- Производство изделий из порошковых материалов

Содержание
- 2. Введение Аддитивные технологии (АТ) получения металлических изделий относятся к наиболее перспективным и активно развивающимся направлениям производства
- 3. Гидридно-кальциевая технология получения порошкового сплава. Метод гидридно-кальциевого синтеза заключается в следующем. Шихта, состоящая из порошков оксидов
- 4. Теоретическое обоснование В ходе процесса синтеза сплавов, состоящих из нескольких компонентов, протекает ряд элементарных превращений. При
- 5. Для оценки влияния температуры восстановления были получены экспериментальные партии порошков сплава Ti—50Al при t = 900÷1200
- 6. Выбор режимов обработки базового порошка сплава 4822. Введение модифицирующей добавки оксида иттрия осуществляли с использованием ПЦМ
- 7. Вследствие недопустимого прироста концентрации кислорода в процессе обработки базового порошка в ПЦМ данный режим был исключен,
- 8. Морфология частиц базового порошка и распределение в нем добавки ???? после смешивания. Важной задачей при создании
- 9. В табл. 2 представлены результаты полуколичественного ЭД-анализа смеси, на основании которых построена карта распределения химических элементов,
- 10. По оптимизированной технологии спекания, отработанной на экспериментальных образцах, был получен спеченный электрод длиной 600 мм и
- 11. 2. Методы диспергирования расплавов Центробежное распыление представляет собой один из основных видов диспергирования расплавов металлов, имеющих
- 12. При других схемах диспергирования плавление металла проводят автономно, вне зоны распыления. Струю расплава подают на вращающийся
- 13. Диспергирование расплавов потоками энергоносителей На практике при использовании газа используют три основные схемы подачи (направления на
- 14. Ограниченное распространение имеет схема с горизонтальным расположением форсуночного устройства инжекционного типа. Подобная схема предусматривает подачу расплава
- 15. Бесконтактные методы распыления расплавов Бесконтактные методы диспергирования расплава основаны на использовании мощных импульсов электрического тока, пропускаемых
- 16. Рис. 5 Схемы бесконтактных методов распыления расплава: а – пропускание тока по струе расплава: 1 –
- 17. 3. Аддитивные технологии Аддитивные технологии производства позволяют изготавливать любое изделие послойно на основе компьютерной 3D-модели. Такой
- 18. Схематично различия в традиционном и аддитивном производстве можно изобразить следующей схемой:
- 19. Первые аддитивные системы производства работали главным образом с полимерными материалами. Сегодня 3D-принтеры, олицетворяющие аддитивное производство, способны
- 20. Селективное лазерное спекание Здесь строительным (модельным) материалом являются сыпучие, порошкообразные материалы, а лазер является не источником
- 21. Развитие этого направления в аддитивной технологий стимулировало и развитие технологий получения порошков металлов. На сегодняшний день
- 22. Процесс селективного спекания Машина TrumaForm LF 250 (Рис. 7) включает в себя два идентичных, герметично отделенных
- 23. Рис. 7 - Прямая лазерная формирование: машина TrumaForm LF 250. Селективное лазерное спекание является генеративным лазерным
- 25. Получение материала в порошковой металлургией Образцы, полученные методом порошковой металлургии, характеризуются высокой пористостью (П), что определяет
- 26. Преимущества: Технология лазерного спекание обладает несколькими достоинствами по сравнению с традиционными производственными методами. Наиболее очевидным является
- 27. Недостатки: • требуются мощный лазер и герметичная камера, в которой создается среда с малым содержанием кислорода;
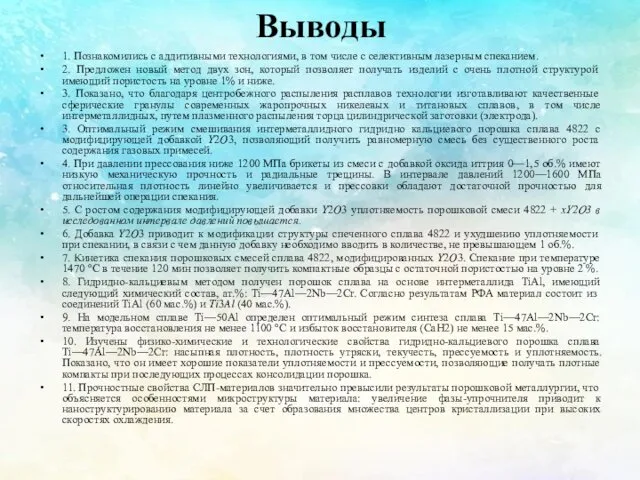
- 28. Выводы 1. Познакомились с аддитивными технологиями, в том числе с селективным лазерным спеканием. 2. Предложен новый
- 30. Скачать презентацию
Введение
Аддитивные технологии (АТ) получения металлических изделий относятся к наиболее перспективным и
Введение
Аддитивные технологии (АТ) получения металлических изделий относятся к наиболее перспективным и
Гидридно-кальциевая технология получения порошкового сплава.
Метод гидридно-кальциевого синтеза заключается в следующем.
Гидридно-кальциевая технология получения порошкового сплава.
Метод гидридно-кальциевого синтеза заключается в следующем.
Теоретическое обоснование
В ходе процесса синтеза сплавов, состоящих из нескольких компонентов, протекает
Теоретическое обоснование
В ходе процесса синтеза сплавов, состоящих из нескольких компонентов, протекает
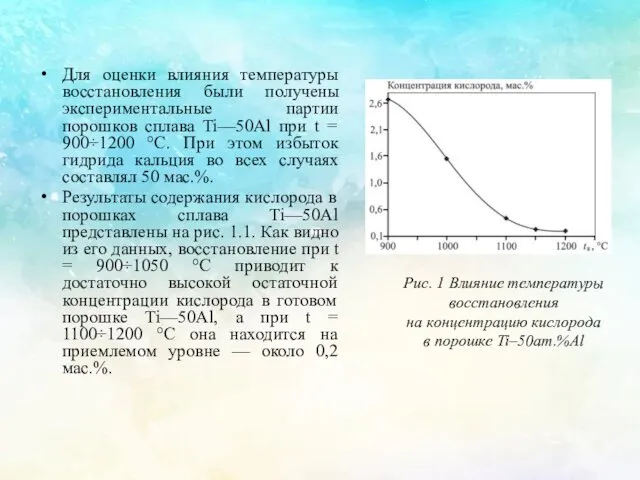
Для оценки влияния температуры восстановления были получены экспериментальные партии порошков сплава
Для оценки влияния температуры восстановления были получены экспериментальные партии порошков сплава
Выбор режимов обработки базового порошка сплава 4822.
Введение модифицирующей добавки оксида
Выбор режимов обработки базового порошка сплава 4822.
Введение модифицирующей добавки оксида
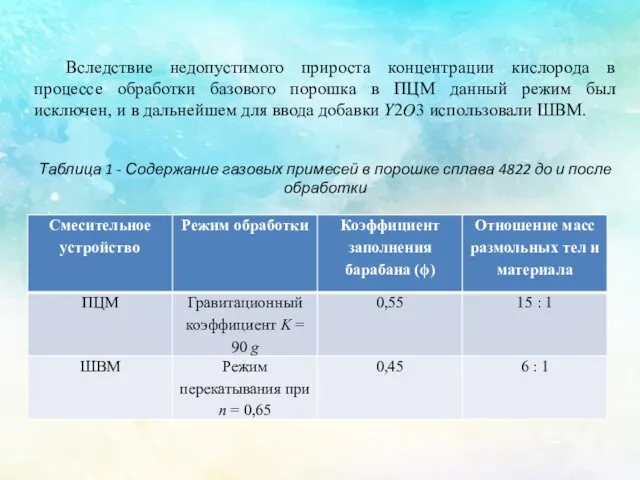
Вследствие недопустимого прироста концентрации кислорода в процессе обработки базового порошка в
Вследствие недопустимого прироста концентрации кислорода в процессе обработки базового порошка в
Морфология частиц базового порошка и распределение в нем добавки ???? после
Морфология частиц базового порошка и распределение в нем добавки ???? после
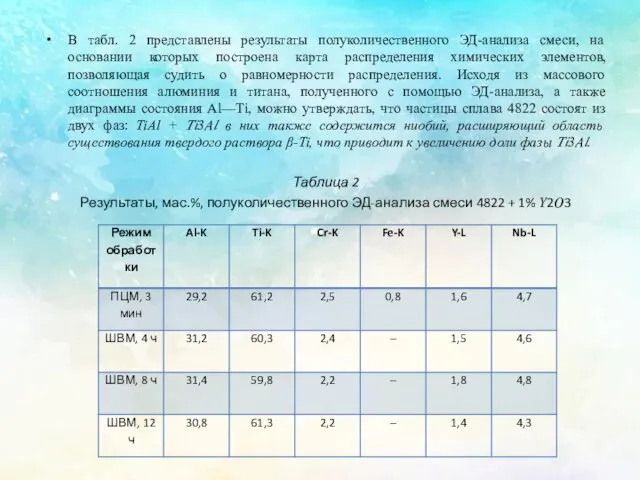
В табл. 2 представлены результаты полуколичественного ЭД-анализа смеси, на основании которых
В табл. 2 представлены результаты полуколичественного ЭД-анализа смеси, на основании которых
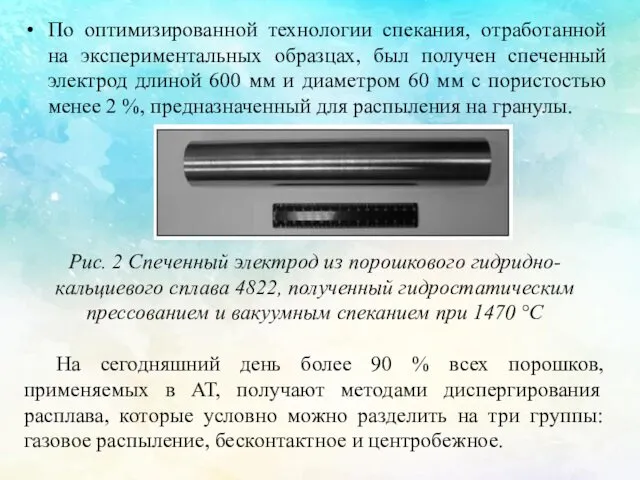
По оптимизированной технологии спекания, отработанной на экспериментальных образцах, был получен спеченный
По оптимизированной технологии спекания, отработанной на экспериментальных образцах, был получен спеченный
2. Методы диспергирования расплавов
Центробежное распыление представляет собой один из основных видов
2. Методы диспергирования расплавов
Центробежное распыление представляет собой один из основных видов
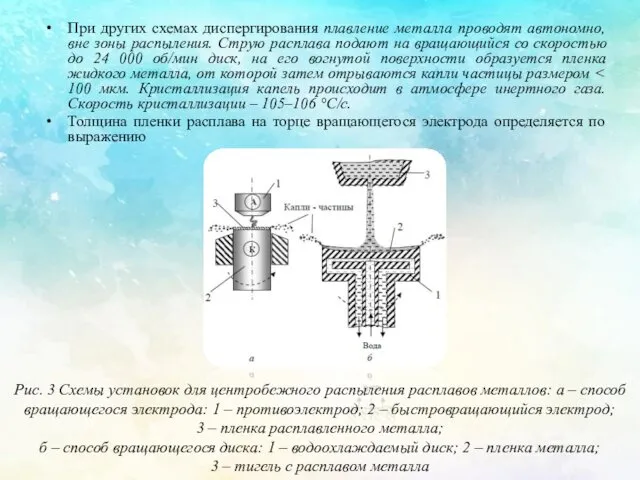
При других схемах диспергирования плавление металла проводят автономно, вне зоны распыления.
При других схемах диспергирования плавление металла проводят автономно, вне зоны распыления.
Диспергирование расплавов потоками энергоносителей
На практике при использовании газа используют три основные
Диспергирование расплавов потоками энергоносителей
На практике при использовании газа используют три основные
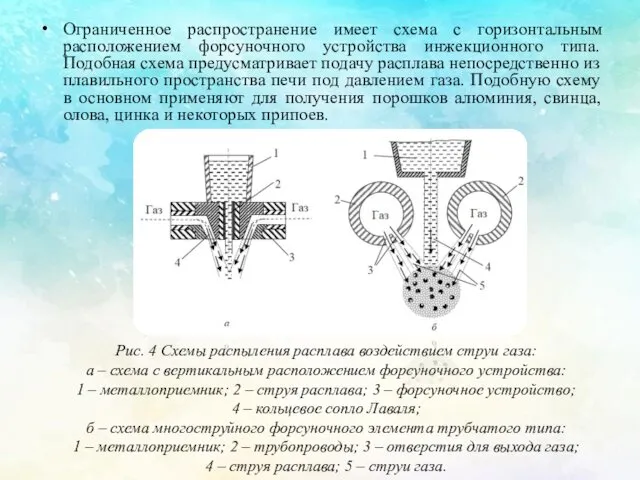
Ограниченное распространение имеет схема с горизонтальным расположением форсуночного устройства инжекционного типа.
Ограниченное распространение имеет схема с горизонтальным расположением форсуночного устройства инжекционного типа.
Бесконтактные методы распыления расплавов
Бесконтактные методы диспергирования расплава основаны на использовании
Бесконтактные методы распыления расплавов
Бесконтактные методы диспергирования расплава основаны на использовании
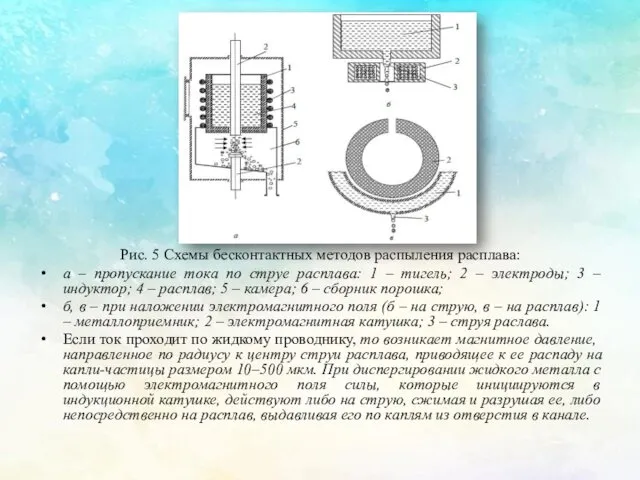
Рис. 5 Схемы бесконтактных методов распыления расплава:
а – пропускание тока
Рис. 5 Схемы бесконтактных методов распыления расплава:
а – пропускание тока

3. Аддитивные технологии
Аддитивные технологии производства позволяют изготавливать любое изделие послойно на
3. Аддитивные технологии
Аддитивные технологии производства позволяют изготавливать любое изделие послойно на

Схематично различия в традиционном и аддитивном производстве можно изобразить следующей схемой:
Схематично различия в традиционном и аддитивном производстве можно изобразить следующей схемой:
Первые аддитивные системы производства работали главным образом с полимерными материалами. Сегодня
Первые аддитивные системы производства работали главным образом с полимерными материалами. Сегодня
Селективное лазерное спекание
Здесь строительным (модельным) материалом являются сыпучие, порошкообразные материалы,
Селективное лазерное спекание
Здесь строительным (модельным) материалом являются сыпучие, порошкообразные материалы,
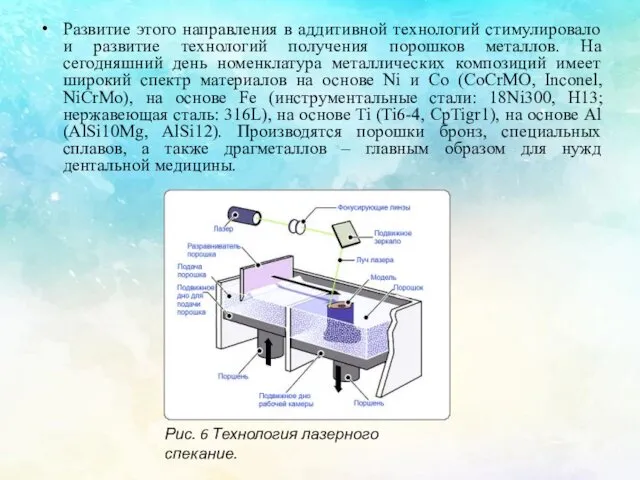
Развитие этого направления в аддитивной технологий стимулировало и развитие технологий получения
Развитие этого направления в аддитивной технологий стимулировало и развитие технологий получения
Процесс селективного спекания
Машина TrumaForm LF 250 (Рис. 7) включает в себя
Процесс селективного спекания
Машина TrumaForm LF 250 (Рис. 7) включает в себя
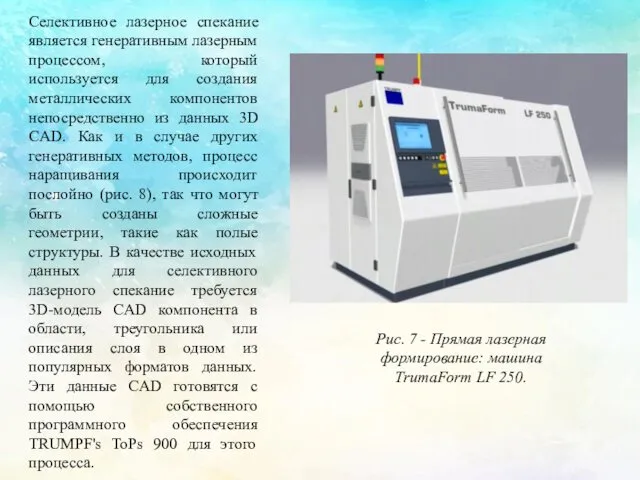
Рис. 7 - Прямая лазерная формирование: машина TrumaForm LF 250.
Селективное
Рис. 7 - Прямая лазерная формирование: машина TrumaForm LF 250.
Селективное
Получение материала в порошковой металлургией
Образцы, полученные методом порошковой металлургии, характеризуются
Получение материала в порошковой металлургией
Образцы, полученные методом порошковой металлургии, характеризуются
Преимущества:
Технология лазерного спекание обладает несколькими достоинствами по сравнению с традиционными
Преимущества:
Технология лазерного спекание обладает несколькими достоинствами по сравнению с традиционными
Недостатки:
• требуются мощный лазер и герметичная камера, в которой создается
Недостатки:
• требуются мощный лазер и герметичная камера, в которой создается
Выводы
1. Познакомились с аддитивными технологиями, в том числе с селективным
Выводы
1. Познакомились с аддитивными технологиями, в том числе с селективным
 Путешествие в сказку
Путешествие в сказку 20161118_magicheskiy_kvadrat
20161118_magicheskiy_kvadrat Рождество Христово
Рождество Христово Оборудование и мощности шатров с реновацией
Оборудование и мощности шатров с реновацией Производственные пощади
Производственные пощади СССР накануне Великой Отечетственной войны
СССР накануне Великой Отечетственной войны 220722 Маркетинг ивент_фотозона
220722 Маркетинг ивент_фотозона педсовет Взаимод с семьей
педсовет Взаимод с семьей Презентація_Обстеження_обєктів_Михайло_Жужа_Віктор_Носенко_09_06
Презентація_Обстеження_обєктів_Михайло_Жужа_Віктор_Носенко_09_06 Бифштекс с яйцом
Бифштекс с яйцом Фотосъёмка промышленного и индустриального пейзажей
Фотосъёмка промышленного и индустриального пейзажей Крым - колыбель русского православия
Крым - колыбель русского православия Методы расчёта диафрагм жёсткости по нелинейной деформационной модели с использованием ПК SCAD
Методы расчёта диафрагм жёсткости по нелинейной деформационной модели с использованием ПК SCAD Профессиональное выгорание медицинских работников
Профессиональное выгорание медицинских работников Личность исудьба писателя А.Грина
Личность исудьба писателя А.Грина Чем заняться дома с дошкольником
Чем заняться дома с дошкольником Измеритель защитного слоя бетона Поиск - 2.5. Основные технические характеристики. (Тема 3.2)
Измеритель защитного слоя бетона Поиск - 2.5. Основные технические характеристики. (Тема 3.2) ТемаПостоян.магниты
ТемаПостоян.магниты Трансформаторы с магнитопроводом из аморфной стали
Трансформаторы с магнитопроводом из аморфной стали Покормите птиц зимой
Покормите птиц зимой 20120402_o_zhenshchine_s_rebyonkom_na_rukah-_prezentaciya
20120402_o_zhenshchine_s_rebyonkom_na_rukah-_prezentaciya Микропроцессор Intel 8086
Микропроцессор Intel 8086 Доббль: Цифры и формы
Доббль: Цифры и формы Великолепная семерка скаутов. Фотоальбом
Великолепная семерка скаутов. Фотоальбом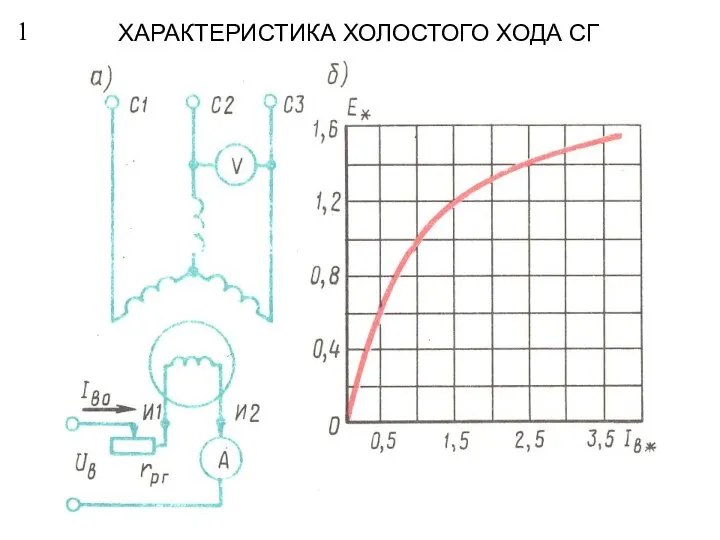 Характеристика холостого хода СГ
Характеристика холостого хода СГ Бытовые электроинструменты
Бытовые электроинструменты Создание логотипа
Создание логотипа Соответствие внешнего вида официанта санитарно-гигиеническим требованиям. Наличие предметов, необходимых для работы официанта
Соответствие внешнего вида официанта санитарно-гигиеническим требованиям. Наличие предметов, необходимых для работы официанта