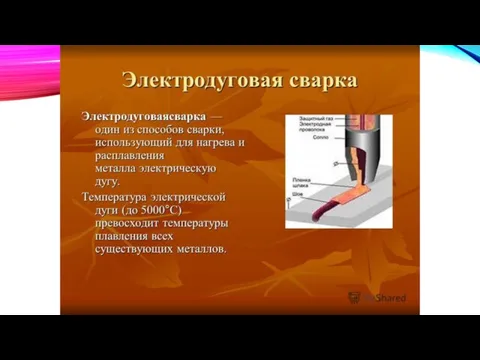
- Ручная дуговая сварка

Содержание
- 4. ОБОЗНАЧЕНИЕ РУЧНОЙ ДУГОВОЙ СВАРКИ MMA — ручная дуговая сварка покрытым металлическим электродом. SMAW — дуговая сварка
- 5. ПРЕИМУЩЕСТВА РУЧНОЙ ДУГОВОЙ СВАРКИ благодаря высокой температуре дуги (до 60000 по Цельсию) и концентрированному нагреву она
- 6. НЕДОСТАТКИ РУЧНОЙ ДУГОВОЙ СВАРКИ Отсутствие возможности регулирования глубины проплавления металла и скорости плавления электрода, вследствие чего
- 7. ДИАПАЗОН ПРИМЕНЕНИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ По толщине свариваемого металла: -однопроходная сварка -1...4 мм -двухстороння в два
- 8. ДИАПАЗОН ПРИМЕНЕНИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ По свариваемым материалам: - сварка конструкционных и теплоустойчивых сталей (электроды по
- 9. ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ правка; разметка; при необходимости гибка заготовок; разделка и чистка кромок свариваемых деталей;
- 10. МАТЕРИАЛЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
- 11. ПЛАВЯЩИЕСЯ ЭЛЕКТРОДЫ
- 13. КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
- 14. КЛАССИФИКАЦИЯ ПЛАВЯЩИХСЯ ЭЛЕКТРОДОВ По назначению: сплавы с малой долей примесей и углеродистые сплавы; материал с большим
- 15. По допустимым положениям стержни разделяют на изделия допустимые к работе в: · любых положениях; · всех
- 16. КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ По качеству или по состоянию шва, после работы со стержнями электроды разделяют на три
- 19. Скачать презентацию
ОБОЗНАЧЕНИЕ РУЧНОЙ ДУГОВОЙ СВАРКИ
MMA — ручная дуговая сварка покрытым металлическим электродом.
SMAW — дуговая
ОБОЗНАЧЕНИЕ РУЧНОЙ ДУГОВОЙ СВАРКИ
MMA — ручная дуговая сварка покрытым металлическим электродом. SMAW — дуговая
ПРЕИМУЩЕСТВА РУЧНОЙ ДУГОВОЙ СВАРКИ
благодаря высокой температуре дуги (до 60000 по Цельсию) и концентрированному нагреву
ПРЕИМУЩЕСТВА РУЧНОЙ ДУГОВОЙ СВАРКИ
благодаря высокой температуре дуги (до 60000 по Цельсию) и концентрированному нагреву
НЕДОСТАТКИ РУЧНОЙ ДУГОВОЙ СВАРКИ
Отсутствие возможности регулирования глубины проплавления металла и скорости плавления
НЕДОСТАТКИ РУЧНОЙ ДУГОВОЙ СВАРКИ
Отсутствие возможности регулирования глубины проплавления металла и скорости плавления
ДИАПАЗОН ПРИМЕНЕНИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
По толщине свариваемого металла:
-однопроходная сварка -1...4 мм
-двухстороння
ДИАПАЗОН ПРИМЕНЕНИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
По толщине свариваемого металла: -однопроходная сварка -1...4 мм -двухстороння
ДИАПАЗОН ПРИМЕНЕНИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
По свариваемым материалам:
- сварка конструкционных и теплоустойчивых
ДИАПАЗОН ПРИМЕНЕНИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
По свариваемым материалам: - сварка конструкционных и теплоустойчивых
ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ
правка;
разметка;
при необходимости гибка заготовок;
разделка и чистка кромок свариваемых
ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ
правка;
разметка;
при необходимости гибка заготовок;
разделка и чистка кромок свариваемых
МАТЕРИАЛЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
МАТЕРИАЛЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ

ПЛАВЯЩИЕСЯ ЭЛЕКТРОДЫ
ПЛАВЯЩИЕСЯ ЭЛЕКТРОДЫ

КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
КЛАССИФИКАЦИЯ ПЛАВЯЩИХСЯ ЭЛЕКТРОДОВ
По назначению: сплавы с малой долей примесей и углеродистые
КЛАССИФИКАЦИЯ ПЛАВЯЩИХСЯ ЭЛЕКТРОДОВ
По назначению: сплавы с малой долей примесей и углеродистые
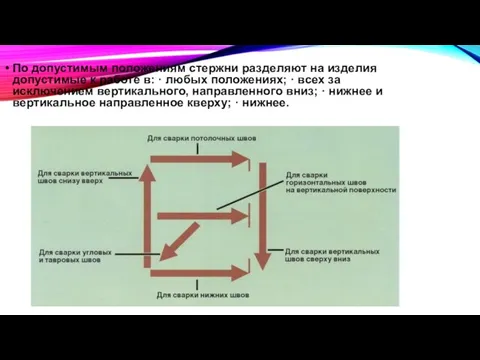
По допустимым положениям стержни разделяют на изделия допустимые к работе в:
По допустимым положениям стержни разделяют на изделия допустимые к работе в:
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
По качеству или по состоянию шва, после работы со стержнями
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
По качеству или по состоянию шва, после работы со стержнями
 Мархийн дакъош
Мархийн дакъош Юбилейный вечер Николая Георгиевича Наумова
Юбилейный вечер Николая Георгиевича Наумова Организация предприятия по возделыванию люпина
Организация предприятия по возделыванию люпина Пневмоударники
Пневмоударники Организация ЭВМ и систем. Параллельные системы. Многомашинные и многопроцессорные вычислительные системы. (Лекция 9)
Организация ЭВМ и систем. Параллельные системы. Многомашинные и многопроцессорные вычислительные системы. (Лекция 9) Еда из микроволновки: польза или вред?
Еда из микроволновки: польза или вред? Отработка маневров: проводка квадрокоптера через замкнутое пространство
Отработка маневров: проводка квадрокоптера через замкнутое пространство Сборка функциональных узлов
Сборка функциональных узлов Работа с деревом
Работа с деревом 20171010_drevneyshie_lyudi
20171010_drevneyshie_lyudi Виды и периоды открытых горных работ
Виды и периоды открытых горных работ О конном туризме
О конном туризме Шина процессора и Hyper-Transport
Шина процессора и Hyper-Transport Обобщенные данные по идентификационным кодам химической продукции
Обобщенные данные по идентификационным кодам химической продукции 12 апреля - день Космонавтики
12 апреля - день Космонавтики Презентация 1
Презентация 1 Образ русской женщины в творчестве-1
Образ русской женщины в творчестве-1 Слово жизни
Слово жизни Для стоматологов аномалии развития зубочелюстной системы
Для стоматологов аномалии развития зубочелюстной системы Презентация Золотая хохлома
Презентация Золотая хохлома 20130215_test-deti_kapitana_granta
20130215_test-deti_kapitana_granta Vidy_vkladov_v_komercheskikh_bankakh_dlya_fl_Kudryashova_Liza_260
Vidy_vkladov_v_komercheskikh_bankakh_dlya_fl_Kudryashova_Liza_260 Изучение внутригрупповых межличностных отношений в коллективе класса
Изучение внутригрупповых межличностных отношений в коллективе класса Тоқыма өнеркәсібінің технологиясы
Тоқыма өнеркәсібінің технологиясы Что такое игра
Что такое игра Охранные зоны магистрального газопровода
Охранные зоны магистрального газопровода Управление транзитным периодом
Управление транзитным периодом Украшения птиц. Объёмная аппликация
Украшения птиц. Объёмная аппликация