- Разработка технологического процесса на изготовление детали Вал конвейера

Содержание
- 2. Характеристика детали.
- 3. Выбор оборудования. Все операции, связанные с изготовлением данной детали, выполняются на токарно-винторезном станке модели 16К20, фрезерном
- 4. Выбор приспособлений. Для изготовления данной детали используются следующие приспособления: Трехкулачковый самоцентрирующий патрон. Переходная втулка. Вращающийся центр.
- 5. Выбор режущего инструмента. Для изготовления данной детали должны быть использованы следующие инструменты: Проходной упорный резец Т15К6,
- 6. Выбор мерительного инструмента. Для контроля размеров данной детали используются следующие контрольно-измерительные средства: Линейка (0-300 мм), точность
- 8. Построение технологического процесса. Технологическим процессом называется часть производственного процесса, связанная с последовательным изменением формы, размеров и
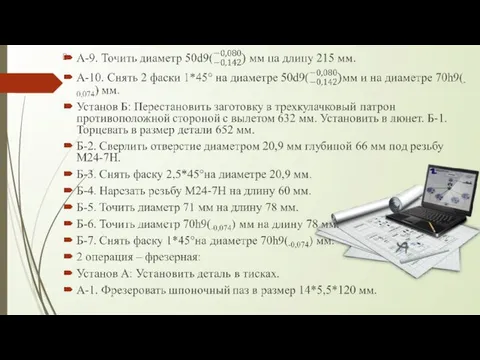
- 9. Деталь «Вал конвейера» изготавливается за 2операции, 3установа и 18 переходов. 1 операция – токарная: Установ А:
- 11. Управляющая программа для изготовления детали на станке с программным управлением.
- 12. Техника безопасности и охрана труда при обработке детали. Для обеспечения длительной бесперебойной работы станка необходимо соблюдать
- 13. Во время работы: Пользоваться индивидуальными средствами защиты (очки, спецодежда). Удалять стружку только при остановленном станке крючком
- 14. После окончания работы: Отключить станок от электросети. Очистить станок от пыли и стружки. Ветошью, смоченной в
- 15. Режимы резания и основное время.
- 18. Скачать презентацию
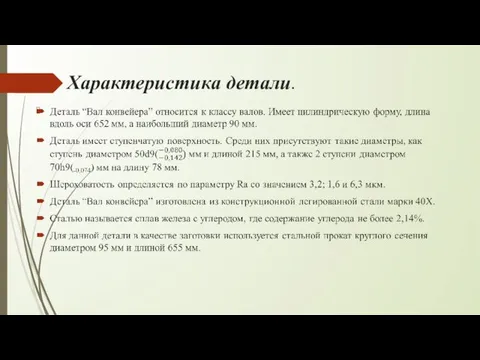
Характеристика детали.
Характеристика детали.

Выбор оборудования.
Все операции, связанные с изготовлением данной детали, выполняются на токарно-винторезном
Выбор оборудования.
Все операции, связанные с изготовлением данной детали, выполняются на токарно-винторезном

Выбор приспособлений.
Для изготовления данной детали используются следующие приспособления:
Трехкулачковый самоцентрирующий патрон.
Переходная
Выбор приспособлений.
Для изготовления данной детали используются следующие приспособления:
Трехкулачковый самоцентрирующий патрон.
Переходная

Выбор режущего инструмента.
Для изготовления данной детали должны быть использованы следующие инструменты:
Проходной
Выбор режущего инструмента.
Для изготовления данной детали должны быть использованы следующие инструменты:
Проходной
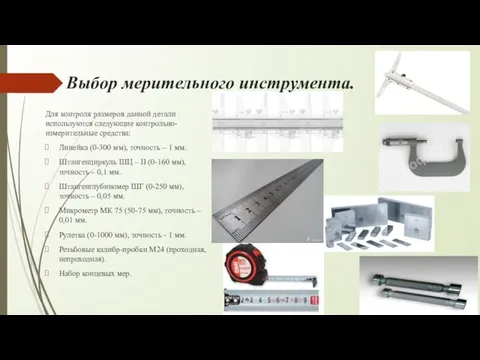
Выбор мерительного инструмента.
Для контроля размеров данной детали используются следующие контрольно-измерительные средства:
Выбор мерительного инструмента.
Для контроля размеров данной детали используются следующие контрольно-измерительные средства:

Построение технологического процесса.
Технологическим процессом называется часть производственного процесса, связанная с последовательным
Построение технологического процесса.
Технологическим процессом называется часть производственного процесса, связанная с последовательным
Деталь «Вал конвейера» изготавливается за 2операции, 3установа и 18 переходов.
1 операция
Деталь «Вал конвейера» изготавливается за 2операции, 3установа и 18 переходов.
1 операция
Управляющая программа для изготовления детали на станке с программным управлением.
Управляющая программа для изготовления детали на станке с программным управлением.
Техника безопасности и охрана труда при обработке детали.
Для обеспечения длительной бесперебойной
Техника безопасности и охрана труда при обработке детали.
Для обеспечения длительной бесперебойной
Во время работы:
Пользоваться индивидуальными средствами защиты (очки, спецодежда).
Удалять стружку только при
Во время работы:
Пользоваться индивидуальными средствами защиты (очки, спецодежда).
Удалять стружку только при
После окончания работы:
Отключить станок от электросети.
Очистить станок от пыли и стружки.
Ветошью,
После окончания работы:
Отключить станок от электросети.
Очистить станок от пыли и стружки.
Ветошью,
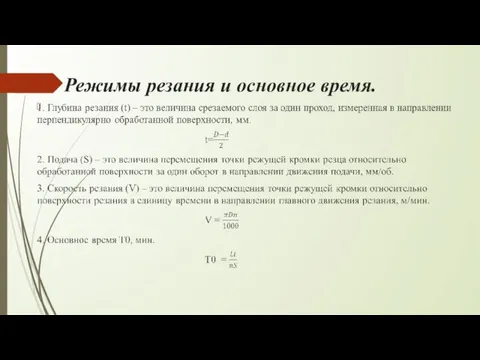
Режимы резания и основное время.
Режимы резания и основное время.

 20160210_sovershenstvovanie_metodiki_prepodavaniya_urokov_obzh
20160210_sovershenstvovanie_metodiki_prepodavaniya_urokov_obzh Чрезвычайные ситуации техногенного характера, их причины и последствия
Чрезвычайные ситуации техногенного характера, их причины и последствия Старость в радость. Благотворительное волонтерское движение помощи инвалидам и пожилым
Старость в радость. Благотворительное волонтерское движение помощи инвалидам и пожилым Изготовление плечевого изделия с цельнокроеным рукавом
Изготовление плечевого изделия с цельнокроеным рукавом доклад
доклад Приемы работы на швейной машине
Приемы работы на швейной машине Образование и самообразование
Образование и самообразование 130 лет начала Евангельского движения на Псковщине
130 лет начала Евангельского движения на Псковщине 20130104_prezentaciya_microsoft_powerpoint
20130104_prezentaciya_microsoft_powerpoint Семасиология в китайском языке
Семасиология в китайском языке Экономические основы логистики
Экономические основы логистики Измерение электрического сопротивления
Измерение электрического сопротивления Ответы на итоговое тестирование
Ответы на итоговое тестирование З днем народження! Моя дорогенька кумушка
З днем народження! Моя дорогенька кумушка Гидрогелио электростанция Лотос
Гидрогелио электростанция Лотос Маникюрный набор
Маникюрный набор Питерский ангел
Питерский ангел Физические основы построения ЭВМ
Физические основы построения ЭВМ Студия груминга Groom Pet [Восстановленный]
Студия груминга Groom Pet [Восстановленный] Инвестиционный проект строительства многоквартирного жилого дома с подземным паркингом и ресторанной зоной на 1 этаже
Инвестиционный проект строительства многоквартирного жилого дома с подземным паркингом и ресторанной зоной на 1 этаже 9.1
9.1 Размещение инженерных сетей на улицах и проездах
Размещение инженерных сетей на улицах и проездах Рисуем пингвина
Рисуем пингвина Блиц - опрос #1
Блиц - опрос #1 Методы исследования в гуманитарных науках
Методы исследования в гуманитарных науках 3D телевидение
3D телевидение 20160331_duhovnoe_kraevedenie_-_3
20160331_duhovnoe_kraevedenie_-_3 Chinese high-speed railway
Chinese high-speed railway