайка металлов 20171203_vstrecha_5_-_kopiya_10
20171203_vstrecha_5_-_kopiya_10 Электрооборудование промышленности и электроснабжение. Электроустановки дугового нагрева. (Тема 2.4)
Электрооборудование промышленности и электроснабжение. Электроустановки дугового нагрева. (Тема 2.4) Математическое моделирование с использованием компактных моделей. (Часть 2)
Математическое моделирование с использованием компактных моделей. (Часть 2) 27 января математика
27 января математика лес богатство
лес богатство Совещание по вопросам организации и проведения специальной оценки условий труда в 2014 году
Совещание по вопросам организации и проведения специальной оценки условий труда в 2014 году Негізгі бөлу жұмыстары. Құрылыс осін шығару және бекіту
Негізгі бөлу жұмыстары. Құрылыс осін шығару және бекіту Цитаты Эрика Леннарда Берна
Цитаты Эрика Леннарда Берна 产品介绍. 产品编号
产品介绍. 产品编号 20160210_hlebobulochnye_izdeliya
20160210_hlebobulochnye_izdeliya 20160220_otchet_po_samoobrazovaniyu_1_polugodie_2014_god_-_kopiya
20160220_otchet_po_samoobrazovaniyu_1_polugodie_2014_god_-_kopiya Презентация1С_коляски2
Презентация1С_коляски2 Лето 8
Лето 8 Цифровые интегральные микросхемы (ИМС)
Цифровые интегральные микросхемы (ИМС) Автоматизация звуков и дифференциация звуков
Автоматизация звуков и дифференциация звуков Создание газеты средствами программы MS Publisher
Создание газеты средствами программы MS Publisher АСПОЖС: Автоматизированная система плановых осмотров железнодорожных составов
АСПОЖС: Автоматизированная система плановых осмотров железнодорожных составов ХижинаЧудес
ХижинаЧудес Лист посвящается квадратам
Лист посвящается квадратам Гигиена жилища
Гигиена жилища Структурная схема компьютера
Структурная схема компьютера Цифровые устройства и микропроцессоры
Цифровые устройства и микропроцессоры 20151008_zhivotnye_i_skazochnye_personazhi_v_vokalnoy_i_instrumentalnoy_muzyke_4_klass
20151008_zhivotnye_i_skazochnye_personazhi_v_vokalnoy_i_instrumentalnoy_muzyke_4_klass