- Системы автоматического контроля и приборы для пассивного контроля. (Лекция 3)

Содержание
- 2. По назначению По степени охвата изделий контрольными операциями По состоянию изделия в процессе контроля (покой или
- 3. Классификация автоматических систем пассивного контроля по назначению Разбраковочные Разбраковочные САК образуют в процессе контроля группы годных
- 4. Классификация автоматических систем пассивного контроля по степени охвата изделий контрольными операциями Системы сплошного контроля Все выпускаемые
- 5. Классификация автоматических систем пассивного контроля по состоянию изделия в процессе контроля Системы с периодическим перемещением изделий
- 6. Классификация автоматических систем пассивного контроля по типу взаимодействия преобразователей с изделием Системы с контактным взаимодействием акустические
- 7. Классификация автоматических систем пассивного контроля по числу контрольных позиций Однопозиционные системы Технический контроль одновременно только одного
- 8. Альтернативный метод контроля Определение по ГОСТ 15895-77 (СТ СЭВ 547-77) Контроль по альтернативному признаку – это
- 9. Разбраковочный и сортировочный контроль Области применения Входной контроль качества деталей, поступающих на сборку (разбраковка). Комплектование сборочных
- 10. Примеры оптических сортировочных машин Сортировка крепёжных деталей с наружной резьбой Сортировка крепёжных деталей с внутренней резьбой
- 11. Сущность электроконтактного метода заключается в том, что с контролируемым изделием тем или иным способом связывается электрический
- 12. Классификация электроконтактных датчиков Однопредельные сортировка деталей на две группы Двухпредельные сортировка деталей на три группы Многопредельные
- 13. Наибольшее распространение получили двухпредельные электроконтактные преобразователи, так как они позволяют решить наиболее часто встречающуюся на производстве
- 14. Конструкции электроконтактных датчиков Безрычажные перемещение контактов равно перемещению штока Рычажные перемещение контактов увеличено по сравнению с
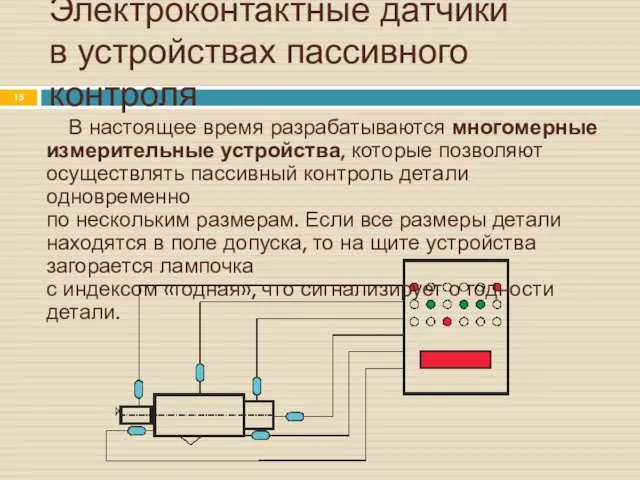
- 15. Электроконтактные датчики в устройствах пассивного контроля В настоящее время разрабатываются многомерные измерительные устройства, которые позволяют осуществлять
- 16. Поскольку увеличение количества одновременно контролируемых параметров так же, как и переналадка на новую совокупность геометрических параметров,
- 17. Индуктивный щуп 1 2 3 4 5 6 7 8 9 10 11 14 12 13
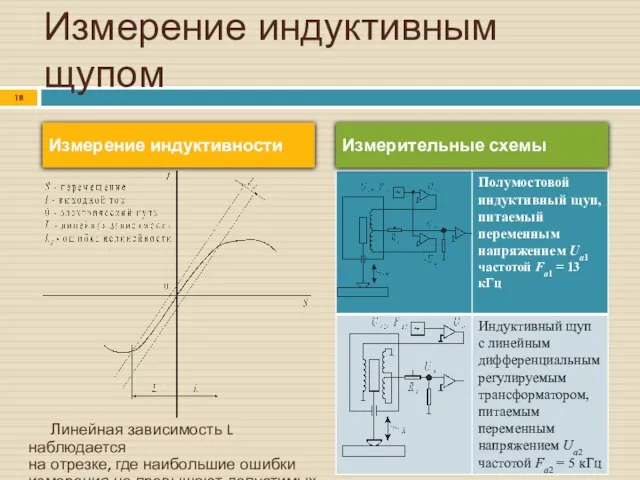
- 18. Измерение индуктивным щупом Измерение индуктивности Измерительные схемы Линейная зависимость L наблюдается на отрезке, где наибольшие ошибки
- 19. Координатно-измерительные машины Принципиально новые возможности по созданию САК появились после разработки СЧПУ. Использование оборудования с ЧПУ
- 20. Конструкции координатно-измерительных машин Конструкция и схемы выполнения КИМ весьма разнообразны. Измеряемая деталь устанавливается на измерительный стол,
- 21. Возможности координатно-измерительных машин В настоящее время выпускаются КИМ: с ручным управлением и автоматизированной обработкой результатов измерения;
- 22. Преимущества контроля с использованием координатно-измерительных машин 1 Программно-математическое обеспечение КИМ позволяет производить измерения без предварительного точного
- 23. Преимущества применения координатно-измерительных машин При производстве КИМ значительно повышает уровень метрологического обеспечения предприятия; с применением КИМ
- 24. КИМ и активный контроль
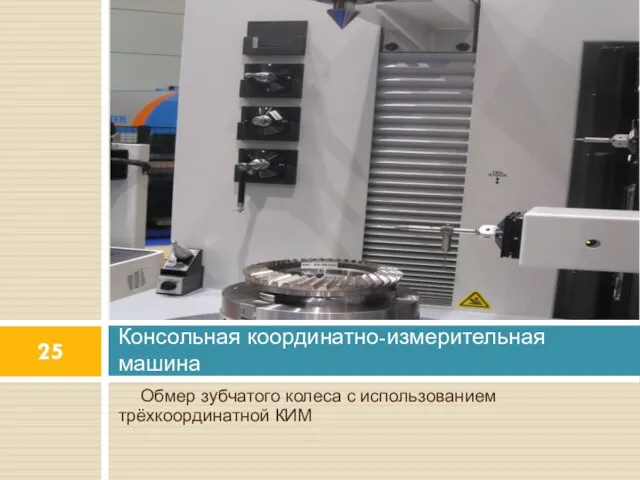
- 25. Обмер зубчатого колеса с использованием трёхкоординатной КИМ Консольная координатно-измерительная машина
- 26. Выполнение измерений с помощью шестикоординатной КИМ Портальная координатно-измерительная машина
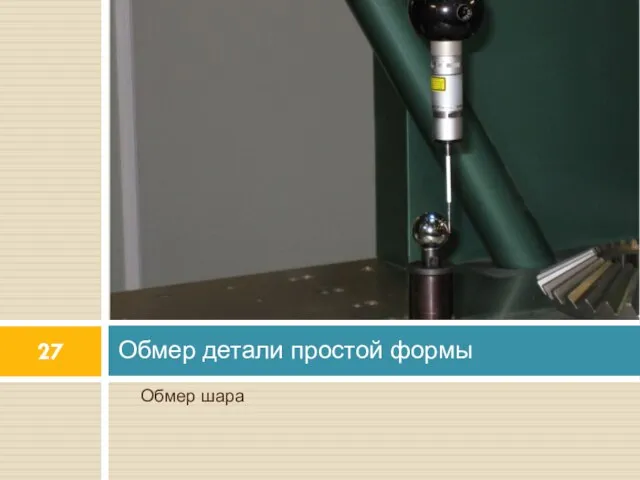
- 27. Обмер шара Обмер детали простой формы
- 28. Обмер корпуса двигателя внутреннего сгорания Обмер детали сложной формы
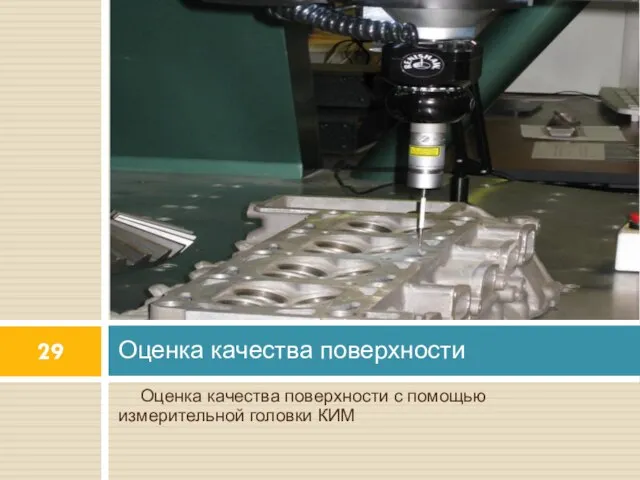
- 29. Оценка качества поверхности с помощью измерительной головки КИМ Оценка качества поверхности
- 31. Скачать презентацию
По назначению
По степени охвата изделий контрольными операциями
По состоянию изделия в процессе
По назначению
По степени охвата изделий контрольными операциями
По состоянию изделия в процессе
Классификация автоматических систем пассивного контроля по назначению
Разбраковочные
Разбраковочные САК образуют в процессе
Классификация автоматических систем пассивного контроля по назначению
Разбраковочные
Разбраковочные САК образуют в процессе
Классификация автоматических систем пассивного контроля по степени охвата изделий контрольными операциями
Системы
Классификация автоматических систем пассивного контроля по степени охвата изделий контрольными операциями
Системы
Классификация автоматических систем пассивного контроля по состоянию изделия в процессе контроля
Системы
Классификация автоматических систем пассивного контроля по состоянию изделия в процессе контроля
Системы
Классификация автоматических систем пассивного контроля по типу взаимодействия преобразователей с изделием
Системы
Классификация автоматических систем пассивного контроля по типу взаимодействия преобразователей с изделием
Системы
Классификация автоматических систем пассивного контроля по числу контрольных позиций
Однопозиционные системы
Технический контроль
Классификация автоматических систем пассивного контроля по числу контрольных позиций
Однопозиционные системы
Технический контроль
Альтернативный метод контроля
Определение по ГОСТ 15895-77 (СТ СЭВ 547-77)
Контроль по
Альтернативный метод контроля
Определение по ГОСТ 15895-77 (СТ СЭВ 547-77)
Контроль по
Разбраковочный и сортировочный контроль
Области применения
Входной контроль качества деталей, поступающих на сборку
Разбраковочный и сортировочный контроль
Области применения
Входной контроль качества деталей, поступающих на сборку

Примеры оптических сортировочных машин
Сортировка крепёжных деталей с наружной резьбой
Сортировка крепёжных деталей
Примеры оптических сортировочных машин
Сортировка крепёжных деталей с наружной резьбой
Сортировка крепёжных деталей
Сущность электроконтактного метода заключается в том, что с контролируемым изделием тем
Сущность электроконтактного метода заключается в том, что с контролируемым изделием тем
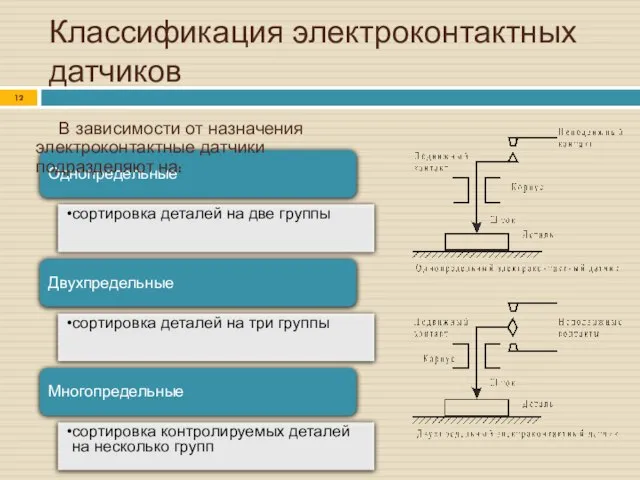
Классификация электроконтактных датчиков
Однопредельные
сортировка деталей на две группы
Двухпредельные
сортировка деталей на три группы
Многопредельные
сортировка
Классификация электроконтактных датчиков
Однопредельные
сортировка деталей на две группы
Двухпредельные
сортировка деталей на три группы
Многопредельные
сортировка
Наибольшее распространение получили двухпредельные электроконтактные преобразователи, так как они позволяют решить
Наибольшее распространение получили двухпредельные электроконтактные преобразователи, так как они позволяют решить
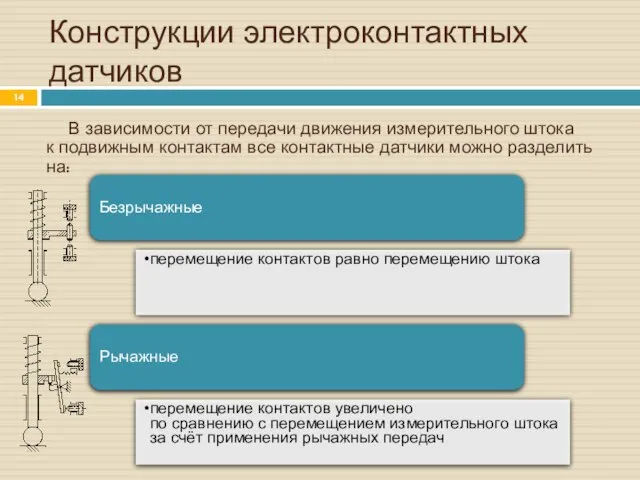
Конструкции электроконтактных датчиков
Безрычажные
перемещение контактов равно перемещению штока
Рычажные
перемещение контактов увеличено
по сравнению
Конструкции электроконтактных датчиков
Безрычажные
перемещение контактов равно перемещению штока
Рычажные
перемещение контактов увеличено по сравнению
Электроконтактные датчики
в устройствах пассивного контроля
В настоящее время разрабатываются многомерные измерительные
Электроконтактные датчики
в устройствах пассивного контроля
В настоящее время разрабатываются многомерные измерительные
Поскольку увеличение количества одновременно контролируемых параметров так же, как и переналадка
Поскольку увеличение количества одновременно контролируемых параметров так же, как и переналадка

Индуктивный щуп
1
2
3
4
5
6
7
8
9
10
11
14
12
13
Крепёжный хвостовик или корпус щупа
Набор катушек индуктивности
Деталь, устанавливаемая между ферромагнитным
Индуктивный щуп
1
2
3
4
5
6
7
8
9
10
11
14
12
13
Крепёжный хвостовик или корпус щупа
Набор катушек индуктивности
Деталь, устанавливаемая между ферромагнитным
Измерение индуктивным щупом
Измерение индуктивности
Измерительные схемы
Линейная зависимость L наблюдается
на отрезке, где
Измерение индуктивным щупом
Измерение индуктивности
Измерительные схемы
Линейная зависимость L наблюдается на отрезке, где
Координатно-измерительные машины
Принципиально новые возможности по созданию САК появились после разработки СЧПУ.
Использование
Координатно-измерительные машины
Принципиально новые возможности по созданию САК появились после разработки СЧПУ.
Использование
Конструкции координатно-измерительных машин
Конструкция и схемы выполнения КИМ весьма разнообразны.
Измеряемая деталь
Конструкции координатно-измерительных машин
Конструкция и схемы выполнения КИМ весьма разнообразны. Измеряемая деталь
Возможности координатно-измерительных машин
В настоящее время выпускаются КИМ:
с ручным управлением и автоматизированной
Возможности координатно-измерительных машин
В настоящее время выпускаются КИМ:
с ручным управлением и автоматизированной
Преимущества контроля с использованием координатно-измерительных машин
1
Программно-математическое обеспечение КИМ позволяет производить измерения
Преимущества контроля с использованием координатно-измерительных машин
1
Программно-математическое обеспечение КИМ позволяет производить измерения
Преимущества применения координатно-измерительных машин
При производстве
КИМ значительно повышает уровень метрологического обеспечения предприятия;
с
Преимущества применения координатно-измерительных машин
При производстве
КИМ значительно повышает уровень метрологического обеспечения предприятия;
с
КИМ и активный контроль
КИМ и активный контроль
Обмер зубчатого колеса с использованием трёхкоординатной КИМ
Консольная координатно-измерительная машина
Обмер зубчатого колеса с использованием трёхкоординатной КИМ
Консольная координатно-измерительная машина

Выполнение измерений с помощью шестикоординатной КИМ
Портальная координатно-измерительная машина
Выполнение измерений с помощью шестикоординатной КИМ
Портальная координатно-измерительная машина
Обмер шара
Обмер детали простой формы
Обмер шара
Обмер детали простой формы

Обмер корпуса двигателя внутреннего сгорания
Обмер детали сложной формы
Обмер корпуса двигателя внутреннего сгорания
Обмер детали сложной формы
Оценка качества поверхности с помощью измерительной головки КИМ
Оценка качества поверхности
Оценка качества поверхности с помощью измерительной головки КИМ
Оценка качества поверхности
 Нормативно-правовые документы древней Руси Русская правда
Нормативно-правовые документы древней Руси Русская правда Лекция № 2. Электрические цепи и устройства постоянного тока
Лекция № 2. Электрические цепи и устройства постоянного тока Выполнение простейших ручных швов
Выполнение простейших ручных швов Цифровые преобразователи
Цифровые преобразователи О компании ООО СКБТ
О компании ООО СКБТ Восстановление эксплуатационной скважины на Никольско-Спиридоновского месторождения
Восстановление эксплуатационной скважины на Никольско-Спиридоновского месторождения Анаграммы
Анаграммы rzdYlIirlfpSTxqMq-_zYQ
rzdYlIirlfpSTxqMq-_zYQ Архивирование с помощью WinZip Pro
Архивирование с помощью WinZip Pro текст описание 2 класс
текст описание 2 класс Девичник
Девичник Создание и программирование автоматизированного устройства для своевременного и самостоятельного питания животных
Создание и программирование автоматизированного устройства для своевременного и самостоятельного питания животных Сварка под слоем флюса
Сварка под слоем флюса Театральные игры для детей
Театральные игры для детей Уроки веселого светофора
Уроки веселого светофора DVIZH_Starlight_5_Mod_1_Starter
DVIZH_Starlight_5_Mod_1_Starter Бестраншейный ремонт трубопроводов с разрушением старого трубопровода
Бестраншейный ремонт трубопроводов с разрушением старого трубопровода Ромашковое лето. Шаблон
Ромашковое лето. Шаблон distant_lesson-3 reading
distant_lesson-3 reading Extra data for history matching during the MGFM project
Extra data for history matching during the MGFM project Викторина по ИЗО
Викторина по ИЗО Вулканы и горячие источники
Вулканы и горячие источники Фотоальбом курсанта Сапожникова Михаила Валерьевича
Фотоальбом курсанта Сапожникова Михаила Валерьевича КП санузел 1
КП санузел 1 Ремонт телефонов. Прайс лист
Ремонт телефонов. Прайс лист Метрология, стандартизация и сертификация
Метрология, стандартизация и сертификация Travelling
Travelling Виды бумаги
Виды бумаги