- Установочные элементы приспособлений

Содержание
- 2. Основные опоры - элементы, лишающие заготовку при установке всех или нескольких степеней свободы, определяющие положение заготовки
- 3. Установочные элементы должны удовлетворять требованиям: число и расположение опор должно обеспечивать необходимое базирование заготовки, устойчивость и
- 4. Основные опоры: опорные штыри опорные пластины опорные шайбы Вспомогательных опоры: самоустанавливающиеся опоры (быстродействующие, с возможностью одновременного
- 5. Опорные штыри (ГОСТ 13440-68, ГОСТ 13441-68, ГОСТ 13442-68): а - с плоской головкой для установки детали
- 6. Примеры применения постоянных опор (г,д)
- 7. Опорные пластины двух типов ГОСТ 4743-68: а – плоские для установки заготовок с обработанными базами больших
- 8. Регулируемые винтовые опоры по ГОСТ 4085-68 и ГОСТ 4086-68 (1 - регулируемый винт)
- 10. Самоустанавливающаяся одноточечная опора (1 - рукоятка; 2 - обрабатываемая деталь; 3, 6 - винты; 4, 5
- 12. Подводимая одноточечная клиновая опора (1 - обрабатываемая деталь; 2 - регулируемый винт; 3 - плунжер; 4
- 13. Опоры при базировании по наружной цилиндрической поверхности: призмы (используются наиболее часто); втулки. В приспособлениях используют призмы
- 14. Призма ГОСТ 12195-68 При установке заготовок с чисто обработанными базами применяют призмы с широкими опорными поверхностями
- 15. Для установки по черновым базам применяют точечные опоры, запрессованные в рабочие поверхности призмы. При установке длинных
- 20. Опоры при базировании заготовок по отверстию: пальцы оправки Конструктивно оправки делят на жесткие и разжимные (цанговые,
- 21. Пальцы постоянные и сменные Элементы для установки заготовок по наружным и внутренним цилиндрическим поверхностям: а, б,
- 24. Центровые оправки для установки цилиндрических заготовок в центрах на токарном станке: а - конусная для высокой
- 25. Различные конструктивные формы центров показаны на рис. 61. Схема установки на обычный жесткий центр показана на
- 26. При использовании роликов применяют патроны (рис. 65), где установочные элементы, в данном случае ролики, крепят в
- 27. При использовании традиционного приспособления с жесткими базирующими элементами и плоскими прихватами заготовки с исходной погрешностью формы
- 29. Графическое обозначение опор
- 30. Основные формы рабочей поверхности
- 31. Обозначение установочных устройств
- 33. Скачать презентацию
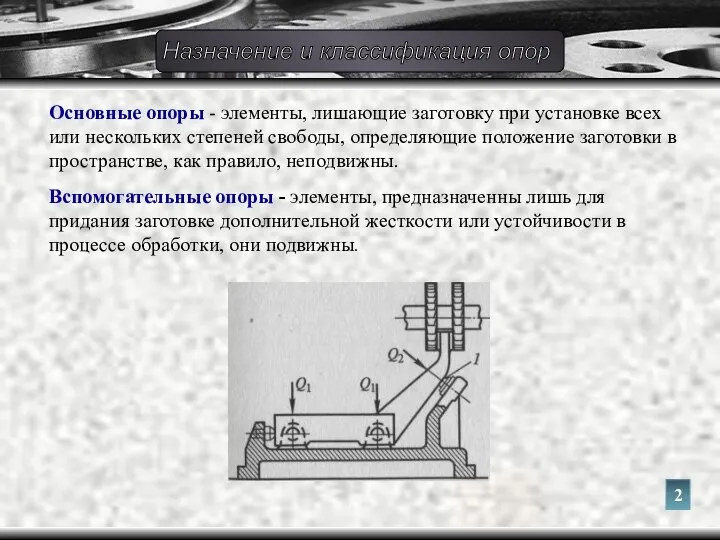
Основные опоры - элементы, лишающие заготовку при установке всех или нескольких
Основные опоры - элементы, лишающие заготовку при установке всех или нескольких
Установочные элементы должны удовлетворять требованиям:
число и расположение опор должно обеспечивать
Установочные элементы должны удовлетворять требованиям:
число и расположение опор должно обеспечивать
Основные опоры:
опорные штыри
опорные пластины
опорные шайбы
Вспомогательных опоры:
самоустанавливающиеся
Основные опоры:
опорные штыри
опорные пластины
опорные шайбы
Вспомогательных опоры:
самоустанавливающиеся

Опорные штыри (ГОСТ 13440-68, ГОСТ 13441-68, ГОСТ 13442-68):
а - с
Опорные штыри (ГОСТ 13440-68, ГОСТ 13441-68, ГОСТ 13442-68):
а - с
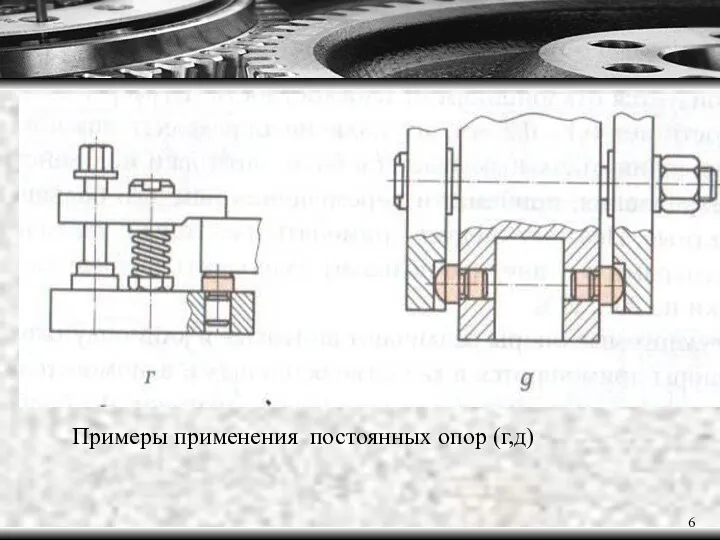
Примеры применения постоянных опор (г,д)
Примеры применения постоянных опор (г,д)

Опорные пластины двух типов ГОСТ 4743-68:
а – плоские для установки заготовок
Опорные пластины двух типов ГОСТ 4743-68:
а – плоские для установки заготовок
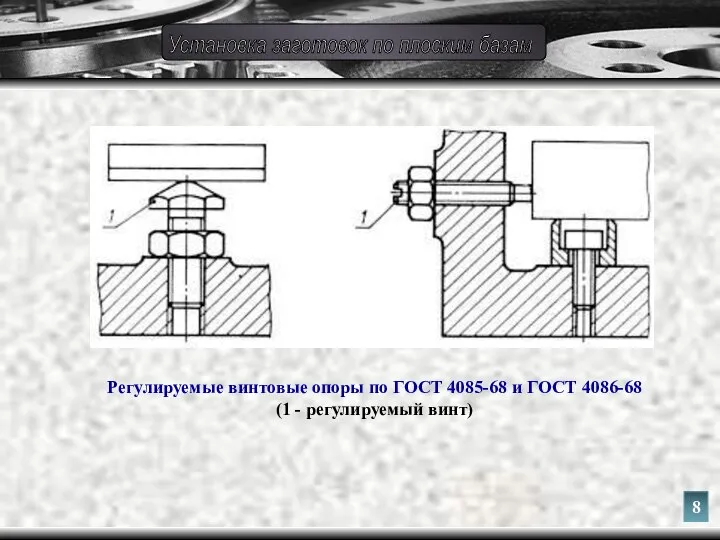
Регулируемые винтовые опоры по ГОСТ 4085-68 и ГОСТ 4086-68
(1 - регулируемый
Регулируемые винтовые опоры по ГОСТ 4085-68 и ГОСТ 4086-68
(1 - регулируемый


Самоустанавливающаяся одноточечная опора
(1 - рукоятка; 2 - обрабатываемая деталь; 3, 6
Самоустанавливающаяся одноточечная опора
(1 - рукоятка; 2 - обрабатываемая деталь; 3, 6


Подводимая одноточечная клиновая опора
(1 - обрабатываемая деталь; 2 - регулируемый винт;
Подводимая одноточечная клиновая опора
(1 - обрабатываемая деталь; 2 - регулируемый винт;
Опоры при базировании по наружной цилиндрической поверхности:
призмы (используются наиболее часто);
Опоры при базировании по наружной цилиндрической поверхности:
призмы (используются наиболее часто);

Призма ГОСТ 12195-68
При установке заготовок с чисто обработанными базами применяют
Призма ГОСТ 12195-68
При установке заготовок с чисто обработанными базами применяют

Для установки по черновым базам применяют точечные опоры, запрессованные в рабочие
Для установки по черновым базам применяют точечные опоры, запрессованные в рабочие





Опоры при базировании заготовок по отверстию:
пальцы
оправки
Конструктивно оправки
пальцы
оправки
Конструктивно оправки

Пальцы постоянные и сменные
Элементы для установки заготовок по наружным и внутренним
Пальцы постоянные и сменные
Элементы для установки заготовок по наружным и внутренним


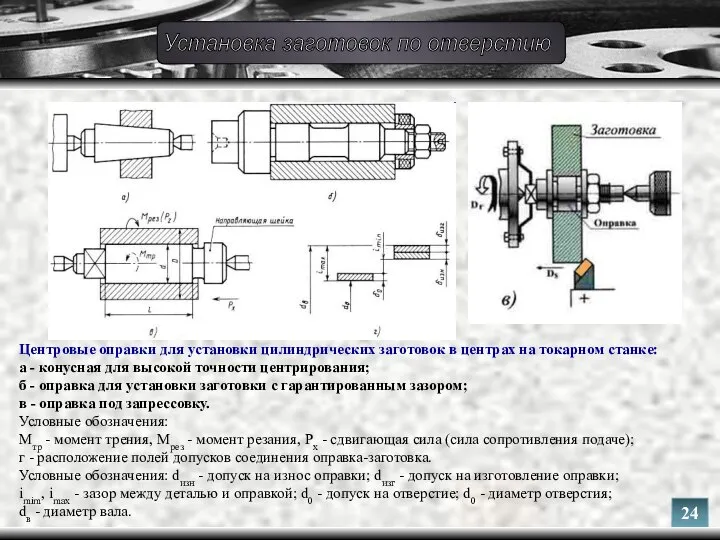
Центровые оправки для установки цилиндрических заготовок в центрах на токарном станке:
Центровые оправки для установки цилиндрических заготовок в центрах на токарном станке:

Различные конструктивные формы центров показаны на рис. 61. Схема установки на
Различные конструктивные формы центров показаны на рис. 61. Схема установки на
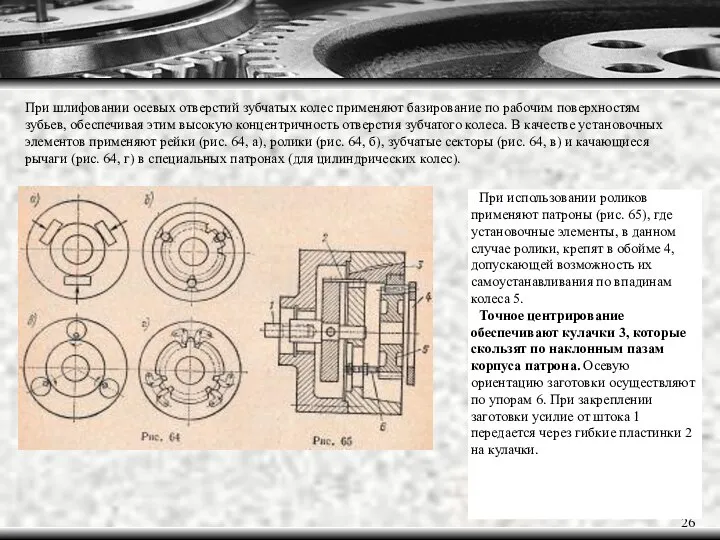
При использовании роликов применяют патроны (рис. 65), где установочные элементы, в
При использовании роликов применяют патроны (рис. 65), где установочные элементы, в
При использовании традиционного приспособления с жесткими базирующими элементами и плоскими прихватами
При использовании традиционного приспособления с жесткими базирующими элементами и плоскими прихватами


Графическое обозначение опор
Графическое обозначение опор
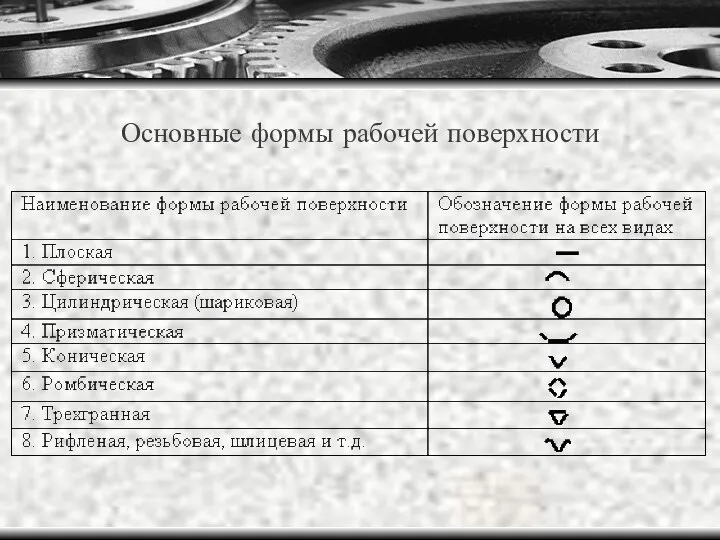
Основные формы рабочей поверхности
Основные формы рабочей поверхности
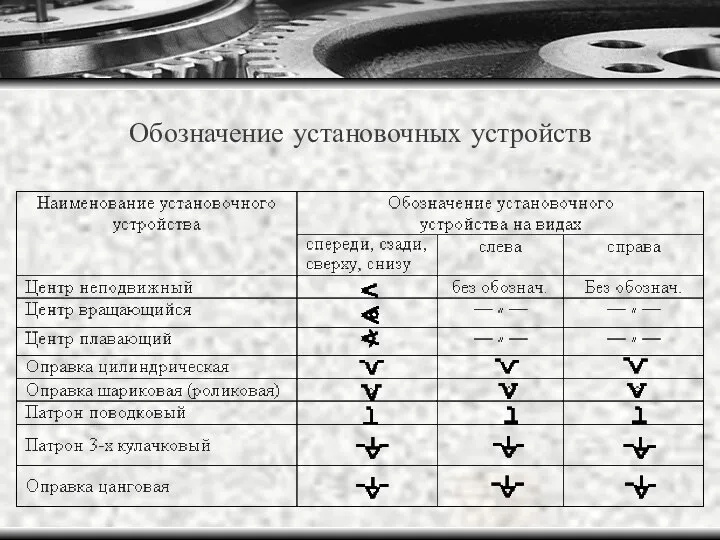
Обозначение установочных устройств
Обозначение установочных устройств
 Опасные и вредные факторы
Опасные и вредные факторы Spawanie jako dział technologii łączenia
Spawanie jako dział technologii łączenia Фотоальбом. Семья Харитоновых
Фотоальбом. Семья Харитоновых Одежда, обувь, головные уборы
Одежда, обувь, головные уборы Духовный смысл поста
Духовный смысл поста Управление машиностроительными процессами
Управление машиностроительными процессами Компьютерная графика
Компьютерная графика Осложненное предложение
Осложненное предложение Тэффи. Жизнь и воротник
Тэффи. Жизнь и воротник О конном туризме
О конном туризме Педагогическое мастерство и его значение в формировании личности педагога
Педагогическое мастерство и его значение в формировании личности педагога Режим ручного управления антенной
Режим ручного управления антенной саясаттану
саясаттану Логика
Логика Dracula
Dracula Путешествие в страну профессий
Путешествие в страну профессий Angliyskiy_yazyk_10kl_-_Prezentatsia_k_uroku
Angliyskiy_yazyk_10kl_-_Prezentatsia_k_uroku Деятельность человека, ее основные виды
Деятельность человека, ее основные виды Виды отделочных работ
Виды отделочных работ Навигация для NSO
Навигация для NSO Таблица Общая информация. МБОУ Усть-Мутинская СОШ
Таблица Общая информация. МБОУ Усть-Мутинская СОШ Технология организации работ участка ТО-2 с разработкой технологии и организации
Технология организации работ участка ТО-2 с разработкой технологии и организации Заучивание стихотворения Е. Благининой с использованием мнемотаблиц
Заучивание стихотворения Е. Благининой с использованием мнемотаблиц Фотоальбом
Фотоальбом Лапин В. о дедушке на войне
Лапин В. о дедушке на войне Creature effective presentations with using amazing backgrounds. Шаблон
Creature effective presentations with using amazing backgrounds. Шаблон Проект: Лесник
Проект: Лесник Возникновение и развитие зеркального производства
Возникновение и развитие зеркального производства