- Разработка технологического процесса реки металлов РДС

Содержание
- 2. Резка и сварка металлов — одна из самых часто заказываемых услуг у частных сварщиков и в
- 3. Тема «Резка металла ручной дуговой сваркой» является актуальной на данный момент, потому что, нет такого производства
- 4. Цель работы: разработка технологии резки металлов ручной дуговой сварки. Задачи: разработать технологию выполнения резки металла ручной
- 5. В качестве примера я выбрал для резки металлический лист размером 250 x 250 толщиной 4 мм.
- 6. Для выполнения резки использовалась сталь Ст3сп характеристика (Таблица 1), технологические свойства (Таблица 2) . Механические свойства
- 7. Для резки своего материала я выбрал электроды марки АНО-3,d=4мм. Эти электроды характеризуется определенным составом покрытия, маркой
- 8. Для выполнения резки, я выбрал сварочный трансформатор ТД-500. Предназначен для рyчной и механизированной дуговой сварки, резки,
- 9. По способу регулирования сварочного тока он относится к трансформаторам с увеличенным магнитным рассеянием и раздвижными обмотками.
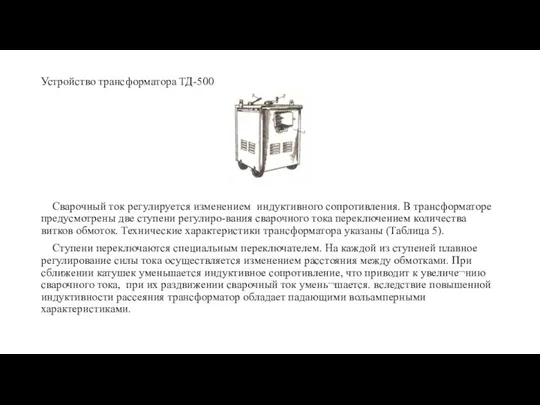
- 10. Устройство трансформатора ТД-500 Сварочный ток регулируется изменением индуктивного сопротивления. В трансформаторе предусмотрены две ступени регулиро-вания сварочного
- 11. Метод контроля качества В производстве сварных изделий различают дефекты: наружные, внутренние и сквозные, исправимые и неисправимые,
- 12. Организация рабочего места сварщика Рабочим местом при сварке является сварочный пост. Посты подразделяются на стационарные и
- 13. Подготовка деталей под сборку и сварку Подготовка металла под сварку заключается в очистке, разметке, резке и
- 14. Техника и последовательность резки Для того чтобы облегчить разрезание более толстых деталей электродом выполняют пилообразные движения
- 16. Скачать презентацию
Резка и сварка металлов — одна из самых часто заказываемых
Резка и сварка металлов — одна из самых часто заказываемых

Тема «Резка металла ручной дуговой сваркой» является актуальной на данный
Тема «Резка металла ручной дуговой сваркой» является актуальной на данный

Цель работы: разработка технологии резки металлов ручной дуговой сварки.
Задачи:
разработать технологию
Задачи:
разработать технологию
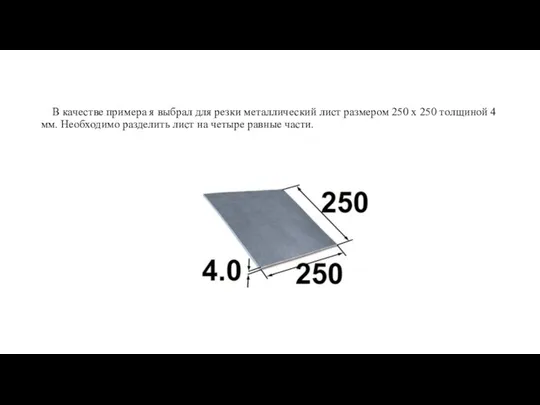
В качестве примера я выбрал для резки металлический лист размером
В качестве примера я выбрал для резки металлический лист размером
Для выполнения резки использовалась сталь Ст3сп характеристика (Таблица 1),
Для выполнения резки использовалась сталь Ст3сп характеристика (Таблица 1),
Для резки своего материала я выбрал электроды марки АНО-3,d=4мм. Эти
Для резки своего материала я выбрал электроды марки АНО-3,d=4мм. Эти

Для выполнения резки, я выбрал сварочный трансформатор ТД-500.
Предназначен для
Для выполнения резки, я выбрал сварочный трансформатор ТД-500.
Предназначен для
По способу регулирования сварочного тока он относится к трансформаторам с
По способу регулирования сварочного тока он относится к трансформаторам с
Устройство трансформатора ТД-500
Сварочный ток регулируется изменением индуктивного сопротивления. В трансформаторе предусмотрены
Устройство трансформатора ТД-500
Сварочный ток регулируется изменением индуктивного сопротивления. В трансформаторе предусмотрены

Метод контроля качества
В производстве сварных изделий различают дефекты: наружные,
Метод контроля качества
В производстве сварных изделий различают дефекты: наружные,
Организация рабочего места сварщика
Рабочим местом при сварке является сварочный пост.
Организация рабочего места сварщика
Рабочим местом при сварке является сварочный пост.
Подготовка деталей под сборку и сварку
Подготовка металла под сварку заключается
Подготовка деталей под сборку и сварку
Подготовка металла под сварку заключается

Техника и последовательность резки
Для того чтобы облегчить разрезание более толстых
Техника и последовательность резки
Для того чтобы облегчить разрезание более толстых
 Товарные свойства пушно – меховых товаров
Товарные свойства пушно – меховых товаров Настя
Настя Система электроснабжения каналов транспортировки заряженных частиц ускорительного комплекса ЛФВЭ
Система электроснабжения каналов транспортировки заряженных частиц ускорительного комплекса ЛФВЭ Забойные двигатели
Забойные двигатели 20180625_itogi_i_uroki_vov_0
20180625_itogi_i_uroki_vov_0 Дамир бажа
Дамир бажа Собака - домашнее животное
Собака - домашнее животное Общая классификация сталей
Общая классификация сталей 20130224_vospitatelnyy_aspekt
20130224_vospitatelnyy_aspekt 20131107_igra_permskiykray
20131107_igra_permskiykray Характеристика сюжетно-ролевой игры
Характеристика сюжетно-ролевой игры Логическая структура дисков
Логическая структура дисков Презентация Декоративный натюрморт
Презентация Декоративный натюрморт математический тест
математический тест Основы технологии отделочных строительных работ
Основы технологии отделочных строительных работ Получение металлов
Получение металлов 227737
227737 Строительство железных дорог, путь и путевое хозяйство
Строительство железных дорог, путь и путевое хозяйство Изготовление цилиндрических и конических деталей ручным инструментом
Изготовление цилиндрических и конических деталей ручным инструментом Сетевая акция
Сетевая акция Состояние и пути совершенствования учёта труда и его оплата на предприятии ООО Среднеуральский бетонный завод
Состояние и пути совершенствования учёта труда и его оплата на предприятии ООО Среднеуральский бетонный завод 20130224_1._g_zvuk_k_avtomat_-_kopiya
20130224_1._g_zvuk_k_avtomat_-_kopiya Комплекс методов геофизических исследований скважин северного нефтяного месторождения
Комплекс методов геофизических исследований скважин северного нефтяного месторождения Оценка комфортности и безопасности (лист 4, шаблон)
Оценка комфортности и безопасности (лист 4, шаблон) ЧМ
ЧМ ТЗ на конструирование включает
ТЗ на конструирование включает Просторы д. Пятигоры Косинского района
Просторы д. Пятигоры Косинского района День работника сельского хозяйства
День работника сельского хозяйства