- Столярные соединения

Содержание
- 2. Столярные соединения деталей На гвоздях, винтах, болтах, шурупах На гвоздях и шурупах детали соединяют сравнительно быстро,
- 3. Разметка и запиливание шипов и проушин Для получения шипов и проушин заготовку вначале надо разместить в
- 4. Элементы шипового соединения а – Шип – это выступ на торце деревянной детали(1- торец шипа; 2-
- 5. Выбор числа шипов на заготовке зависит от толщины соединяемых деталей Бруски толщиной до 40 мм чаще
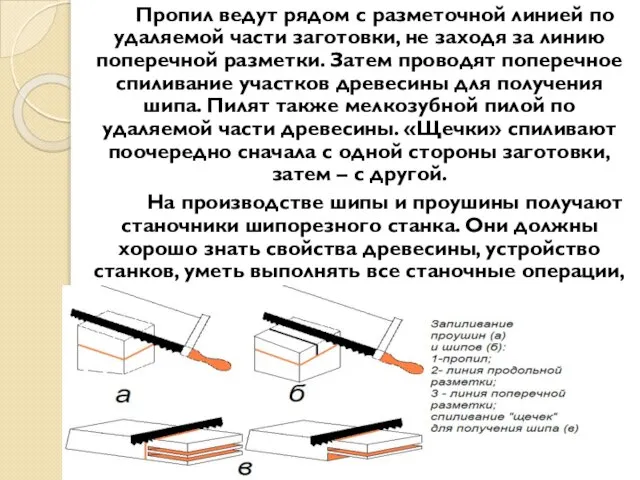
- 6. Пропил ведут рядом с разметочной линией по удаляемой части заготовки, не заходя за линию поперечной разметки.
- 7. Шиповые соединения бывают трёх видов: Угловые концевые Угловые серединные Угловые ящичные
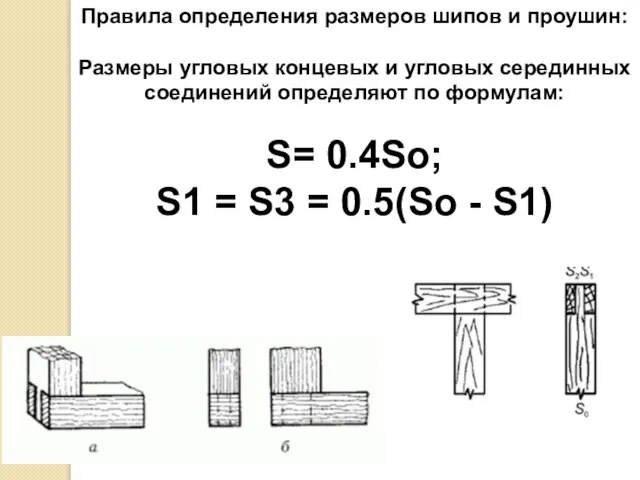
- 8. Правила определения размеров шипов и проушин: Размеры угловых концевых и угловых серединных соединений определяют по формулам:
- 9. Углового ящичного соединения: S1 = S3 = 6,8,10,12,14,16 мм; l = So; S2, не менее 0,3So
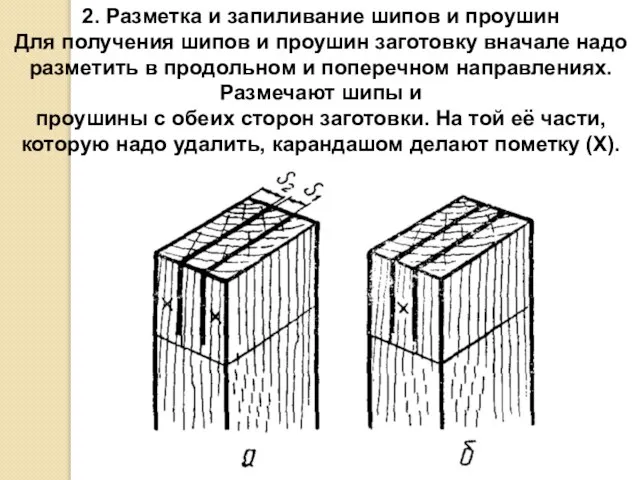
- 10. 2. Разметка и запиливание шипов и проушин Для получения шипов и проушин заготовку вначале надо разметить
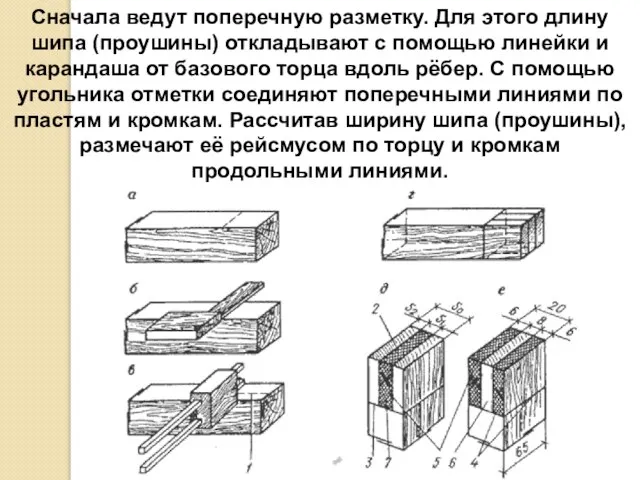
- 11. Сначала ведут поперечную разметку. Для этого длину шипа (проушины) откладывают с помощью линейки и карандаша от
- 12. После разметки проушины и шипы запиливают, используя пилу с мелкими зубьями, заготовку закрепляют в заднем зажиме
- 13. Долбление проушин и гнёзд Инструменты для долбления проушин и гнезд: 1)-долото 2)-стамеска Долбление является обработкой древесины
- 14. Стамеска применяется для зачистки шипов, гнезд и проушин, срезания фасок, подрезки подгоняемых деталей. Кроме того, стамеской
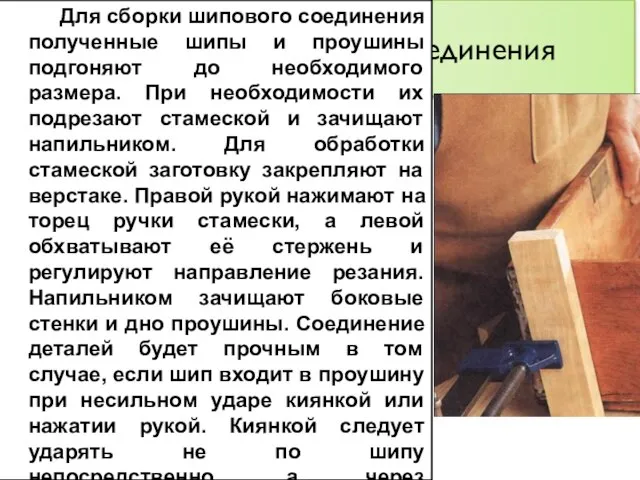
- 15. Сборка шипового соединения Для сборки шипового соединения полученные шипы и проушины подгоняют до необходимого размера. При
- 16. На производстве шипы и проушины получают станочники шипорезного станка. Они должны хорошо знать свойства древесины, устройство
- 18. Скачать презентацию
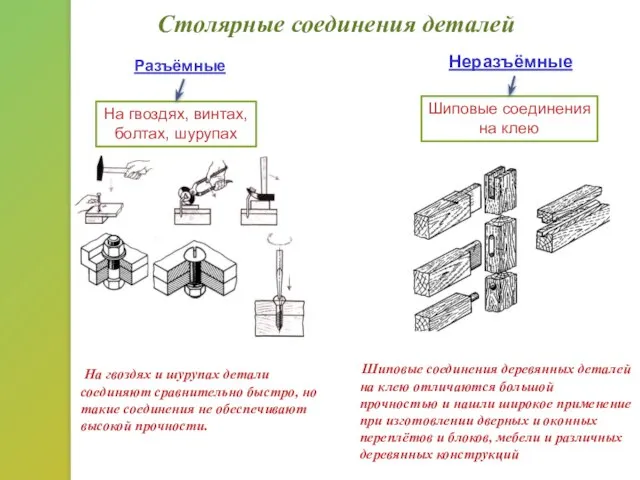
Столярные соединения деталей
На гвоздях, винтах, болтах, шурупах
На гвоздях и
Столярные соединения деталей
На гвоздях, винтах, болтах, шурупах
На гвоздях и
Разметка и запиливание шипов и проушин
Для получения шипов и проушин
Разметка и запиливание шипов и проушин
Для получения шипов и проушин
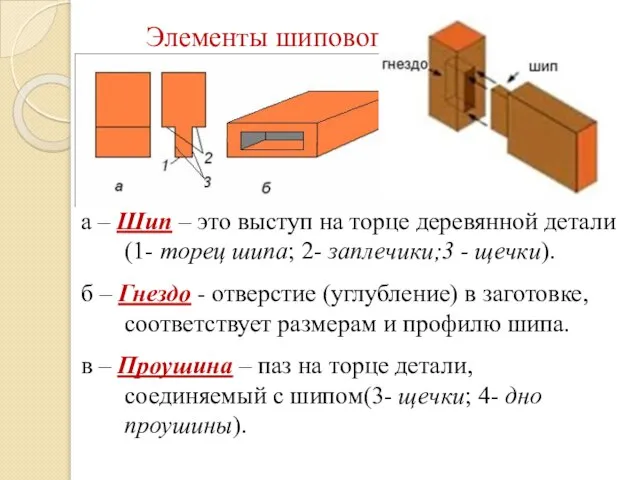
Элементы шипового соединения
а – Шип – это выступ на торце деревянной
Элементы шипового соединения
а – Шип – это выступ на торце деревянной
Выбор числа шипов на заготовке зависит от толщины соединяемых деталей
Бруски толщиной
Выбор числа шипов на заготовке зависит от толщины соединяемых деталей
Бруски толщиной
Пропил ведут рядом с разметочной линией по удаляемой части заготовки,
Пропил ведут рядом с разметочной линией по удаляемой части заготовки,

Шиповые соединения бывают трёх видов:
Угловые концевые
Угловые серединные
Угловые
ящичные
Шиповые соединения бывают трёх видов:
Угловые концевые
Угловые серединные
Угловые
ящичные
Правила определения размеров шипов и проушин:
Размеры угловых концевых и угловых серединных
Правила определения размеров шипов и проушин:
Размеры угловых концевых и угловых серединных

Углового ящичного соединения:
S1 = S3 = 6,8,10,12,14,16 мм;
l = So; S2,
Углового ящичного соединения:
S1 = S3 = 6,8,10,12,14,16 мм;
l = So; S2,
2. Разметка и запиливание шипов и проушин
Для получения шипов и проушин
2. Разметка и запиливание шипов и проушин
Для получения шипов и проушин
Сначала ведут поперечную разметку. Для этого длину шипа (проушины) откладывают с
Сначала ведут поперечную разметку. Для этого длину шипа (проушины) откладывают с
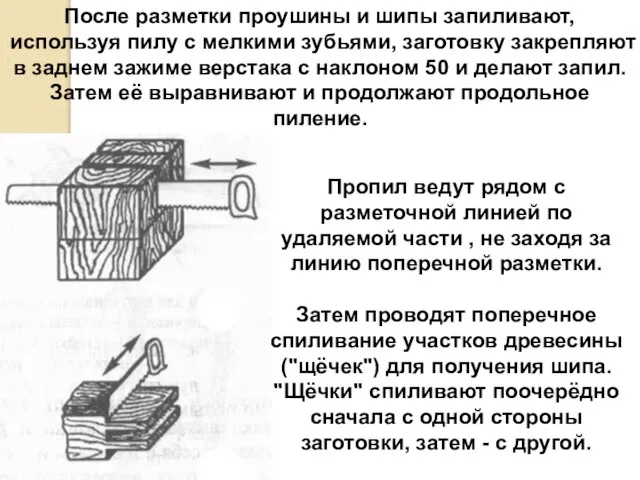
После разметки проушины и шипы запиливают, используя пилу с мелкими зубьями,
После разметки проушины и шипы запиливают, используя пилу с мелкими зубьями,
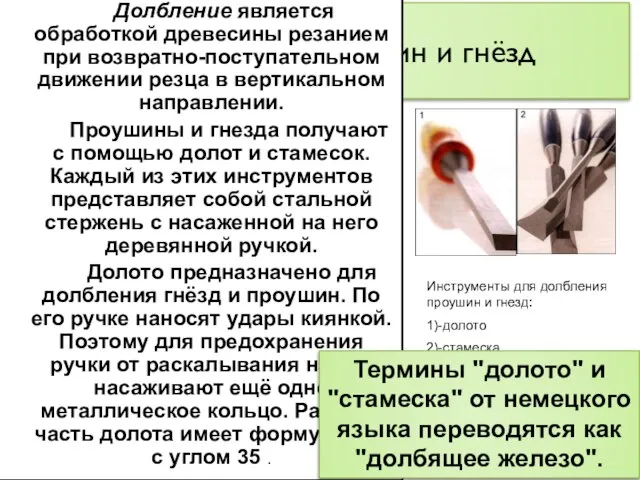
Долбление проушин и гнёзд
Инструменты для долбления проушин и гнезд:
1)-долото
2)-стамеска
Долбление является
Долбление проушин и гнёзд
Инструменты для долбления проушин и гнезд:
1)-долото
2)-стамеска
Долбление является
Стамеска применяется для зачистки шипов, гнезд и проушин, срезания фасок,
Стамеска применяется для зачистки шипов, гнезд и проушин, срезания фасок,
Сборка шипового соединения
Для сборки шипового соединения полученные шипы и проушины
Сборка шипового соединения
Для сборки шипового соединения полученные шипы и проушины

На производстве шипы и проушины получают станочники шипорезного станка. Они должны
На производстве шипы и проушины получают станочники шипорезного станка. Они должны
 20160210_sovershenstvovanie_metodiki_prepodavaniya_urokov_obzh
20160210_sovershenstvovanie_metodiki_prepodavaniya_urokov_obzh Чрезвычайные ситуации техногенного характера, их причины и последствия
Чрезвычайные ситуации техногенного характера, их причины и последствия Старость в радость. Благотворительное волонтерское движение помощи инвалидам и пожилым
Старость в радость. Благотворительное волонтерское движение помощи инвалидам и пожилым Изготовление плечевого изделия с цельнокроеным рукавом
Изготовление плечевого изделия с цельнокроеным рукавом доклад
доклад Приемы работы на швейной машине
Приемы работы на швейной машине Образование и самообразование
Образование и самообразование 130 лет начала Евангельского движения на Псковщине
130 лет начала Евангельского движения на Псковщине 20130104_prezentaciya_microsoft_powerpoint
20130104_prezentaciya_microsoft_powerpoint Семасиология в китайском языке
Семасиология в китайском языке Экономические основы логистики
Экономические основы логистики Измерение электрического сопротивления
Измерение электрического сопротивления Ответы на итоговое тестирование
Ответы на итоговое тестирование З днем народження! Моя дорогенька кумушка
З днем народження! Моя дорогенька кумушка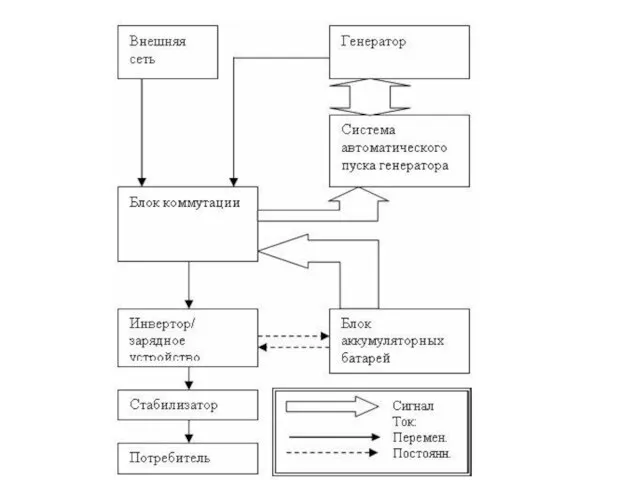 Гидрогелио электростанция Лотос
Гидрогелио электростанция Лотос Маникюрный набор
Маникюрный набор Питерский ангел
Питерский ангел Физические основы построения ЭВМ
Физические основы построения ЭВМ Студия груминга Groom Pet [Восстановленный]
Студия груминга Groom Pet [Восстановленный] Инвестиционный проект строительства многоквартирного жилого дома с подземным паркингом и ресторанной зоной на 1 этаже
Инвестиционный проект строительства многоквартирного жилого дома с подземным паркингом и ресторанной зоной на 1 этаже 9.1
9.1 Размещение инженерных сетей на улицах и проездах
Размещение инженерных сетей на улицах и проездах Рисуем пингвина
Рисуем пингвина Блиц - опрос #1
Блиц - опрос #1 Методы исследования в гуманитарных науках
Методы исследования в гуманитарных науках 3D телевидение
3D телевидение 20160331_duhovnoe_kraevedenie_-_3
20160331_duhovnoe_kraevedenie_-_3 Chinese high-speed railway
Chinese high-speed railway