- Проектирование литых заготовок

Содержание
- 2. 5.1 ВЫБОР СПОСОБА ИЗГОТОВЛЕНИЯ ОТЛИВКИ И ЕЕ ПОЛОЖЕНИЯ В ФОРМЕ Выбор способа литья определяется: материалом отливки,
- 3. 2. Отливки открытой коробчатой формы: колпаки, колеса и ролики со спицами, барабаны для мельниц, железнодорожные буксы,
- 4. 3. Отливки открытой коробчатой или цилиндрической формы: шкивы, корпуса и крышки редукторов, ребристые цилиндры, зубчатые колеса
- 5. 4. Отливки закрытой и частично открытой коробчатой или цилиндрической формы: станины, столы, основания прессов, молотов, корпусов
- 6. 5. Отливки закрытой коробчатой и цилиндрической формы особо ответственного назначения, а также комбинированные для изготовления станин
- 7. 6. Оливки закрытой коробчатой, цилиндрической формы. Внутренние полости особо сложной конфигурации, с наличием ленточных и кольцевых
- 8. Положение отливки в форме определяется способом литья, сложностью конструкции детали, точностью размеров, толщинами ее стенок и
- 9. Возможность использования одной плоскости разъема определяется по правилу световых теней. На отливке не должно быть затемненных
- 10. 5.2 ТЕХНОЛОГИЧНОСТЬ ОТЛИВОК Технологичность литой детали - конструктивные особенности, которые при наилучшем соответствии назначению детали обеспечивают
- 11. Обрабатываемые бобышки размещают на одном уровне. правильное неправильное
- 12. Ребра располагают в плоскости разъема формы и перпендикулярно к ней. правильное неправильное
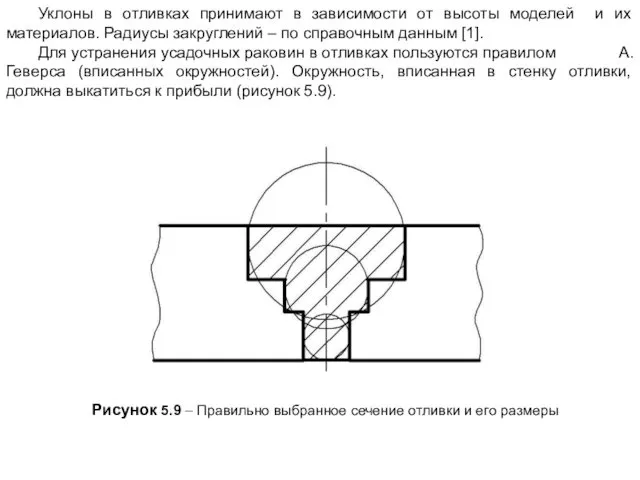
- 13. Уклоны в отливках принимают в зависимости от высоты моделей и их материалов. Радиусы закруглений – по
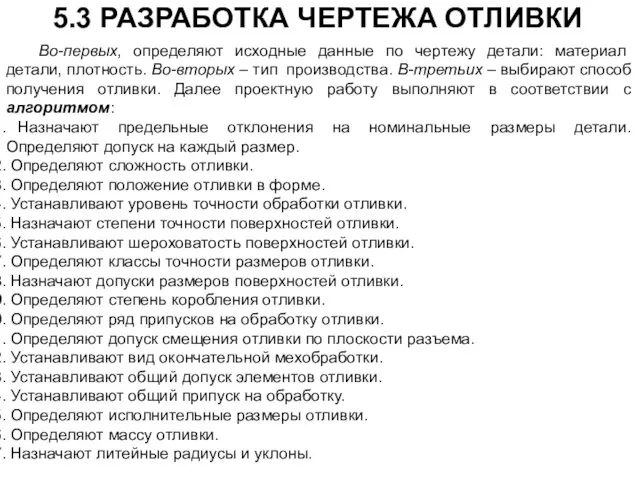
- 14. Во-первых, определяют исходные данные по чертежу детали: материал детали, плотность. Во-вторых – тип производства. В-третьих –
- 15. Рисунок 5.10 – Ось (Ал 5 ГОСТ 2685-75) На рисунке 5.10 представлен чертеж детали, а на
- 16. Рисунок 5.11 – Отливка
- 18. Скачать презентацию

5.1 ВЫБОР СПОСОБА ИЗГОТОВЛЕНИЯ ОТЛИВКИ И ЕЕ ПОЛОЖЕНИЯ В ФОРМЕ
Выбор способа
5.1 ВЫБОР СПОСОБА ИЗГОТОВЛЕНИЯ ОТЛИВКИ И ЕЕ ПОЛОЖЕНИЯ В ФОРМЕ
Выбор способа
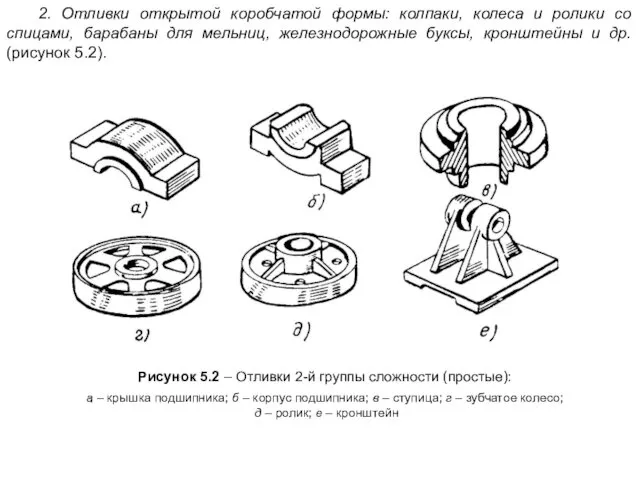
2. Отливки открытой коробчатой формы: колпаки, колеса и ролики со спицами,
2. Отливки открытой коробчатой формы: колпаки, колеса и ролики со спицами,

3. Отливки открытой коробчатой или цилиндрической формы: шкивы, корпуса и крышки
3. Отливки открытой коробчатой или цилиндрической формы: шкивы, корпуса и крышки
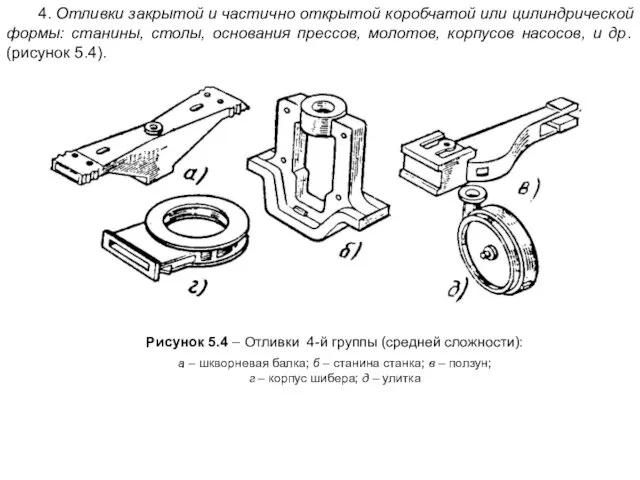
4. Отливки закрытой и частично открытой коробчатой или цилиндрической формы: станины,
4. Отливки закрытой и частично открытой коробчатой или цилиндрической формы: станины,
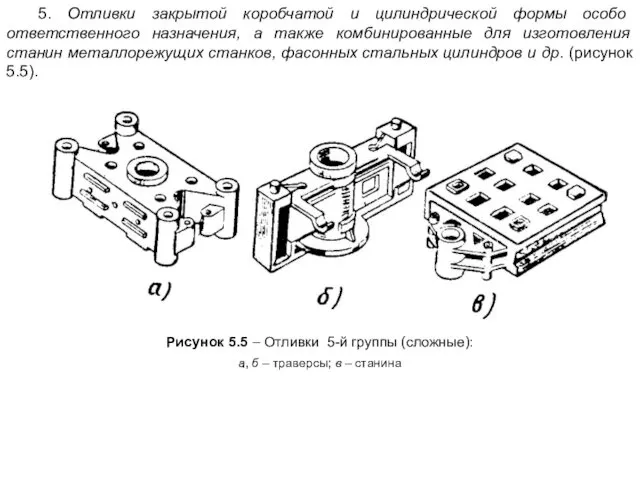
5. Отливки закрытой коробчатой и цилиндрической формы особо ответственного назначения, а
5. Отливки закрытой коробчатой и цилиндрической формы особо ответственного назначения, а
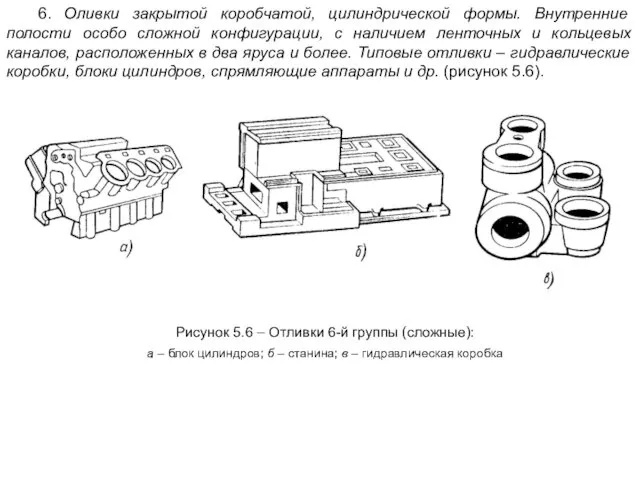
6. Оливки закрытой коробчатой, цилиндрической формы. Внутренние полости особо сложной конфигурации,
6. Оливки закрытой коробчатой, цилиндрической формы. Внутренние полости особо сложной конфигурации,
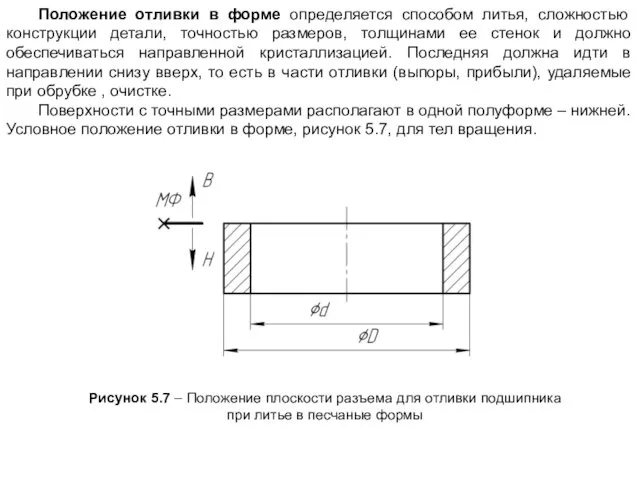
Положение отливки в форме определяется способом литья, сложностью конструкции детали, точностью
Положение отливки в форме определяется способом литья, сложностью конструкции детали, точностью
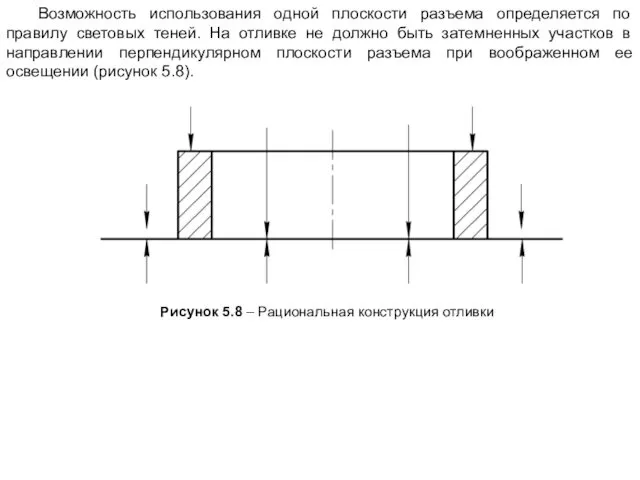
Возможность использования одной плоскости разъема определяется по правилу световых теней. На
Возможность использования одной плоскости разъема определяется по правилу световых теней. На

5.2 ТЕХНОЛОГИЧНОСТЬ ОТЛИВОК
Технологичность литой детали - конструктивные особенности, которые при
5.2 ТЕХНОЛОГИЧНОСТЬ ОТЛИВОК
Технологичность литой детали - конструктивные особенности, которые при
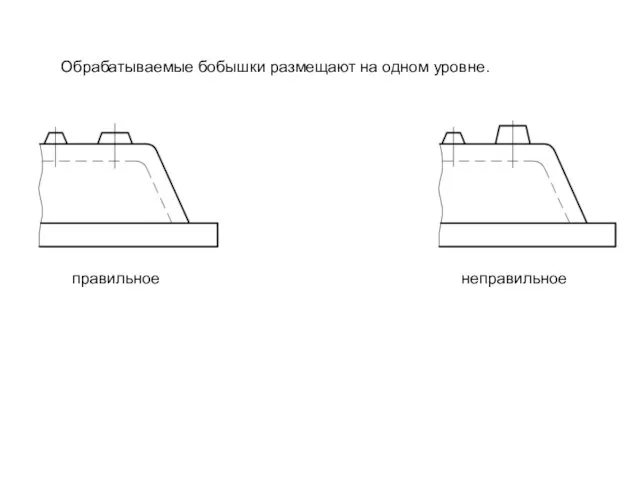
Обрабатываемые бобышки размещают на одном уровне.
правильное неправильное
Обрабатываемые бобышки размещают на одном уровне.
правильное неправильное
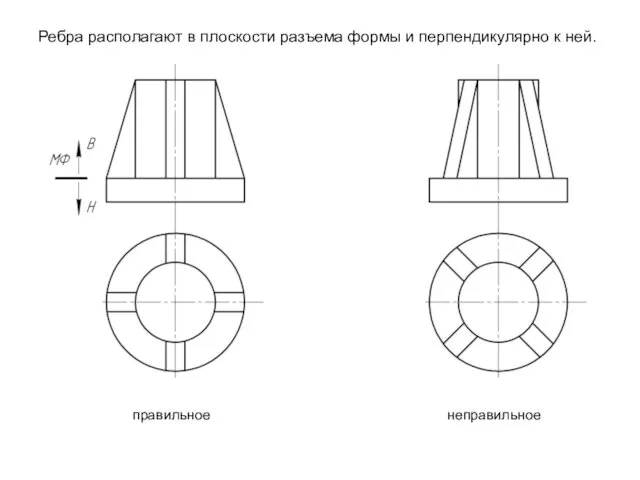
Ребра располагают в плоскости разъема формы и перпендикулярно к ней.
правильное
Ребра располагают в плоскости разъема формы и перпендикулярно к ней.
правильное
Уклоны в отливках принимают в зависимости от высоты моделей и их
Уклоны в отливках принимают в зависимости от высоты моделей и их
Во-первых, определяют исходные данные по чертежу детали: материал детали, плотность. Во-вторых
Во-первых, определяют исходные данные по чертежу детали: материал детали, плотность. Во-вторых
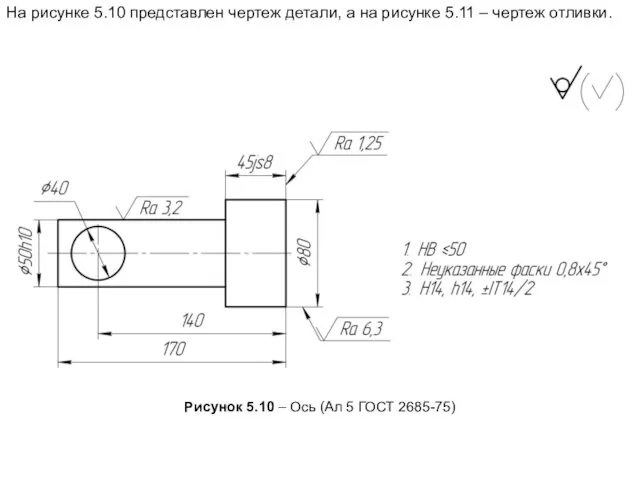
Рисунок 5.10 – Ось (Ал 5 ГОСТ 2685-75)
На рисунке 5.10 представлен
Рисунок 5.10 – Ось (Ал 5 ГОСТ 2685-75)
На рисунке 5.10 представлен
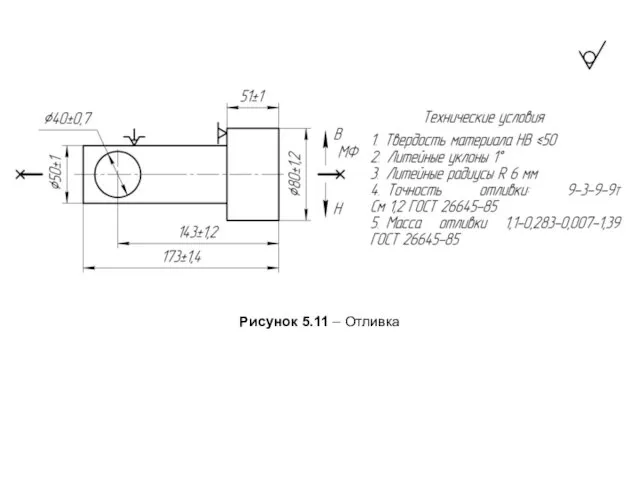
Рисунок 5.11 – Отливка
Рисунок 5.11 – Отливка
 History Of The Flash Drive
History Of The Flash Drive Современные услуги связи
Современные услуги связи Mediasistema_Finlyandii (1)
Mediasistema_Finlyandii (1) Пасха. Воскресение Христа
Пасха. Воскресение Христа Продукты природного преобразования нефтей
Продукты природного преобразования нефтей Психология в управлении: управление конфликтами, деловое общение
Психология в управлении: управление конфликтами, деловое общение Презентация к конспекту - Измерение сыпучих веществ
Презентация к конспекту - Измерение сыпучих веществ In Harmony with the World
In Harmony with the World Презентация Живая вода
Презентация Живая вода Виртуальная экскурсия по экспозиции музея шахтерская слава
Виртуальная экскурсия по экспозиции музея шахтерская слава Как стать web - дизайнером
Как стать web - дизайнером Инструктаж: Клеммные коробки
Инструктаж: Клеммные коробки Герои из мультфильма про юх
Герои из мультфильма про юх Управление инвестиционно-строительными комплексом. влияние внешней среды строительного предприятия
Управление инвестиционно-строительными комплексом. влияние внешней среды строительного предприятия Натуральные ткани
Натуральные ткани День здоровья 2.09.2020
День здоровья 2.09.2020 школьные годы
школьные годы Матрица_ 1 этап
Матрица_ 1 этап Законы и средства ландшафтной композиции
Законы и средства ландшафтной композиции Доска почета. Контролеры показавшие хороший результат в работе по инвентаризации потребителей
Доска почета. Контролеры показавшие хороший результат в работе по инвентаризации потребителей Применение технологии ТИСЭ для малоэтажного строительства
Применение технологии ТИСЭ для малоэтажного строительства Расчет необходимого количества подъемно транспортного оборудования для склада на примере ООО Лента
Расчет необходимого количества подъемно транспортного оборудования для склада на примере ООО Лента 20140302_primenenie_psikhologicheskoy_nauki_-_vazhneyshiy_faktor_povysheniya_effektivnosti_pedagogicheskikhtekhnologiy_obucheniya_matematiki
20140302_primenenie_psikhologicheskoy_nauki_-_vazhneyshiy_faktor_povysheniya_effektivnosti_pedagogicheskikhtekhnologiy_obucheniya_matematiki Урок мира
Урок мира Automate detection of current security threats
Automate detection of current security threats Заповеди Божьи
Заповеди Божьи 20131020_povtorenie_dat_7_klass
20131020_povtorenie_dat_7_klass СПП с несколькими придаточными
СПП с несколькими придаточными