- Разметка металла

Содержание
- 2. Цели и задачи знать: основные виды слесарных работ, порядок их выполнения, применяемые инструменты и приспособления; технику
- 3. Разметкой называется операция, состоящая в переносе на поверхность заготовки с чертежа или образца размерных точек или
- 4. В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
- 5. Плоскостная разметка Плоскостная разметка, выполняемая обычно на поверхностях плоских деталей, на полосовом и листовом материале, заключается
- 6. Инструмент Разметка заключается в нанесении на заготовку линий и точек, указывающих контуры размечаемой детали. Для этой
- 7. Чертилка Чертилки являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой
- 8. Чертилки Чертилка с отогнутым концом Круглая чертилка Чертилка со вставной иглой Карманная чертилка
- 9. Разметочные циркули Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и углов на равные
- 10. Разметочный штангенциркуль
- 11. Кернер Кернер - слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных линиях (керны делают
- 12. Обыкновенный кернер Различают кернеры обыкновенные, специальные, пружинные, механические, электрические и др.
- 13. Центроискатели а - колокол, б - лазерный, в - угольник
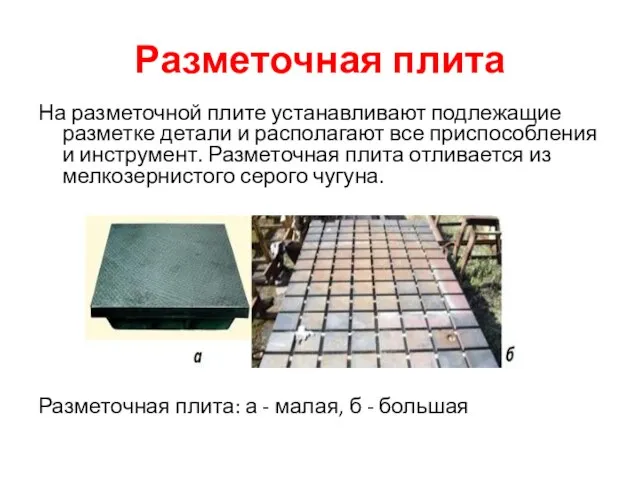
- 14. Разметочная плита На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная
- 15. Угольники Угольник - несложное приспособление, применяемое при разметке прямых углов. Также с его помощью выполняется контроль
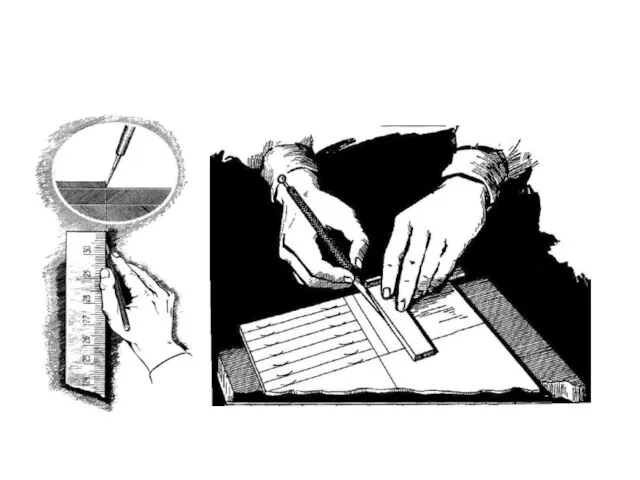
- 16. Приемы, последовательность и точность разметки Прежде чем приступить к разметке, внимательно проверяют заготовку (нет ли на
- 17. Выбор базы при разметке Правильный выбор базы при разметке определяет качество последней. Выбор разметочных баз зависит
- 18. Базу выбирают, руководствуясь следующими правилами: если на заготовке имеется хотя бы одна обработанная поверхность, принимают за
- 20. Накернивание разметочных линий
- 21. Способы разметки Разметка по шаблону Разметка по образцу отличается тем, что не требует изготовления шаблона. Этот
- 22. Дефекты несоответствие размеров размеченной заготовки данным чертежа вследствие невнимательности разметчика или неточности разметочного инструмента неточность установки
- 24. Скачать презентацию
Цели и задачи
знать:
основные виды слесарных работ, порядок их выполнения, применяемые инструменты
Цели и задачи
знать:
основные виды слесарных работ, порядок их выполнения, применяемые инструменты
Разметкой называется операция, состоящая в переносе на поверхность заготовки с чертежа или
Разметкой называется операция, состоящая в переносе на поверхность заготовки с чертежа или
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
Плоскостная разметка
Плоскостная разметка, выполняемая обычно на поверхностях плоских деталей, на полосовом
Плоскостная разметка
Плоскостная разметка, выполняемая обычно на поверхностях плоских деталей, на полосовом
Инструмент
Разметка заключается в нанесении на заготовку линий и точек, указывающих контуры
Инструмент
Разметка заключается в нанесении на заготовку линий и точек, указывающих контуры
Чертилка
Чертилки являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки
Чертилка
Чертилки являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки

Чертилки
Чертилка с отогнутым концом
Круглая чертилка
Чертилка со вставной иглой
Карманная чертилка
Чертилки
Чертилка с отогнутым концом
Круглая чертилка
Чертилка со вставной иглой
Карманная чертилка

Разметочные циркули
Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и
Разметочные циркули
Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и

Разметочный штангенциркуль
Разметочный штангенциркуль
Кернер
Кернер - слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных
Кернер
Кернер - слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных

Обыкновенный кернер
Различают кернеры обыкновенные, специальные, пружинные, механические, электрические и др.
Обыкновенный кернер
Различают кернеры обыкновенные, специальные, пружинные, механические, электрические и др.

Центроискатели
а - колокол, б - лазерный, в - угольник
Центроискатели
а - колокол, б - лазерный, в - угольник
Разметочная плита
На разметочной плите устанавливают подлежащие разметке детали и располагают все
Разметочная плита
На разметочной плите устанавливают подлежащие разметке детали и располагают все

Угольники
Угольник - несложное приспособление, применяемое при разметке прямых углов. Также с его
Угольники
Угольник - несложное приспособление, применяемое при разметке прямых углов. Также с его
Приемы, последовательность и точность разметки
Прежде чем приступить к разметке, внимательно проверяют
Приемы, последовательность и точность разметки
Прежде чем приступить к разметке, внимательно проверяют
Выбор базы при разметке
Правильный выбор базы при разметке определяет качество последней.
Выбор базы при разметке
Правильный выбор базы при разметке определяет качество последней.
Базу выбирают, руководствуясь следующими правилами:
если на заготовке имеется хотя бы одна
Базу выбирают, руководствуясь следующими правилами:
если на заготовке имеется хотя бы одна

Накернивание разметочных линий
Накернивание разметочных линий
Способы разметки
Разметка по шаблону
Разметка по образцу отличается тем, что не требует изготовления
Способы разметки
Разметка по шаблону
Разметка по образцу отличается тем, что не требует изготовления
Дефекты
несоответствие размеров размеченной заготовки данным чертежа вследствие невнимательности разметчика или неточности
Дефекты
несоответствие размеров размеченной заготовки данным чертежа вследствие невнимательности разметчика или неточности
 Новинки устройств ПК
Новинки устройств ПК Kovaleva_Tatyana
Kovaleva_Tatyana Мультимедийное сопровождение лекционного курса дисциплины Теоретические основы проектирования. Промышленные здания
Мультимедийное сопровождение лекционного курса дисциплины Теоретические основы проектирования. Промышленные здания Сушка древесины
Сушка древесины my education
my education Нано-электромеханические устройства
Нано-электромеханические устройства Способы выплавки стали
Способы выплавки стали ООО Современные энергосберегающие технологии
ООО Современные энергосберегающие технологии В.И Грайфер легенда нефтяной промышленности
В.И Грайфер легенда нефтяной промышленности Основные товарные группы (количество моделей в SS2022)
Основные товарные группы (количество моделей в SS2022) С праздником 8 марта
С праздником 8 марта Моделирование и расчет конструкций административного здания
Моделирование и расчет конструкций административного здания zanyatie
zanyatie Культурные практики в проектной деятельности дошкольников
Культурные практики в проектной деятельности дошкольников Честь или участь
Честь или участь 20161201_prezentatsiya_k_uroku_no1
20161201_prezentatsiya_k_uroku_no1 Силовая схема и аппараты электропоездов ЭД4М и ЭП2Д. Схемы 2
Силовая схема и аппараты электропоездов ЭД4М и ЭП2Д. Схемы 2 Знатоки Республики Коми
Знатоки Республики Коми Установочные элементы приспособлений
Установочные элементы приспособлений Рецепты. Эмульсии на Uvinul Easy
Рецепты. Эмульсии на Uvinul Easy Классификация судов
Классификация судов Основы проектирования вертолетов. Трансмиссия вертолета
Основы проектирования вертолетов. Трансмиссия вертолета Исполнительная съемка Подготовка пакета документов на размещение в ГИСОГД
Исполнительная съемка Подготовка пакета документов на размещение в ГИСОГД Мы в ответе за тех кого приручили Котопес
Мы в ответе за тех кого приручили Котопес Классификация швов
Классификация швов Канто 1
Канто 1 Определение приоритетных целей
Определение приоритетных целей Устройство асинхронного двигателя с короткозамкнутым ротором
Устройство асинхронного двигателя с короткозамкнутым ротором