- Проектирование и производство заготовок

Содержание
- 2. Рекомендуемая учебная и справочная литература по дисциплине Кондаков А.И. Выбор заготовок в машиностроении: справочник / А.И.
- 3. 1. ЦЕЛЬ И ЗАДАЧИ ИЗУЧЕНИЯ ДИСЦИПЛИНЫ 1.1 Цель преподавания дисциплины Дисциплина «Проектирование и производство заготовок» преследует
- 4. 1.2 Задачи изучения дисциплины Студент, успешно изучивший дисциплину должен знать: совершенные способы изготовления заготовок; оборудование для
- 5. 2. СОВРЕМЕННОЕ СОСТОЯНИЕ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА И ЕГО ОСНОВНАЯ ЗАДАЧА В настоящее время более 85% предприятий мирового
- 6. 3. ОБЩИЕ СВЕДЕНИЯ О ЗАГОТОВКАХ Заготовка – предмет труда, из которого изменением формы, размеров, свойств поверхности
- 7. Коэффициент использования материала находят из выражения где mД – масса детали; mН – масса всего израсходованного
- 8. Таблица 1 – Средние значения коэффициентов , , для заготовок из черных и цветных металлов Если
- 9. Себестоимость изготовления заготовки SЗ по заготовительному цеху определяется где МЗ – стоимость материалов для изготовления одной
- 10. где С – себестоимость изготовления детали, руб; СМЕХ – себестоимость изготовления детали в механическом цехе, руб.
- 11. Таблица 2 – Технологический анализ чертежа детали :
- 13. Скачать презентацию
Рекомендуемая учебная и справочная литература по дисциплине
Кондаков А.И. Выбор заготовок в
Рекомендуемая учебная и справочная литература по дисциплине
Кондаков А.И. Выбор заготовок в
1. ЦЕЛЬ И ЗАДАЧИ ИЗУЧЕНИЯ ДИСЦИПЛИНЫ
1.1 Цель преподавания дисциплины
Дисциплина «Проектирование
1. ЦЕЛЬ И ЗАДАЧИ ИЗУЧЕНИЯ ДИСЦИПЛИНЫ
1.1 Цель преподавания дисциплины
Дисциплина «Проектирование
1.2 Задачи изучения дисциплины
Студент, успешно изучивший дисциплину должен знать:
совершенные способы изготовления
1.2 Задачи изучения дисциплины
Студент, успешно изучивший дисциплину должен знать:
совершенные способы изготовления
2. СОВРЕМЕННОЕ СОСТОЯНИЕ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА
И ЕГО ОСНОВНАЯ ЗАДАЧА
В настоящее время
2. СОВРЕМЕННОЕ СОСТОЯНИЕ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА
И ЕГО ОСНОВНАЯ ЗАДАЧА
В настоящее время
3. ОБЩИЕ СВЕДЕНИЯ О ЗАГОТОВКАХ
Заготовка – предмет труда, из которого изменением
3. ОБЩИЕ СВЕДЕНИЯ О ЗАГОТОВКАХ
Заготовка – предмет труда, из которого изменением
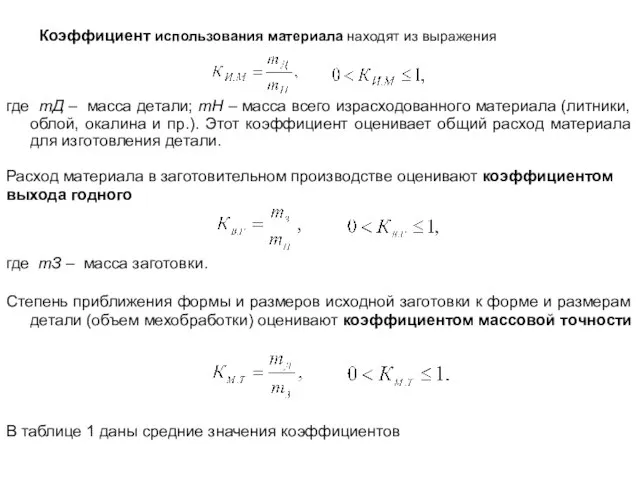
Коэффициент использования материала находят из выражения
где mД – масса детали; mН
Коэффициент использования материала находят из выражения
где mД – масса детали; mН
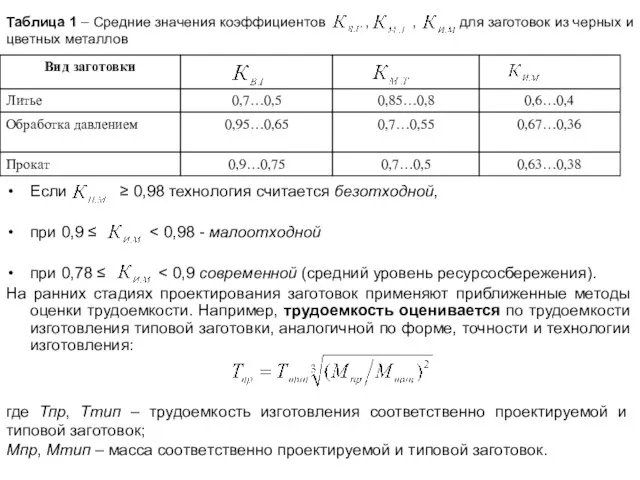
Таблица 1 – Средние значения коэффициентов , , для заготовок из
Таблица 1 – Средние значения коэффициентов , , для заготовок из
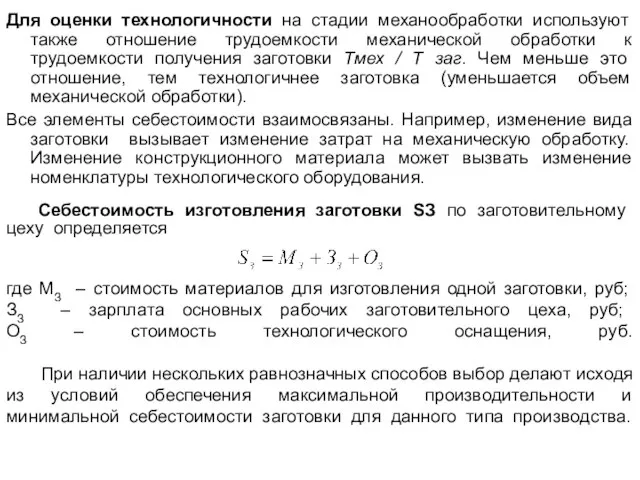
Себестоимость изготовления заготовки SЗ по заготовительному цеху определяется
где МЗ – стоимость
Себестоимость изготовления заготовки SЗ по заготовительному цеху определяется
где МЗ – стоимость
где С – себестоимость изготовления детали, руб;
СМЕХ – себестоимость изготовления
где С – себестоимость изготовления детали, руб;
СМЕХ – себестоимость изготовления

Таблица 2 – Технологический анализ чертежа детали :
Таблица 2 – Технологический анализ чертежа детали :
 Логистика железнодорожного транспорта. Поиск новых маршрутов
Логистика железнодорожного транспорта. Поиск новых маршрутов 20151125_prezentatsiya_obshchestvo_8_klass
20151125_prezentatsiya_obshchestvo_8_klass Правильное питание для здорового образа жизни
Правильное питание для здорового образа жизни Система ограниченных сигналов, повышения безопасности полетов СОС-3
Система ограниченных сигналов, повышения безопасности полетов СОС-3 countable,uncount.nouns
countable,uncount.nouns Никто не забыт - ничто не забыто
Никто не забыт - ничто не забыто Собрание по практике_2 курс ДБМ-201 202рб ДБМ 201 202учр ДНМ 201 ДБМ 201уп
Собрание по практике_2 курс ДБМ-201 202рб ДБМ 201 202учр ДНМ 201 ДБМ 201уп Оборудование для эксплуатации фонтанных скважин
Оборудование для эксплуатации фонтанных скважин Совершенствование управления закупками на примере АО НПК Уралвагонзавод
Совершенствование управления закупками на примере АО НПК Уралвагонзавод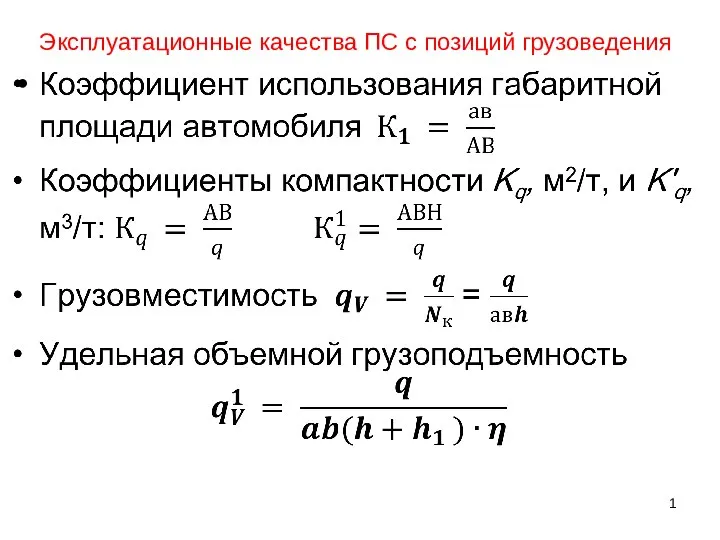 Эксплуатационные качества ПС с позиций грузоведения
Эксплуатационные качества ПС с позиций грузоведения How to find an internship
How to find an internship Тема 3 Производство и экономика
Тема 3 Производство и экономика MO_MVD
MO_MVD 20160201_ispolzovanie_metafory
20160201_ispolzovanie_metafory Учись рисовать
Учись рисовать Влияние алюмомагниевой шпинели на механические свойства огнеупорного бетона для желоба доменной печи
Влияние алюмомагниевой шпинели на механические свойства огнеупорного бетона для желоба доменной печи Презентация к ЛК 7
Презентация к ЛК 7 Великобритания и Франция. Кроссворд
Великобритания и Франция. Кроссворд правила защиты от коронавируса
правила защиты от коронавируса Храмы России
Храмы России Christmas Card Scratch
Christmas Card Scratch Бесплатный_шаблон_презентаций_13
Бесплатный_шаблон_презентаций_13 Моделирование фартуков
Моделирование фартуков кинонаблюдение-основа документального видео творчества
кинонаблюдение-основа документального видео творчества ПСД15оз Селькина. Сушко. Ш. Шварц
ПСД15оз Селькина. Сушко. Ш. Шварц Благодарение Богу, даровавшему нам победу Господом нашим Иисусом Христом!
Благодарение Богу, даровавшему нам победу Господом нашим Иисусом Христом! Процессы и аппараты. Теплообменные процессы
Процессы и аппараты. Теплообменные процессы Высокоглиноземистая керамика
Высокоглиноземистая керамика