- Способы выплавки стали

Содержание
- 2. Мартеновский способ. Марте́новская печь (марте́н) — печь для переработки передельного чугуна и лома в сталь нужного
- 3. Мартеновский способ также зависит от состава шихты, используемой при плавке. Различают такие разновидности мартеновского способа выплавки
- 4. Схема работы Мартена A. Вдувание газо-воздушной смеси B. Теплообменник (нагрев) C. Жидкий чугун D. Горн E.
- 5. Мартеновский процесс можно разделить на периоды: Заправка печи. На этом этапе поддерживается рабочее состояние всех элементов
- 6. Доводка. Суть этапа доводки состоит в том, чтобы довести полученную сталь до нужного химического состава. Для
- 7. Мартеновская печь на ММК
- 8. 2. Конверторный способ. Конвертерное производство — получение стали в сталеплавильных агрегатах-конвертерах путём продувки жидкого чугуна воздухом
- 9. Плавление чугуна и образование стали в конвертерных печах. Сначала конвертер наполняют скрапом (А), наклонив его при
- 11. Возможны два способа производства стали в конвертерах: бессемеровс-кий и томасовский Бессемеровский способ. Бессемеровским способом происходит переработка
- 12. Преимуществом конверторных способов производства стали является незначительный расход топлива и небольшой расход других видов энергии на
- 13. 3. Получение стали в электропечах Для получения стали электрометаллургическим процессом наиболее широко применяют дуговые электропечи прямого
- 14. В электропечах получают стали точно заданного химического состава с незначительным содержанием серы, фосфора и кислорода. При
- 15. Схема дуговых электропечей с разными способами нагрева: 1- съемный свод печи; 2- завалочное окно; 3- механизм
- 16. Электропечь на ООО «ЮРМАШЗАВОД» Электропечь на ОАО «ММК»
- 17. Дуговые электропечи, различают по способу нагрева: печи прямого действия (а) печи косвенного действия (б) и печи
- 18. Получение стали в дуговых электрических печах имеет неоспоримые преимущества, важнейшими из которых являются очень высокое качество
- 19. 4. Устройство и работа индукционных печей. Индукционные печи отличаются от дуговых способом подвода энергии к расплав-ленному
- 20. Схема индукционной печи 1 – каркас; 2 – подовая плита; 3 – водоохлаждаемый индуктор; 4 –
- 21. Индукционная печь на Барнаульском Станкостроительном Заводе
- 22. Индукционная плавка имеет ряд преимуществ перед другими видами плавки: В индукционных печах происходит перемешивание расплава за
- 23. 5. Электроннолучевая плавка металлов. Для получения особо чистых металлов и сплавов используют электроннолучевую плавку. Плавка основана
- 24. Схема электронно-лучевой печи 1 – электронная пушка; 2 – электронный пучок; 3 – плавильная камера; 4
- 26. Скачать презентацию
Мартеновский способ.
Марте́новская печь (марте́н) — печь для переработки передельного чугуна и лома в сталь нужного химического
Мартеновский способ.
Марте́новская печь (марте́н) — печь для переработки передельного чугуна и лома в сталь нужного химического
Мартеновский способ также зависит от состава шихты, используемой при плавке. Различают такие
Мартеновский способ также зависит от состава шихты, используемой при плавке. Различают такие

Схема работы Мартена
A. Вдувание газо-воздушной смеси B. Теплообменник (нагрев) C.
Схема работы Мартена
A. Вдувание газо-воздушной смеси B. Теплообменник (нагрев) C.
Мартеновский процесс можно разделить на периоды:
Заправка печи. На этом этапе поддерживается
Мартеновский процесс можно разделить на периоды: Заправка печи. На этом этапе поддерживается
Доводка. Суть этапа доводки состоит в том, чтобы довести полученную сталь
Доводка. Суть этапа доводки состоит в том, чтобы довести полученную сталь

Мартеновская печь на ММК
Мартеновская печь на ММК
2. Конверторный способ.
Конвертерное производство — получение стали в сталеплавильных агрегатах-конвертерах путём продувки жидкого чугуна воздухом или кислородом. Превра-щение чугуна
2. Конверторный способ. Конвертерное производство — получение стали в сталеплавильных агрегатах-конвертерах путём продувки жидкого чугуна воздухом или кислородом. Превра-щение чугуна
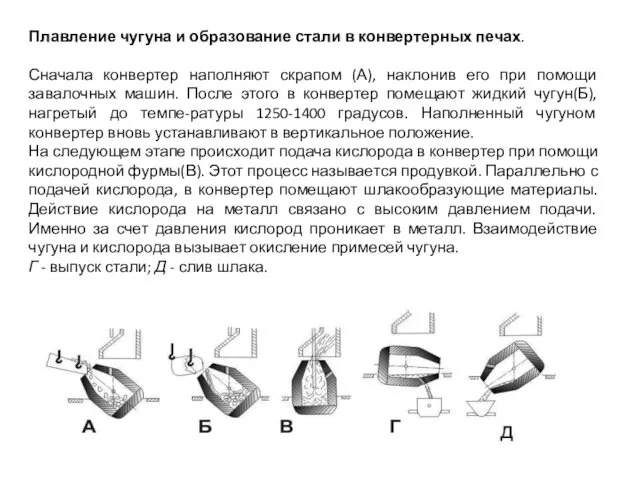
Плавление чугуна и образование стали в конвертерных печах.
Сначала конвертер наполняют скрапом
Плавление чугуна и образование стали в конвертерных печах.
Сначала конвертер наполняют скрапом

Возможны два способа производства стали в конвертерах: бессемеровс-кий и томасовский
Бессемеровский способ. Бессемеровским
Возможны два способа производства стали в конвертерах: бессемеровс-кий и томасовский
Бессемеровский способ. Бессемеровским
Преимуществом конверторных способов производства стали является незначительный расход топлива и небольшой
Преимуществом конверторных способов производства стали является незначительный расход топлива и небольшой
3. Получение стали в электропечах
Для получения стали электрометаллургическим процессом наиболее широко
3. Получение стали в электропечах
Для получения стали электрометаллургическим процессом наиболее широко
В электропечах получают стали точно заданного химического состава с незначительным
В электропечах получают стали точно заданного химического состава с незначительным
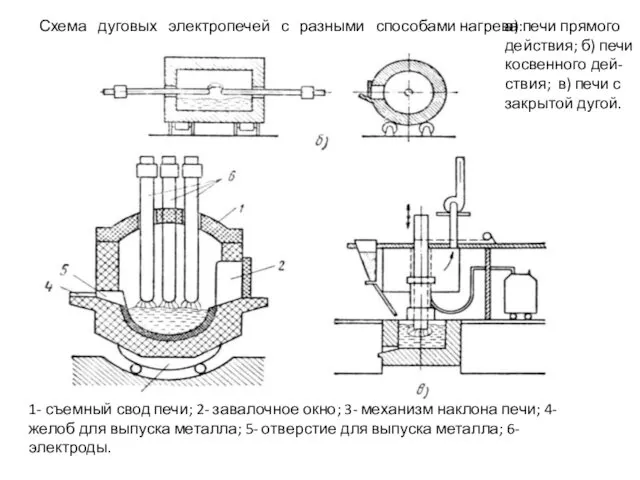
Схема дуговых электропечей с разными способами нагрева:
1- съемный свод печи; 2- завалочное
Схема дуговых электропечей с разными способами нагрева:
1- съемный свод печи; 2- завалочное

Электропечь на ООО «ЮРМАШЗАВОД»
Электропечь на ОАО «ММК»
Электропечь на ООО «ЮРМАШЗАВОД»
Электропечь на ОАО «ММК»
Дуговые электропечи, различают по способу нагрева: печи прямого действия (а) печи косвенного действия
Дуговые электропечи, различают по способу нагрева: печи прямого действия (а) печи косвенного действия
Получение стали в дуговых электрических печах имеет неоспоримые преимущества, важнейшими из
Получение стали в дуговых электрических печах имеет неоспоримые преимущества, важнейшими из
4. Устройство и работа индукционных печей.
Индукционные печи отличаются от дуговых
4. Устройство и работа индукционных печей.
Индукционные печи отличаются от дуговых
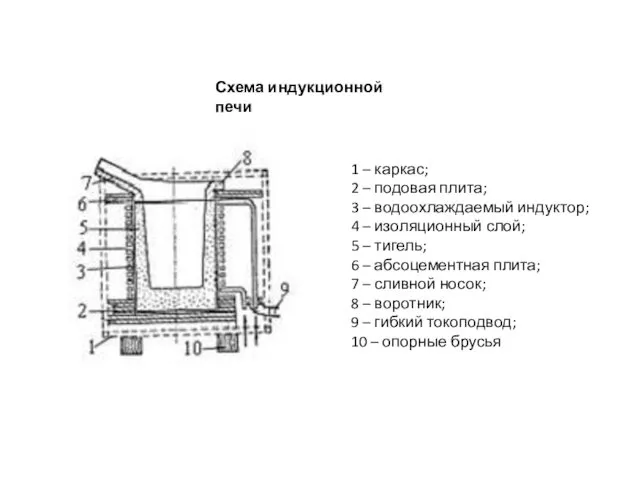
Схема индукционной печи
1 – каркас;
2 – подовая плита;
3
Схема индукционной печи
1 – каркас;
2 – подовая плита;
3

Индукционная печь на Барнаульском Станкостроительном Заводе
Индукционная печь на Барнаульском Станкостроительном Заводе
Индукционная плавка имеет ряд преимуществ перед другими видами плавки:
В индукционных
Индукционная плавка имеет ряд преимуществ перед другими видами плавки:
В индукционных
5. Электроннолучевая плавка металлов.
Для получения особо чистых металлов и сплавов
5. Электроннолучевая плавка металлов.
Для получения особо чистых металлов и сплавов
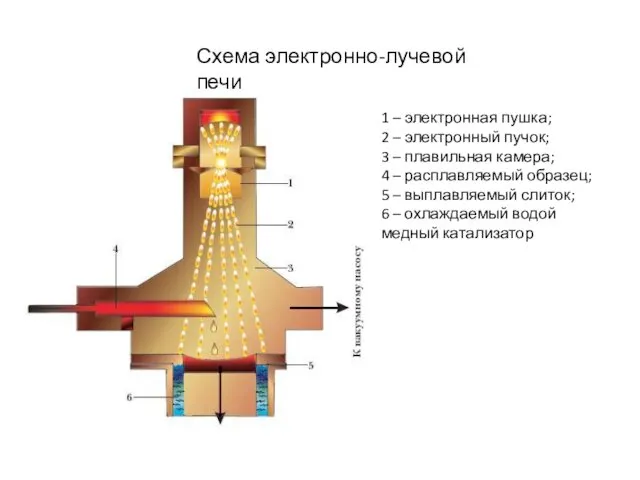
Схема электронно-лучевой печи
1 – электронная пушка;
2 – электронный пучок;
3
Схема электронно-лучевой печи
1 – электронная пушка;
2 – электронный пучок;
3
 Режимы работы скважин
Режимы работы скважин Моя деятельность и мои успехи в работе школьной медиации
Моя деятельность и мои успехи в работе школьной медиации Объединение компетенций ВУЗОв и предприятий радиоэлектронной промышленности Воронежской области в рамках Сквозных проектов
Объединение компетенций ВУЗОв и предприятий радиоэлектронной промышленности Воронежской области в рамках Сквозных проектов Кранды іске қосу және тапсыру жұмыстары
Кранды іске қосу және тапсыру жұмыстары Россер Ривз и теория УТП. (теория уникального торгового предложения)
Россер Ривз и теория УТП. (теория уникального торгового предложения) Металлические конструкции. Изготовление стали, свойства, классификация. (Лекция 3)
Металлические конструкции. Изготовление стали, свойства, классификация. (Лекция 3) Виды оборудования для упаковки хлебобулочных изделий
Виды оборудования для упаковки хлебобулочных изделий ЖК Акварель
ЖК Акварель О катании на велосипеде
О катании на велосипеде Виды тканей
Виды тканей Технико-экономическое обоснование диагностирования устройств, хранения информации (НЖМД) сервера узла диспетчерского управления
Технико-экономическое обоснование диагностирования устройств, хранения информации (НЖМД) сервера узла диспетчерского управления Обучение_Вероника
Обучение_Вероника ООО Норильскникельремонт
ООО Норильскникельремонт С Днём рождения мама
С Днём рождения мама История развития часов
История развития часов Химчистка мягкой мебели и ковров
Химчистка мягкой мебели и ковров Электропривод
Электропривод Зимняя дорога
Зимняя дорога Концепт-модель взаимодействия с реальностью
Концепт-модель взаимодействия с реальностью 20150709_prezentatsiya_4_klass
20150709_prezentatsiya_4_klass Чорна металургія
Чорна металургія Земля отцов моих. Виртуальная выставка-панорама
Земля отцов моих. Виртуальная выставка-панорама 20141111_individualnyy_plan_profeccionalnogo_razvitiya_-
20141111_individualnyy_plan_profeccionalnogo_razvitiya_- Комплаенс Тренинг с обновленной информацией по промоции препаратов
Комплаенс Тренинг с обновленной информацией по промоции препаратов Моделирование и системные исследования объектов. Технологический процесс изготовления швейного изделия
Моделирование и системные исследования объектов. Технологический процесс изготовления швейного изделия Гетероциклические азотсодержащие соединения
Гетероциклические азотсодержащие соединения Основы автоматизированного проектирования электромеханических преобразователей энергии
Основы автоматизированного проектирования электромеханических преобразователей энергии 20151117_obmen_torgovlya_reklama
20151117_obmen_torgovlya_reklama