- Специальные способы литья. Литье в оболочковые формы

Содержание
- 2. 4.4 ЛИТЬЕ В ОБОЛОЧКОВЫЕ ФОРМЫ Сущность способа заключается в свободной заливке металла в оболочковую разовую форму.
- 3. Процесс изготовления оболочковой формы состоит из: нагрева модельной оснастки, нанесения на рабочую поверхность подмодельной плиты разделительного
- 4. 4.5 ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ Это способ получения отливок в многослойных оболочковых неразъемных разовых формах, изготавливаемых
- 5. Изготовив многослойную керамическую оболочку по модели ее выплавляют горячей водой, насыщенным паром, либо выжигают (пенополистирол), затем
- 6. Необходимость придания жаропрочных свойств деталей сложной формы определило дальнейшее совершенствование литья с направленной кристаллизацией. Получают отливки
- 7. Это литье с кристаллизацией в матрице под давлением и его выдержка до полного затвердевания (ГОСТ 18169-86).
- 8. Различают поршневое, пуансонное и пуансонно-поршневое прессование с выдавливанием расплава в закрытую полость на гидравлических, фрикционных прессах,
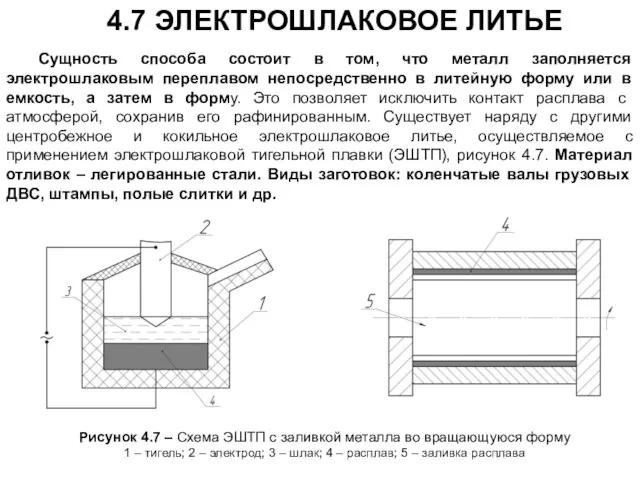
- 9. 4.7 ЭЛЕКТРОШЛАКОВОЕ ЛИТЬЕ Сущность способа состоит в том, что металл заполняется электрошлаковым переплавом непосредственно в литейную
- 11. Скачать презентацию
4.4 ЛИТЬЕ В ОБОЛОЧКОВЫЕ ФОРМЫ
Сущность способа заключается в свободной заливке металла
4.4 ЛИТЬЕ В ОБОЛОЧКОВЫЕ ФОРМЫ
Сущность способа заключается в свободной заливке металла
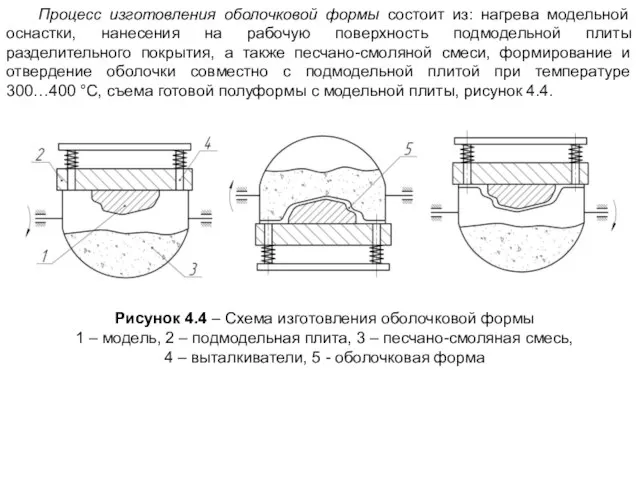
Процесс изготовления оболочковой формы состоит из: нагрева модельной оснастки, нанесения на
Процесс изготовления оболочковой формы состоит из: нагрева модельной оснастки, нанесения на
4.5 ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Это способ получения отливок в многослойных оболочковых
4.5 ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Это способ получения отливок в многослойных оболочковых
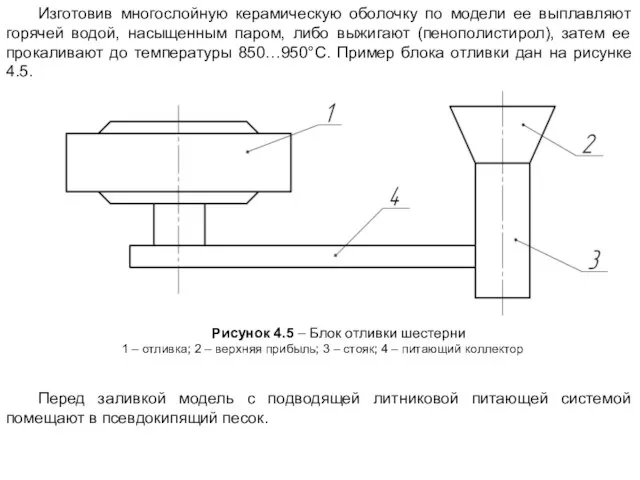
Изготовив многослойную керамическую оболочку по модели ее выплавляют горячей водой, насыщенным
Изготовив многослойную керамическую оболочку по модели ее выплавляют горячей водой, насыщенным
Необходимость придания жаропрочных свойств деталей сложной формы определило дальнейшее совершенствование литья
Необходимость придания жаропрочных свойств деталей сложной формы определило дальнейшее совершенствование литья
Это литье с кристаллизацией в матрице под давлением и его выдержка
Это литье с кристаллизацией в матрице под давлением и его выдержка
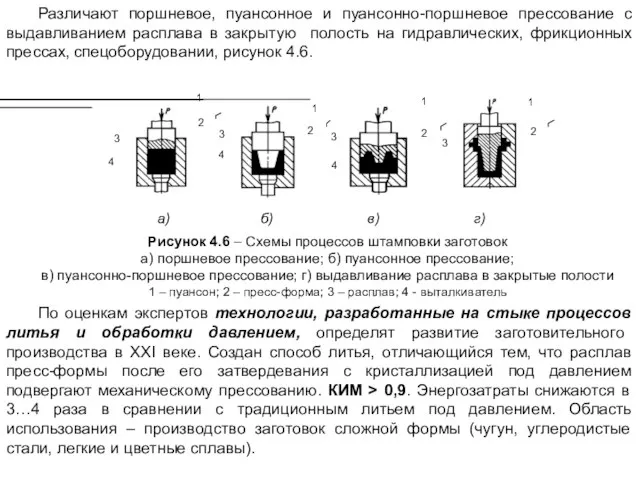
Различают поршневое, пуансонное и пуансонно-поршневое прессование с выдавливанием расплава в закрытую
Различают поршневое, пуансонное и пуансонно-поршневое прессование с выдавливанием расплава в закрытую
4.7 ЭЛЕКТРОШЛАКОВОЕ ЛИТЬЕ
Сущность способа состоит в том, что металл заполняется электрошлаковым
4.7 ЭЛЕКТРОШЛАКОВОЕ ЛИТЬЕ
Сущность способа состоит в том, что металл заполняется электрошлаковым
Похожие презентации
 20140304_art-_terapiya_arsenteva_-_kopiya
20140304_art-_terapiya_arsenteva_-_kopiya Птицы собираются в стаи
Птицы собираются в стаи Возможность бизнес пользователя настраивать reCAPTCHA
Возможность бизнес пользователя настраивать reCAPTCHA 20130428_mezhdunarodnaya_zashchita_prav_cheloveka
20130428_mezhdunarodnaya_zashchita_prav_cheloveka Пешеходный патруль
Пешеходный патруль Дидактическая игра
Дидактическая игра Copia de Copia de Copia de Mi viaje favorito
Copia de Copia de Copia de Mi viaje favorito Этапы .Замысел исследования
Этапы .Замысел исследования Какие бывают нитки? Как они используются?
Какие бывают нитки? Как они используются? Игра по технологии Шоколад от Холмса
Игра по технологии Шоколад от Холмса Абай.pptx
Абай.pptx Зеленые
Зеленые Портфолио Жумабаева Мукатжана
Портфолио Жумабаева Мукатжана Гірничовидобувний комплекс
Гірничовидобувний комплекс Раздел Технология обработки древесины
Раздел Технология обработки древесины Переложение песен Давида на святорусский язык вечнозаветной псалтири (псалом 72)
Переложение песен Давида на святорусский язык вечнозаветной псалтири (псалом 72) Рендеры_Ростокино_ 04 08 2022
Рендеры_Ростокино_ 04 08 2022 Доклад на ректорском_29.08.22
Доклад на ректорском_29.08.22 Какими были святые в детстве
Какими были святые в детстве If You Love Me and You Know It Song
If You Love Me and You Know It Song
 Основы цифровой схемотехники
Основы цифровой схемотехники Функциональное назначение здания. Помещение
Функциональное назначение здания. Помещение Защита деревянных конструкций от гниения и возгорания
Защита деревянных конструкций от гниения и возгорания Лекція. Характеристика матеріально-технічної бази для організації обслуговування споживачів у закладах ресторанного господарства
Лекція. Характеристика матеріально-технічної бази для організації обслуговування споживачів у закладах ресторанного господарства Слово и слог. Закрепление
Слово и слог. Закрепление Элементы продольного профиля дороги
Элементы продольного профиля дороги Алгоритм определения цветовых характеристик внешности
Алгоритм определения цветовых характеристик внешности