- Разработка технологического процесса изготовления сварной конструкции Опора цилиндрическая

Содержание
- 2. АКТУАЛЬНОСТЬ ТЕМЫ В настоящее время сварка является крупным самостоятельным видом производства и применяется для создания и
- 3. ЦЕЛЬ КУРСОВОГО ПРОЕКТА Разработать технологический процесс ручной дуговой сварки конструкции с минимальными затратами труда и материалов
- 4. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ОПОРЫ Обечайка, количество 1 шт. Пояс опорный, количество 1 шт. Кольцо нижнее, количество 1
- 5. ДЛЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВЫБИРАЮТСЯ: СВАРОЧНЫЕ МАТЕРИАЛЫ для ручной дуговой сварки стали марки 09Г2С: электрод типа
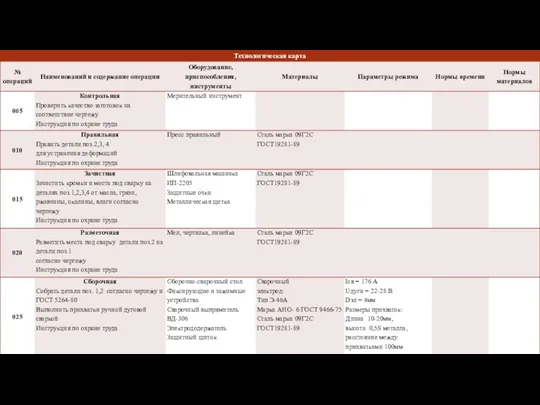
- 6. РЕЖИМ РУЧНОЙ ДУГОВОЙ СВАРКИ
- 7. ОБОРУДОВАНИЕ ДЛЯ СВАРКИ Сварочный выпрямитель для РДС ВД-306
- 8. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА . Внешний осмотр и измерения. Контроль - 100%. Для выявления наружных дефектов: непроваров,
- 9. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ Опасные и вредные производственные факторы при сварке: поражение электрическим током; отравления
- 10. На основании решенных задач был спроектирован технологический процесс изготовления опоры, по которому должен работать сварщик, неукоснительно
- 16. Скачать презентацию
АКТУАЛЬНОСТЬ ТЕМЫ
В настоящее время сварка является крупным самостоятельным видом производства и
АКТУАЛЬНОСТЬ ТЕМЫ
В настоящее время сварка является крупным самостоятельным видом производства и

ЦЕЛЬ КУРСОВОГО ПРОЕКТА
Разработать технологический процесс ручной дуговой сварки конструкции с минимальными
ЦЕЛЬ КУРСОВОГО ПРОЕКТА
Разработать технологический процесс ручной дуговой сварки конструкции с минимальными

КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ОПОРЫ
Обечайка, количество 1 шт.
Пояс опорный, количество 1 шт.
Кольцо
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ОПОРЫ
Обечайка, количество 1 шт.
Пояс опорный, количество 1 шт.
Кольцо

ДЛЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ВЫБИРАЮТСЯ:
СВАРОЧНЫЕ МАТЕРИАЛЫ
для ручной дуговой сварки стали марки
ДЛЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ВЫБИРАЮТСЯ:
СВАРОЧНЫЕ МАТЕРИАЛЫ
для ручной дуговой сварки стали марки

РЕЖИМ РУЧНОЙ ДУГОВОЙ СВАРКИ
РЕЖИМ РУЧНОЙ ДУГОВОЙ СВАРКИ

ОБОРУДОВАНИЕ ДЛЯ СВАРКИ
Сварочный выпрямитель для РДС ВД-306
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ
Сварочный выпрямитель для РДС ВД-306

МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА
.
Внешний осмотр и измерения. Контроль - 100%.
Для выявления
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА
.
Внешний осмотр и измерения. Контроль - 100%.
Для выявления

ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
Опасные и вредные производственные факторы при сварке:
ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
Опасные и вредные производственные факторы при сварке:

На основании решенных задач был спроектирован технологический процесс изготовления опоры, по
На основании решенных задач был спроектирован технологический процесс изготовления опоры, по



 Техническое обслуживание и ремонт тормозной системы автомобиля Renault Logan
Техническое обслуживание и ремонт тормозной системы автомобиля Renault Logan Принести эту нетронутую красоту людям… Дорога добра Егора Полушкина
Принести эту нетронутую красоту людям… Дорога добра Егора Полушкина Город Набережные Челны
Город Набережные Челны Основы организации перевозок на железнодорожном транспорте. Понятие о транспорте. Продукция транспорта
Основы организации перевозок на железнодорожном транспорте. Понятие о транспорте. Продукция транспорта 20160405_delovaya_igra_vybory_politicheskaya_partiya_nasha_russia
20160405_delovaya_igra_vybory_politicheskaya_partiya_nasha_russia Почему самолеты летают? Основные части самолета
Почему самолеты летают? Основные части самолета Лужение и пайка проводов
Лужение и пайка проводов Будет в НБ 30.03-05.04
Будет в НБ 30.03-05.04 20160504_sredstva_individualnoy_zashchity
20160504_sredstva_individualnoy_zashchity Отечественный воспитательный идеал в историко- педагогическом прочтении
Отечественный воспитательный идеал в историко- педагогическом прочтении Unsere Generation
Unsere Generation Модель организации внеурочной деятельности в начальной школе, направленная на формирование мотивационной сферы обучающихся
Модель организации внеурочной деятельности в начальной школе, направленная на формирование мотивационной сферы обучающихся мурченко (1)
мурченко (1) У тебя есть борода , я скажу тебе да
У тебя есть борода , я скажу тебе да Испытание и контроль качества электрооборудования расчетной линии в схеме электроснабжения цеха нефтяного оборудования
Испытание и контроль качества электрооборудования расчетной линии в схеме электроснабжения цеха нефтяного оборудования О конкурсе научно-технологических проектов
О конкурсе научно-технологических проектов Интерфейсы семейства “Стык С2”
Интерфейсы семейства “Стык С2” Тепловая схема турбоустановки ТЭЦ МЭИ
Тепловая схема турбоустановки ТЭЦ МЭИ Технология водостойких, огнестойких ДСтП
Технология водостойких, огнестойких ДСтП Огнетушители. Сроки и цена
Огнетушители. Сроки и цена 20120104_arhiv_zip_-_winrar_7
20120104_arhiv_zip_-_winrar_7 4
4 Пчеловодство Удмуртской республики
Пчеловодство Удмуртской республики Употребление 才就
Употребление 才就 Технология изготовления валов
Технология изготовления валов Средства аскетической борьбы
Средства аскетической борьбы Методы анализа стабильных изотопов
Методы анализа стабильных изотопов Правила застройки и землепользования г. Ангарска
Правила застройки и землепользования г. Ангарска